Технология монтажа полипропиленовых кранов
Все краны из полипропилена устанавливаются на пластиковые трубопроводы посредством раструбной сварки. Также существуют переходные изделия для стыковки полимерных и металлических труб, один патрубок которых имеет резьбовое соединение, второй — раструбное.
Для проведения работ вам потребуются следующие инструменты:
- ножницы для обрезки пластиковых труб;
- фаскосниматель;
- калибратор;
- паяльник.
Используемый паяльник должен комплектоваться нагревательными насадками, соответствующими диаметром размеру ППР крана и трубы. На рынке широко представлены изделия для бытовой эксплуатации с насадками 16, 20, 25, 32 и 40 мм, стоимость которых варьируется в пределах 2-10 тыс. рублей.

Пайка полипропиленовых изделий
Установка крана выполняется по следующей технологии:
- Паяльник включается в сеть и нагревается до рабочей температура, которая для полипропилена составляет 240-260 градусов.
- Пока нагревается паяльник выполняется подготовка стыкующихся труб — изделие обрезается ножницами, с помощью калибратора устраняется возникшая при обрезке овальность, фаскоснимателем удаляются присутствующие на срезе заусеницы.
- Патрубок крана и труба надеваются на насадки паяльника. Время нагрева зависит от диаметра изделий: для 15 мм — 5 сек, 20 и 25 мм — 7 сек, 32 мм — 8 сек, 40 мм — 12 сек.
- По истечению заданного времени кран и труба снимаются с паяльника и стыкуются между собой. Труба вводится в раструб крана до упора и в таком положении неподвижно фиксируется до наступления отвердевания пластика (2-4 минуты).
Аналогичным образом с трубопроводом соединяется противоположный патрубок крана. Учитывайте, что охлаждать спаянный стык в холодной воде нельзя — он должен остыть при комнатной температуре.
При проведении сварочных работ чаще всего допускаются следующие ошибки:
- контактирующие поверхности труб и крана не очищаются от загрязнений, что приводит к ухудшению качества соединения;
- неправильное позиционирование соединяемых элементов — после стыковки расплавленных конструкций у вас есть лишь несколько секунд, чтобы правильно разместить их по отношению друг к другу, прежде чем полипропилен начнет затвердевать;
- оплывы, которые образует выдавленный из стыка расплавленный пластик необходимо удалять после отвердевания соединения, делая это сразу же после стыковки вы можете деформировать конструкцию;
- трубу необходимо вдавливать в торец фитинга до упора, в противном случае между упорным торцом внутри корпуса крана и срезом трубы образуется зазор, снижающий долговечность соединения;
- усилия, прикладываемые при вдавливании, должны быть умеренными — если приложить чрезмерно сильную нагрузку может образоваться внутренний оплыв, уменьшающий патрубок пропускного отверстия крана.
Монтаж смесителя
Процесс подключения смесителя в ванной к полипропиленовым трубам начинается с подготовки инструментов и гидроизоляции.

Расстояние между эксцентриками смесителя
Работы выполняются при использовании:
- набора ключей или разводного приспособления;
- фум ленты;
- виниловой изоленты.
Фумка наматывается на резьбы в 15 слоев. Процесс осуществляется исключительно по часовой стрелке. В этом случае не произойдет сползания и сморщивания уплотняющего материала. Во время наворачивания гайки гидроизоляция вдавливается в резьбу. Этот современный материал отлично уплотняется соединения.
Монтажный процесс зависит от расположения сантехнического прибора. Смесители устанавливают на стены и борта ванн. Существуют также изделия, размещаемые на стойках или полках. Однако чаще всего выполняется настенный монтаж.
Подключение смесителя к трубам с горячей и холодной водой проводится посредством эксцентриков. Переходники предварительно должны быть вкручены в фитинги, расположенные в стене. Гайки смесителя накручиваются непосредственно на эксцентрики без намотки на резьбы гидроизоляционного материала.
Что еще учитывать при выборе фитингов
Подбираются соединительные трубопроводные детали с учетом вида спроектированной инженерной системы
Во время покупки фитингов необходимо принимать во внимание следующие нюансы:
- Для водопровода ПП элементы имеют белый или серый цвет.
- Монтажные работы выполняются с помощью специальных труборезов и паяльников именно для ПП труб.
- Для коммуникаций из полипропилена необходимо приобретать соединительные детали из такого же материала. Их нельзя заменить фитингами из ПВХ.
