Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок
По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином. При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
При использовании в строительной отрасли для прокладки водопроводных и отопительных сетей полипропиленовых труб небольших диаметров (до 63 мм) стыковой метод абсолютно непригоден по следующим причинам:
может быть реализована сварка полипропиленовых труб только одного диаметра;
после стыковки внутри трубопровода образуется выпуклый шов, снижающий сечение проходного канала — это существенно повышает гидравлическое сопротивление трубопровода малого диаметра и снижает эффективность его использования, увеличивает вероятность засоров.
соединение обладает меньшей прочностью, чем муфтовое.
Технология пайки с использованием муфт заключается в применении для стыковки труб переходной детали (отрезка обычной однослойной ПП трубы) с внутренним диаметром, соответствующим наружному соединяемых трубных отрезков. Для проведения работ специальным паяльником одновременно разогревают наружную поверхность трубы и внутреннюю переходной муфты, после чего детали быстро соединяют вручную. Аналогичную процедуру с нагреванием муфты и внешней трубной оболочки проводят со вторым стыкуемым отрезком. Понятно, что после вставки в муфту торцы обоих трубных отрезков почти соединяются встык без выпуклого шва, а если использовать переходник с разными диаметрами, то можно состыковывать трубопроводы любых размеров.
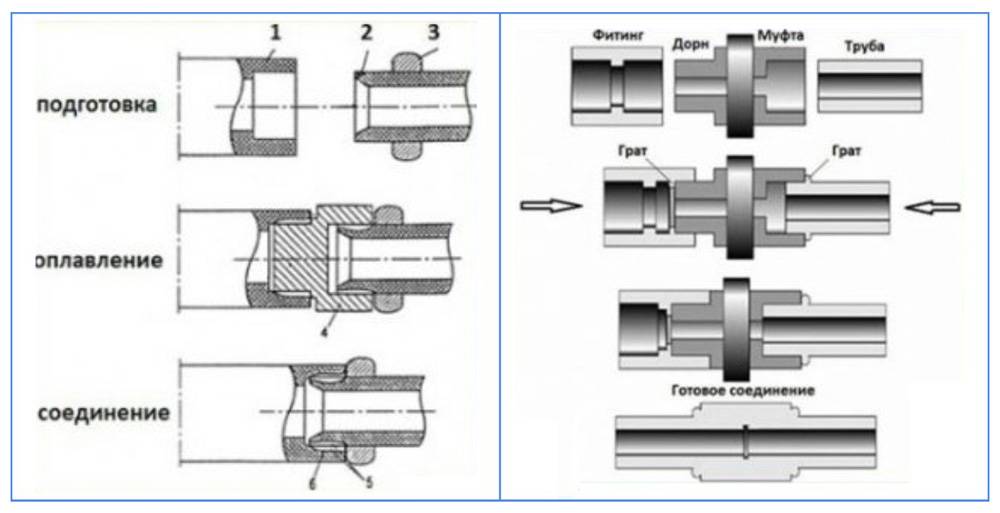
Рис. 5 Пайка пластиковых труб — технологический процесс
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
Меры предосторожности
Работа при монтаже PPR является опасной и должна проводиться при строгом соблюдении правил безопасности и технологических норм к сварке сортаментов труб, обозначенных заводом изготовителем.
При проведении сварочных работ нужно соблюдать общие правила:
- Защитить трубы от возможного удара или повреждений.
- Не использовать трубы, которые деформируются или трескаются на режущей кромке.
- Не сваривать грязные трубы или фитинги.
- Вырезать детали только специальными ножницами.
- После сварки можно изгибать трубы и фитинги максимум на 5 градусов. В ситуациях, требующих изгиба, использовать горячий воздух 140 C вместо прямого нагрева пламенем.
- Избегать контакта сварочного материала с химикатами.
- Не использовать конические редукторы на соединениях, избегая чрезмерного затягивания.
- После установки выполнить проверку на герметичность.