Рекомендуется покупать полипропиленовые трубы и фитинги известных производителей. Кроме того, продукция брендов отличается аккуратным внешним видом, большим ассортиментом, наличием всех типоразмеров.
 Фитинги для пп труб
Фитинги для пп труб
Нужно также обращать внимание на показатель SDR, характеризующий проходимость изделий. Детали с высоким значением этой характеристики обладают хорошей проходимостью и относительно тонкими стенками
Трубопроводные изделия с небольшим SDR имеют низкую проходимость, но отличаются повышенной прочностью и плотностью.
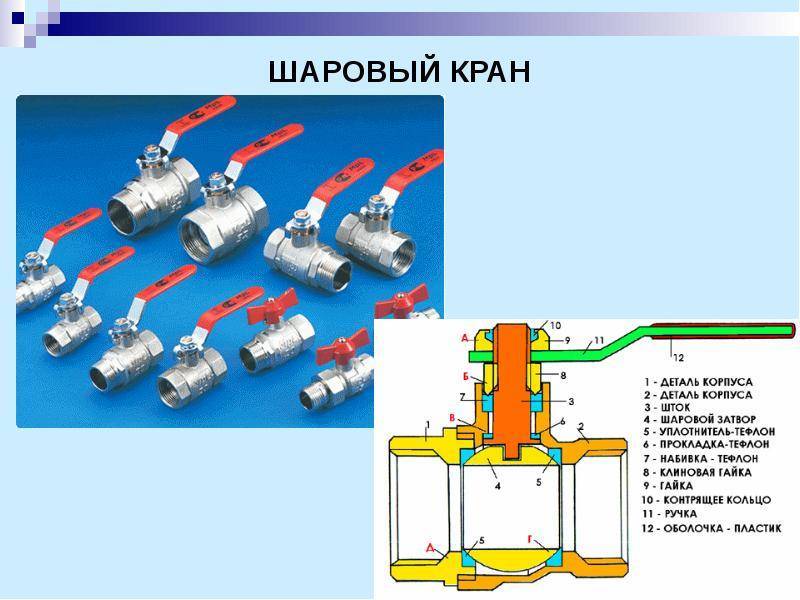
Шаровые краны vs вентили – что лучше?
Главным аргументом в пользу шарового крана является срок эксплуатации. Так, если длительное время использовать вентили, то на их поверхности образуется накипь, вследствие чего рано или поздно конструкцию заклинит. Более того, сальник со временем протекает, задвижки едва ли можно считать герметичными, да и сам вентиль вдвое больше стандартного шарового крана, что усложняет установку и дальнейшую эксплуатацию. Ежегодно вентили нужно тщательно проверять.

Шаровые краны из полипропилена отличаются легкостью и надежностью
В отличие от них, шаровые краны лишены подобных недостатков вовсе – они легкие, надежные, выглядят более эстетично и могут прослужить порядком дольше (не менее полувека). Справедливости ради отметим, что шаровые краны могут быть не только полипропиленовыми, но также:
- полиэтиленовыми;
- стальными;
- чугунными.
Учитывая все это, напрашивается вывод: шаровые краны лучше вентилей по всем параметрам
Латунный вентиль
Рассмотрим все достоинства шаровых кранов из полипропилена
- Изделия обладают незначительным весом.
- Их очень легко устанавливать, чего нельзя сказать о металлических кранах.
- В полипропиленовой конструкции не скапливаются примеси и мусор, благодаря чему можно избежать засорения водопровода.
- Простая и удобная конструкция, не нуждающаяся в обслуживании. Иными словами, нужно всего лишь поставить ее и пользоваться.
- Долговечность (более 50 лет).
Стыковка труб из полипропилена
Если для устройства инженерных сетей вы применяете трубы полипропиленовые — как соединить трубопровод зависит от его диаметра. Полипропиленовые трубы PN20 и армированные алюминиевой фольгой PN25 диаметром до 63 мм соединяют раструбной или муфтовой сваркой. Для соединения прямых участков используют муфты соединительные для полипропиленовых труб, а для создания резьбовых и других стыковочных узлов – соответствующие фитинги, имеющие раструб.
- для передачи холодной воды в системах с высоким давлением,
- в системах отопления с низким давлением,
- в «тёплых» полах.