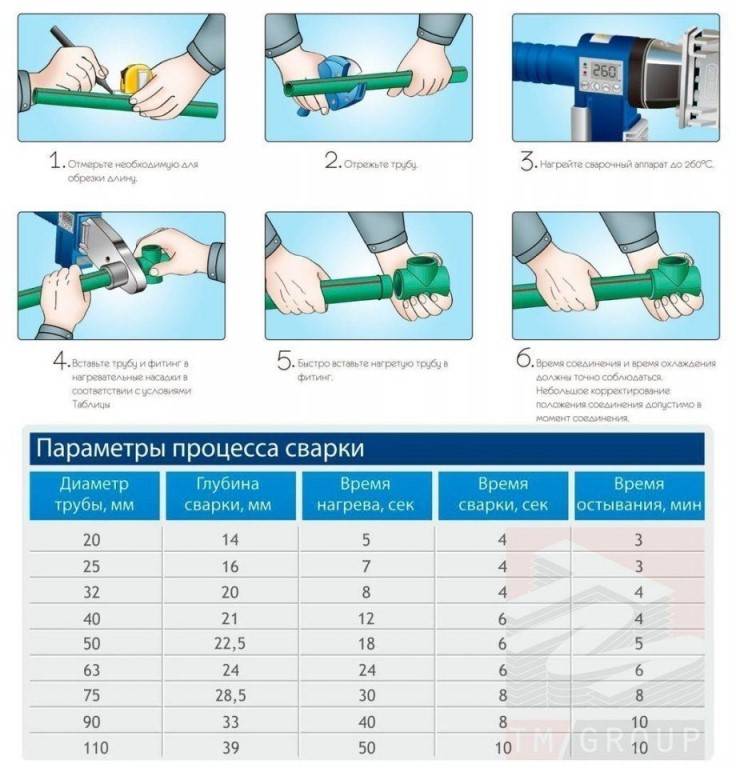
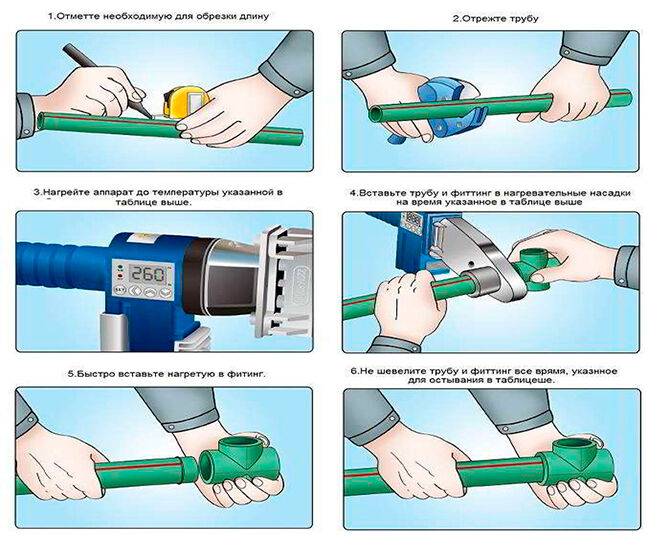
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
Подготавливается рабочее место, материалы и инструменты.
Паяльник устанавливается на штатив и оснащается насадками нужного размера.
Насадки обрабатываются обезжиривающим раствором.
Прибор подключается к сети, на индикаторе загорается красная лампочка.
На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе.
Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают.
На трубе делается отметка, соответствующая глубине посадки для данного диаметра.
Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника.
Детали нагреваются в течение положенного времени.
Осторожно, без вращения снимаются с насадок.
Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки.
Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.



Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера
Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения
Проверка стыков

По окончании спайки необходимо проверить весь пластиковый трубопровод на дефекты и герметичность. Этот процесс называется опрессовкой. Самый простой метод опрессовки — пропустить через спаянный участок определённое количество воды. Есть и другой вариант — закачка воздуха в трубопровод через заглушки. На краях (в начале и в конце) пластикового трубопровода традиционно ставят заглушки. И в одной из них, в целях проверки герметичности, можно просверлить отверстие и вкрутить колёсный ниппель. Далее с помощью компрессора и манометра нужно заказать в трубы воздух — причём необходимо добиться рабочего давления. На практике в трубопроводах жилых домов это давление равно 3-4 атмосферам.
Опрессовка должна проводиться в два этапа. На первом этапе набирается рабочее давление, после чего нужно подождать около трёх минут и посмотреть, упадёт ли его уровень. Затем нужно вновь поднять давление до рабочего уровня и вновь подождать, на этот раз уже 5-7 минут. Если пластиковые трубы герметичны, то давление за этот срок не упадёт больше, чем на три процента.

Если давление падает на большую величину, значит есть утечка. Обычно они возникают как раз на местах стыков и на местах пайки паяльников. Для их успешного поиска понадобится жидкое мыло или мыльный, хорошо пенящийся раствор. Такое мыло или такой раствор следует нанести на вероятные проблемные места и посмотреть, появятся ли здесь пузыри. Если пузыри появятся, это будет свидетельствовать о том, что пластиковая труба подтекает. Для устранения проблемы рекомендуется осуществить повторную пайку в этом месте.






Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
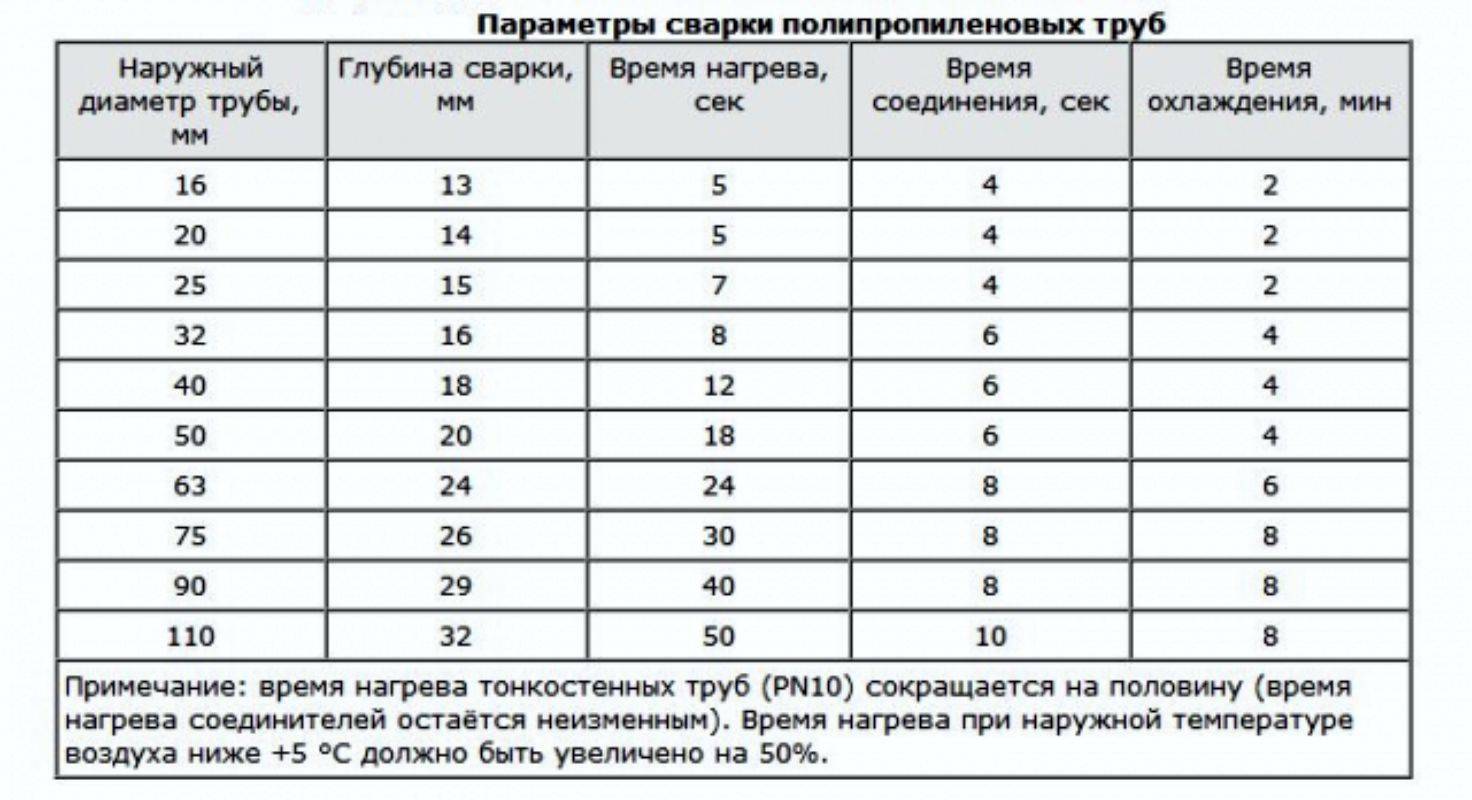
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
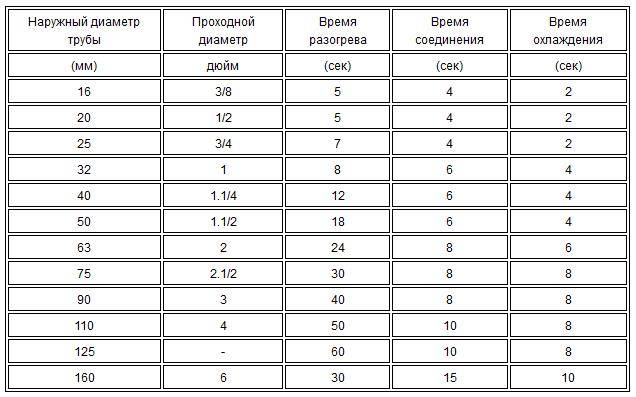
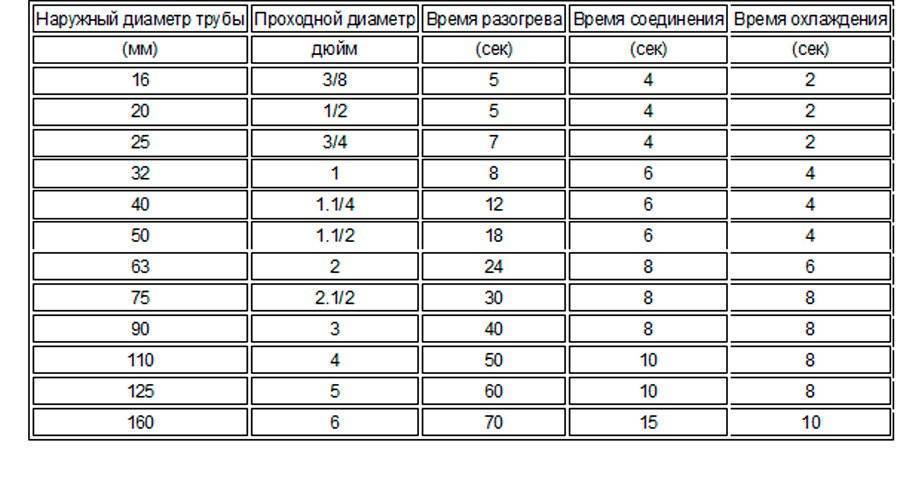
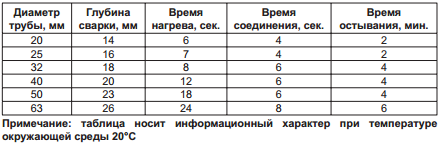
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Влияние силы и времени спайки
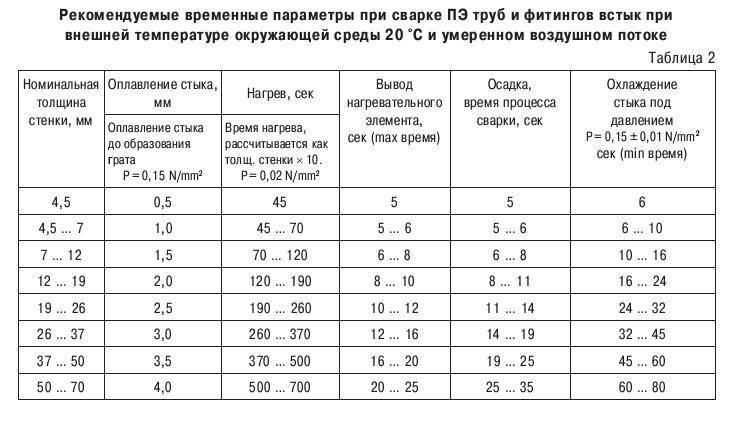
 Целью применения сварочной силы является приведение деталей по пластифицированному соединению в контакт друг с другом таким образом, чтобы молекулярные цепи могли достаточно перемешиваться и образовывать полукристаллические структуры, которые определяют прочность PPR. Требуемое усилие сварки (удельное давление соединения) для PPR указано в строительных нормах и определяется, как сила на площадь поверхности. Если сварочное давление неправильно рассчитано или сварочная машина неисправна, например, из-за утечки поршневых уплотнений, существует риск, что качество сварки будет низким, а соединение дефектным.
Целью применения сварочной силы является приведение деталей по пластифицированному соединению в контакт друг с другом таким образом, чтобы молекулярные цепи могли достаточно перемешиваться и образовывать полукристаллические структуры, которые определяют прочность PPR. Требуемое усилие сварки (удельное давление соединения) для PPR указано в строительных нормах