Для сварки полипропиленовых труб, диаметр которых более 63 мм, в основном, применяют стыковую сварку, которая не требует использования дополнительных деталей.Но если имеются фитинги нужного диаметра,можно применятьмуфтовую сварку. Технология соединения полипропиленовых труб большого диаметра в качестве разборного соединения рекомендует фланцевый стык.
Как соединить полипропиленые изделия раструбной сваркой
В качестве инструмента для создания неразъёмного соединения ПП труб применяют сварочные аппараты, оснащённые специальными насадками, покрытыми тефлоном – антипригарным материалом. Стандартные насадки имеют диаметр от 16 до 40 мм. В процессе сварочных работ необходимо очищать насадки брезентовой ветошью или деревянным скребком после каждой выполненной операции.







Аппарат для сварки необходимо установить на ровной поверхности и закрепить на нём насадки требуемого диаметра. Для соединения полипропиленовых труб температура процесса составляет примерно 2600С.
Время нагрева, позволяющее решить проблему, как соединить полипропиленовые трубы герметично, зависит от температуры окружающего воздуха и составляет 10-15 минут. При температуре ниже нуля на месте производства работ сварку полипропиленовых труб проводить запрещено. Общее правило, касающееся вопроса, как соединяются полипропиленовые трубы, – не разогретый фитинг должен иметь несколько меньший внутренний диаметр, чем наружный диаметр трубы.
Первая сварка проводится примерно через пять минут после нагрева паяльника. Полипропиленовые трубы — как соединять их с помощьюраструбной сварки давайте разбираться вместе.
Специальными ножницами или труборезом отрезают изделие под прямым углом. Раструб фитинга и конец трубы очищают от грязи, обезжиривают спиртом или мыльной водой, просушивают. Сварочный аппарат должен находиться во включенном состоянии на протяжении всего сварочного процесса. Нагрев проводится одновременно для трубы и фитинга.
Недогрев может стать причиной того, что соединяемые элементы не достигнут требуемой температуры вязкой пластичности. Это приведёт к образованию ненадёжного соединения. Если детали будут перегреты, то возникнет возможность утраты их формы. При появлении чрезмерной липкости материала трубу будет затруднительно соединить с фитингом. При приложении усилия образуется соединение с зауженным внутренним диаметром.
Время нагрева определяется специальными таблицами, по его окончании детали соосно соединяют друг с другом быстрым движением. После сварки нужно выдержать время охлаждения соединённых элементов, особенно тонкостенных. Любые деформации в этот период недопустимы. Неудачное соединение можно исправить, только вырезав фитинг.
Соединение полипропиленовых труб, армированных алюминиевой фольгой
Соединение полипропилена с алюминиевой прослойкой имеет некоторые особенности. Для работы с ним потребуется специальный инструмент – шейвер, которым с трубы снимают верхние слои из полипропилена и алюминия. Величина раструба фитинга рассчитана так, что в него может войти труба, у которой удалены верхние слои.
Однако, если вы используете изделия, соединительные детали и инструмент, произведенные одной фирмой, то, скорее всего, вычисления не потребуются. Шейвер снимет верхние слои точно на глубину сварки, а размеры насадок не позволят вставить трубу на глубину, превышающую требуемую.
Монтаж шарового вентиля из полипропилена
Монтаж шарового крана из ПП производится таким же образом, как и установка полипропиленовых фитингов. Такой процесс не является сложным, однако, он выполняется посредством специального сварочного оборудования, поэтому желательно иметь навыки работы с ним.
Полипропиленовые краны для водоснабжения и отопления шаровые монтируются поэтапно. Рассмотрим более подробно процесс установки такого изделия:
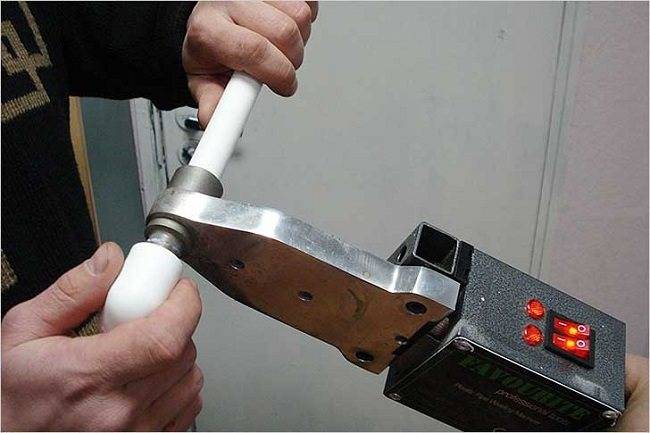
Вначале необходимо подготовить сварочное оборудование к работе. Для этого нужно включить паяльный инструмент и подождать некоторое время, пока не произойдёт его разогрев до рабочей температуры. Паяльное оборудование будет готово к работе, когда загорится индикатор зелёного цвета.