и определяется, как сила на площадь поверхности. Если сварочное давление неправильно рассчитано или сварочная машина неисправна, например, из-за утечки поршневых уплотнений, существует риск, что качество сварки будет низким, а соединение дефектным.








Это происходит из-за того, что в пограничных более холодных слоях будет происходить недостаточное перемешивание слоёв и, следовательно, снижение прочности. Кроме того, избыточное давление вызывает недопустимо большие деформации сдвига, что, в свою очередь, приводит к увеличению остаточных напряжений в сварном шве. Слишком высокие остаточные напряжения могут значительно снизить прочность соединяемых изделий.
При стыковой сварке несколько раз приходится учитывать временные интервалы.
Наиболее важными являются:
- Время прогрева и нагрева (пластифицирование) материала, подлежащего сварке, до нужной температуры сварки, для установления нужной температуры паяльника для полипропиленовых труб.
- Время нарастания давления соединения. Давление сварки равномерно нарастает в течение заданного времени сборки в соответствии с нормами до тех пор, пока не будет достигнуто давление соединения.
- Время охлаждения, в течение которого пластифицированный материал в плоскости соединения остывает до тех пор, пока сварной шов не сможет быть повторно напряжён, обычно через 8—24 часа после сварки. На этот процесс очень негативно влияет неравномерное или искусственно ускоренное охлаждение (например, водой), что может привести к искажению или неприемлемо высоким остаточным напряжениям.