Во время разогрева паяльного оборудование можно заняться зачисткой краёв труб. Чистка краёв выполняется в том случае, если труба является армированной. Края труб должны быть ровными и не содержать заусенцев, также нужно протереть их от пыли и грязи.
В специальную насадку, которую содержит в себе паяльник, вставляется вентиль и труба. Эту операцию необходимо выполнять быстро и максимально точно, так как от этого зависит надёжность будущего соединения.
После расположения крана и трубы в насадке паяльника, нужно подождать некоторое время. Это необходимо для того, чтобы полимерные поверхности крана и трубы разогрелись до нужной температуры. Время нагрева определяется по инструкции, которая прилагается к паяльной аппаратуре.
Далее разогретые до нужной температуры детали извлекаются из насадки и стыкуются между собой
Очень важно на этом этапе крепко держать стыкуемые детали, чтобы не допустить смещения.
Противоположенная сторона вентиля соединяется таким же образом. Если все вышеуказанные пункты были выполнены правильно, то тогда получается надёжный запорный узел.
Таким путем и производится установка шарового крана из полипропилена. Монтаж резьбовых соединений выполняется тоже довольно просто (посредством накидных гаек).
Обзор производителей
Из многообразия представленных на рынке производителей можно выделить ряд компаний, давно зарекомендовавших себя в качестве надежных и честных поставщиков:
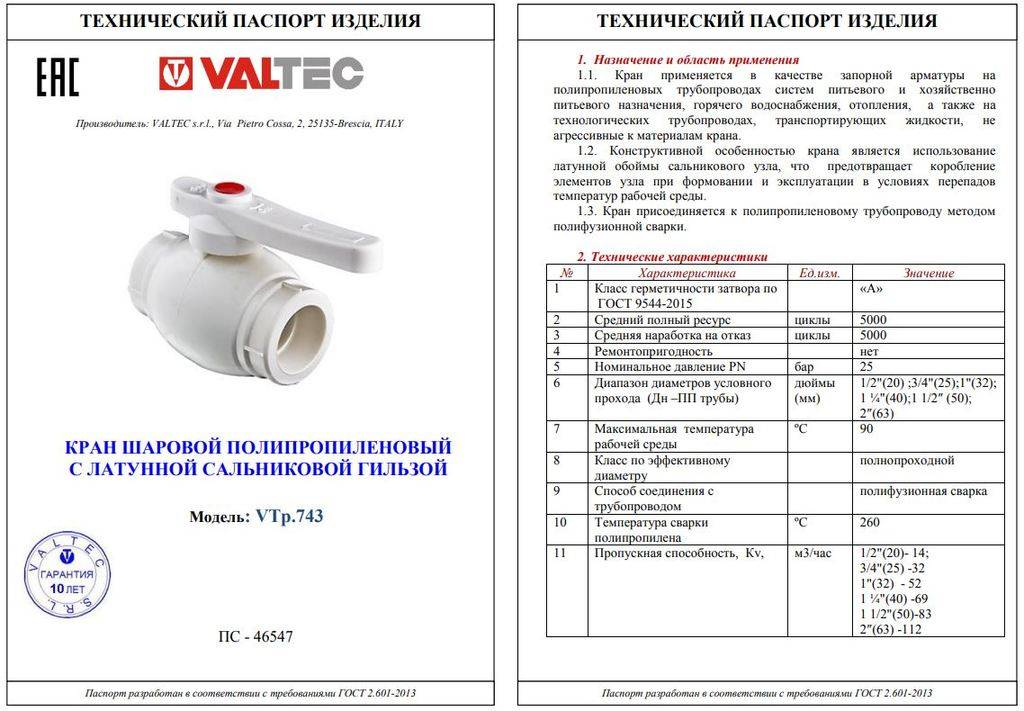
- Valtec. Известный российско-итальянский бренд, поставляющий на рынок продукцию достойного качества. Концерн имеет производственные мощности в Италии и России, выпуская широкий ассортимент строительных материалов.
- Нанопласт. Популярный отечественный бренд. Выпускает большой ассортимент сантехнических устройств, отвечающих общепризнанным мировым стандартам.
- Rehau. Компания с мировым именем, ведущая отсчет своей истории с 1948 года. Серьезное конкурентное преимущество продукции этого бренда – работа с температурами до +110°С.
- Pilsa. Турецкий производитель, предлагающий продукцию с оптимальным соотношением цены и качества.
Помимо этих компаний, отметим итальянский бренд Prandelli, немецкий Oventrop, финский Uponor и бельгийский Henco.
Таким образом, подобрать и смонтировать фитинги для металлопластиковых труб не так уж и сложно. Соблюдение правил монтажа гарантирует прочное и долговечное соединение, которое будет служить не один десяток лет.
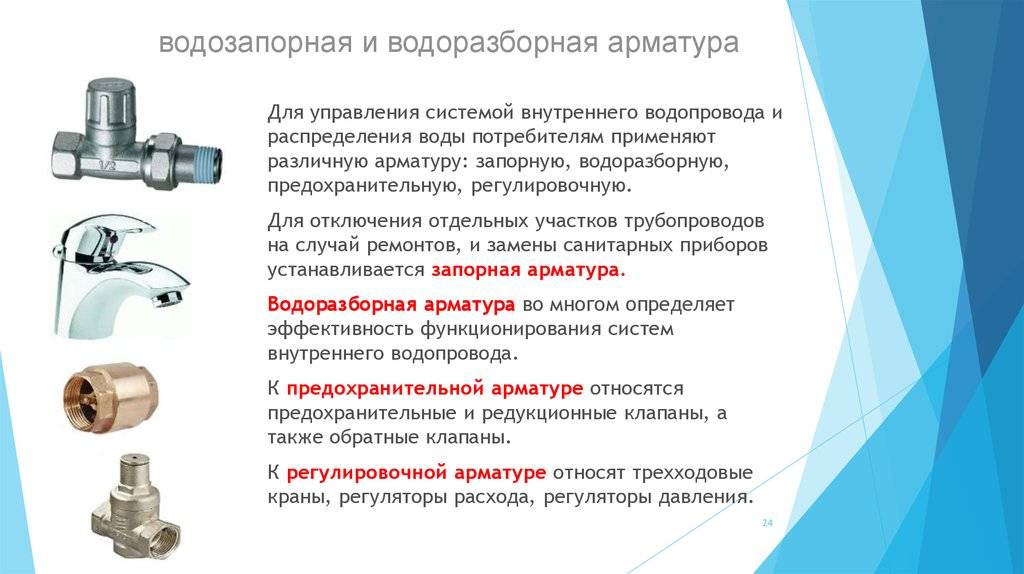
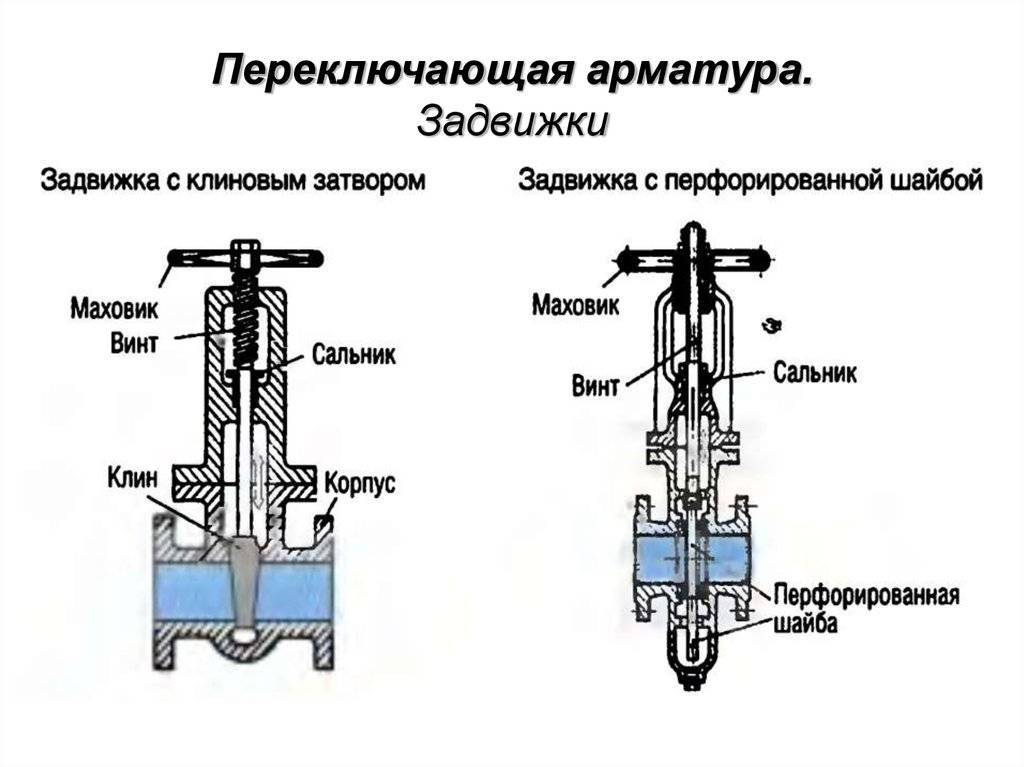
Разновидности арматурных устройств
Устройства, с помощью которых монтируют водопроводные системы, разделяют на следующие виды:
 1.запорные устройства для трубопровода в виде кранов и вентилей, чтобы полностью либо частично перекрывать передвижение носителя.