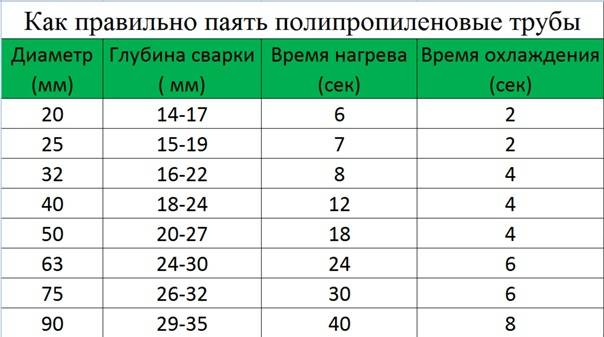
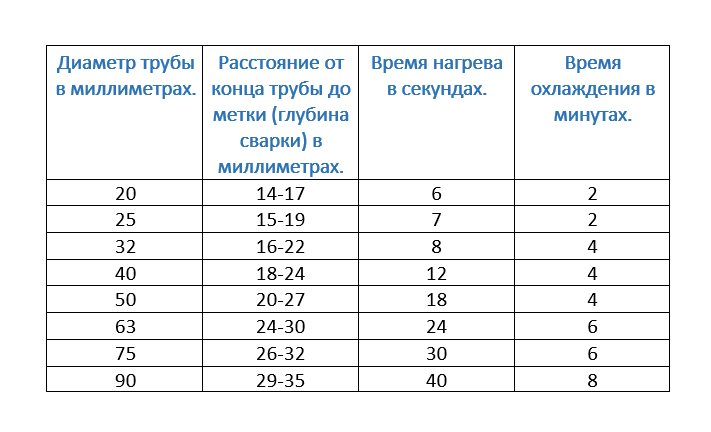
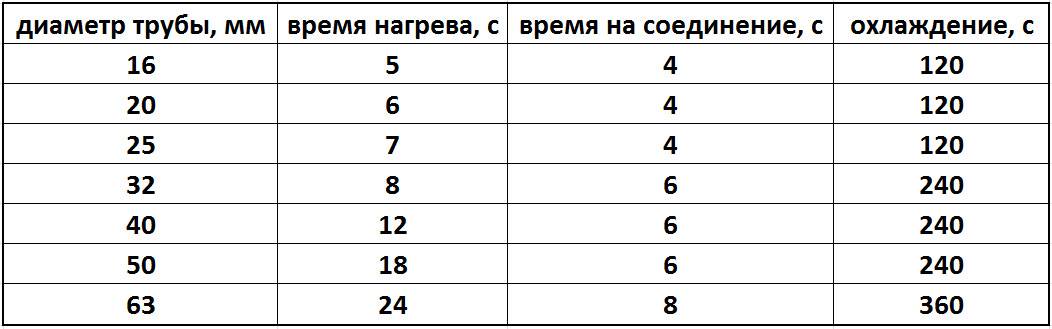
Таблица температуры пайки полипропиленовых труб.
| Диаметр трубы (мм) | Минимальная толщина стенки (мм) | Глубина вставки (мм) | Время нагрева (сек) | Время соединения (сек) | Охлаждение (сек) |
| 20 | 3, 4 | 14 | 6 | 4 | 2 |
| 25 | 4, 2 | 16 | 7 | 4 | 3 |
| 32 | 5, 4 | 18 | 8 | 6 | 4 |
| 40 | 6, 7 | 20 | 12 | 6 | 4 |
| 50 | 8, 4 | 23 | 18 | 6 | 5 |
| 63 | 10, 5 | 26 | 25 | 8 | 6 |
| 75 | 12, 5 | 28 | 30 | 8 | 8 |
| 90 | 15, 0 | 31 | 40 | 10 | 8 |
| 110 | 18, 4 | 33 | 50 | 10 | 8 |
Минимальное время охлаждения без перемещения.
| d мм | минут |
| 20 | 10 |
| 25 | 10 |
| 32 | 10 |
| 40 | 15 |
| 50 | 15 |
| 63 | 20 |
| 75 | 25 |
| 90 | 30 |
| 110 | 35 |
На качество сварных соединений также влияют и другие факторы: влажность, ветер, температура окружающего воздуха, подготовка шва, резка труб, удаление оксидного слоя также существенно влияют на качество сварного шва.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Подписывайтесь так же на наш Youtube, группу , . Там много полезного и интересного контента!