1.запорные устройства для трубопровода в виде кранов и вентилей, чтобы полностью либо частично перекрывать передвижение носителя.
2.регулировочная арматура предназначена для управления пропускного объема по трубам.
3.защитные устройства предназначены для срабатывания во время аварий, полностью останавливая проток жидкости.
4.предохранительная арматура автоматически сбрасывает при необходимости лишнее давление в трубах.
5.распределительно-смесительные устройства предназначены, чтобы изменять направление течения, их смешивать между собой.
6.разделяющая арматура отводит продукты, которые имею различные фазовые состояния, к примеру, воду направляет в одну трубу, а пар транспортирует в другую.
Широкий спектр арматурных устройств разрешает выполнять работы любой сложности по прокладке трубопроводов.
Полипропиленовые трубы: способы соединения
Выбор технологии сборки пластикового трубопровода зависит от типа изделий и их свойств. Способы, применяемые для стыковки секций, разделяются на две большие группы:
Здесь предполагается сварка или пайка, то есть нагрев материала для изменения агрегатного состояния. Данный метод используется для образования наплавления в месте стыка, и обеспечивает отсутствие протечек и равномерное распределение механических нагрузок.
Сварная стыковка — это, прежде всего, неразъёмный тип монтажа. Такой тип соединения труб является капитальным, используется до истечения срока годности изделий. Этот метод чаще применяется, чтобы добиться высокой прочности трубопровода. Пайка производится при помощи специального оборудования или подручного инструмента.

Предполагает соединение полипропиленовых труб без пайки. Этот способ используется, когда необходима быстрая стыковка, при отсутствии навыков сварки.
Метод монтажа в этом варианте — разъемный или резьбовый. Его можно применять при соединении тонких труб, полипропилена с металлом. При использовании этого «холодного» способа применяются соединительные элементы — полипропиленовые фитинги, размеры и габариты которых подбираются под основное изделие – трубы.







Зная, как соединить полипропиленовые трубы без пайки, можно заранее подобрать элементы, подходящие под условия эксплуатации, и обеспечить быструю сборку.

Технология монтажа полипропиленовых кранов
Все краны из полипропилена устанавливаются на пластиковые трубопроводы посредством раструбной сварки. Также существуют переходные изделия для стыковки полимерных и металлических труб, один патрубок которых имеет резьбовое соединение, второй – раструбное.
Для проведения работ вам потребуются следующие инструменты:
- ножницы для обрезки пластиковых труб;
- фаскосниматель;
- калибратор;
- паяльник.
Используемый паяльник должен комплектоваться нагревательными насадками, соответствующими диаметром размеру ППР крана и трубы. На рынке широко представлены изделия для бытовой эксплуатации с насадками 16, 20, 25, 32 и 40 мм, стоимость которых варьируется в пределах 2-10 тыс. рублей.
Пайка полипропиленовых изделий
Установка крана выполняется по следующей технологии:
- Паяльник включается в сеть и нагревается до рабочей температура, которая для полипропилена составляет 240-260 градусов.
- Пока нагревается паяльник выполняется подготовка стыкующихся труб – изделие обрезается ножницами, с помощью калибратора устраняется возникшая при обрезке овальность, фаскоснимателем удаляются присутствующие на срезе заусеницы.
- Патрубок крана и труба надеваются на насадки паяльника. Время нагрева зависит от диаметра изделий: для 15 мм – 5 сек, 20 и 25 мм – 7 сек, 32 мм – 8 сек, 40 мм – 12 сек.
- По истечению заданного времени кран и труба снимаются с паяльника и стыкуются между собой. Труба вводится в раструб крана до упора и в таком положении неподвижно фиксируется до наступления отвердевания пластика (2-4 минуты).
Аналогичным образом с трубопроводом соединяется противоположный патрубок крана. Учитывайте, что охлаждать спаянный стык в холодной воде нельзя – он должен остыть при комнатной температуре.
При проведении сварочных работ чаще всего допускаются следующие ошибки:
- контактирующие поверхности труб и крана не очищаются от загрязнений, что приводит к ухудшению качества соединения;
- неправильное позиционирование соединяемых элементов – после стыковки расплавленных конструкций у вас есть лишь несколько секунд, чтобы правильно разместить их по отношению друг к другу, прежде чем полипропилен начнет затвердевать;
- оплывы, которые образует выдавленный из стыка расплавленный пластик необходимо удалять после отвердевания соединения, делая это сразу же после стыковки вы можете деформировать конструкцию;
- трубу необходимо вдавливать в торец фитинга до упора, в противном случае между упорным торцом внутри корпуса крана и срезом трубы образуется зазор, снижающий долговечность соединения;
- усилия, прикладываемые при вдавливании, должны быть умеренными – если приложить чрезмерно сильную нагрузку может образоваться внутренний оплыв, уменьшающий патрубок пропускного отверстия крана.
Источник
Советы по выбору полипропиленового шарового крана
В первую очередь перед приобретением этого изделия, рекомендуется провести его тщательный осмотр. Это необходимое мероприятие, так как поверхность шарового вентиля может содержать различные деформационные признаки, что указывает на некачественную продукцию
Стоит обратить особое внимание и на то, как вращается рукоять крана (поворот должен производиться с небольшим усилием)
Специалисты не рекомендуют приобретать шаровые полипропиленовые вентили на рынках, так как там процент брака на порядок выше, чем в профильных магазинах. Экономия в этом случае неуместна, так как приобретение некачественной продукции может обойтись гораздо большими затратами, после её поломки.
Рассмотрим ещё несколько полезных советов, которые помогут приобрести вам качественный шаровый вентиль из полипропилена:
категорически не рекомендуется покупать бывшую в употреблении продукцию, так как это повышает риск протечки в коммуникации
В случае прорыва такого крана практически неизбежным является затопление соседей снизу;
стоит обращать внимание на компанию производителя. Изделия от известных брендов отличаются большей стоимостью, но в этом случае риск покупки некачественной продукции значительно уменьшается;
для установки шарового полипропиленового крана желательно воспользоваться услугами специалиста, так как монтаж производится с использованием специальной сварочной аппаратуры.

Полипропиленовые краны надежны и могут применяться в отопительных системах
Виды полипропиленовых фитингов
Помимо размера, фитинги для полипропилена отличаются своей формой. В зависимости от того, соединение каких элементов выполняется и под каким углом, бывают такие виды устройств:
- Муфта;
- Переходник;
- Уголок;
- Американка;
- Тройники;
- Коллекторы;
- Крестовины;
- Обводы.

Разновидности фитингов из полипропилена
Соединение трубопровода требует использования фасонных частей из такого же материала, что и сами трубы. Если система отопления состоит из армированных стекловолокном магистралей, то другие виды изделий не подойдут. Необходимы полипропилен фитинги, усиленные стекловолокном.
Исключение составляет соединение полипропиленовых труб с другими материалами, в частности металлом. В таком случае, необходимо применение специального резьбового элемента, которым является американка.
В зависимости от места положения и способа использования существуют такие виды фасонных частей для отопления и водоснабжения:
- Прямые;
- Y – образные;
- T – образные.
По типу подключения бывают такие виды фасонных изделий:
- Компрессионные (обжимные);
- Сварные.
Полипропиленовые обжимные фитинги поставляются в готовом комплекте и нет необходимости в их дополнительной сборке.
Обжимные фитинги полипропилен обладают существенными преимуществами в сравнении со сварными. Ключевые достоинства, что характеризуют обжимные фитинги полипропиленовые:
- Простота и легкость монтажа;
- Не нужны специальные навыки, чтобы собирать обжимные фитинги полипропилен;
- Не требуется специальное сварочное оборудование;
- Обжимные фитинги полипропилен могут устанавливаться в любых погодных условиях, так как они не боятся воздействия отрицательной температуры.

Виды полипропиленовых фитингов
Разновидности шаровых ПП кранов
Различаются краны по диаметру проходного отверстия и назначению.
Встречаются непосредственно для горячего водоснабжения, которые более устойчивы к высокотемпературному потоку, бывают краны для ХВС, изготовленные, как правило, из более дешевых марок полипропилена.
По конструкции делятся на разъемный и разборный типы.
- Разъемные предназначены для отсоединения крана от трубопровода, в тех случаях, когда это может потребоваться.
- Разборные. Метод соединения с применением накидной гайки («американка»). Используются для соединения с коллекторами, баками, датчиками, стальным трубопроводом. Разъемы для скрепки бывают как с одной стороны, так и обоюдосторонними, что делает использование шаровых кранов из ППР более вариативным. Разборные краны встречаются двух видов: прямые, угловые. Предназначение прямых — последовательное соединение с другим участком трубы, не меняя направления конструкции. В случае смены направления трубы, например, при соединении с коллектором, ставится угловой кран.
Бывают и неразъемные конструкции, которые отличаются только методом монтажа. Предназначены для соединения с участками полипропиленовой трубы либо ПП коллектором. Для скрепки используется сварка, что осложняет дальнейшее обслуживание системы. Для замены конструкции кран придется обрезать с участком трубы.








Технология монтажа полипропиленовых кранов
Все краны из полипропилена устанавливаются на пластиковые трубопроводы посредством раструбной сварки. Также существуют переходные изделия для стыковки полимерных и металлических труб, один патрубок которых имеет резьбовое соединение, второй – раструбное.
Для проведения работ вам потребуются следующие инструменты:
- ножницы для обрезки пластиковых труб;
- фаскосниматель;
- калибратор;
- паяльник.
Используемый паяльник должен комплектоваться нагревательными насадками, соответствующими диаметром размеру ППР крана и трубы. На рынке широко представлены изделия для бытовой эксплуатации с насадками 16, 20, 25, 32 и 40 мм, стоимость которых варьируется в пределах 2-10 тыс. рублей.
Пайка полипропиленовых изделий
Установка крана выполняется по следующей технологии:
- Паяльник включается в сеть и нагревается до рабочей температура, которая для полипропилена составляет 240-260 градусов.
- Пока нагревается паяльник выполняется подготовка стыкующихся труб – изделие обрезается ножницами, с помощью калибратора устраняется возникшая при обрезке овальность, фаскоснимателем удаляются присутствующие на срезе заусеницы.
- Патрубок крана и труба надеваются на насадки паяльника. Время нагрева зависит от диаметра изделий: для 15 мм – 5 сек, 20 и 25 мм – 7 сек, 32 мм – 8 сек, 40 мм – 12 сек.
- По истечению заданного времени кран и труба снимаются с паяльника и стыкуются между собой. Труба вводится в раструб крана до упора и в таком положении неподвижно фиксируется до наступления отвердевания пластика (2-4 минуты).
Аналогичным образом с трубопроводом соединяется противоположный патрубок крана. Учитывайте, что охлаждать спаянный стык в холодной воде нельзя – он должен остыть при комнатной температуре.
При проведении сварочных работ чаще всего допускаются следующие ошибки:
- контактирующие поверхности труб и крана не очищаются от загрязнений, что приводит к ухудшению качества соединения;
- неправильное позиционирование соединяемых элементов – после стыковки расплавленных конструкций у вас есть лишь несколько секунд, чтобы правильно разместить их по отношению друг к другу, прежде чем полипропилен начнет затвердевать;
- оплывы, которые образует выдавленный из стыка расплавленный пластик необходимо удалять после отвердевания соединения, делая это сразу же после стыковки вы можете деформировать конструкцию;
- трубу необходимо вдавливать в торец фитинга до упора, в противном случае между упорным торцом внутри корпуса крана и срезом трубы образуется зазор, снижающий долговечность соединения;
- усилия, прикладываемые при вдавливании, должны быть умеренными – если приложить чрезмерно сильную нагрузку может образоваться внутренний оплыв, уменьшающий патрубок пропускного отверстия крана.
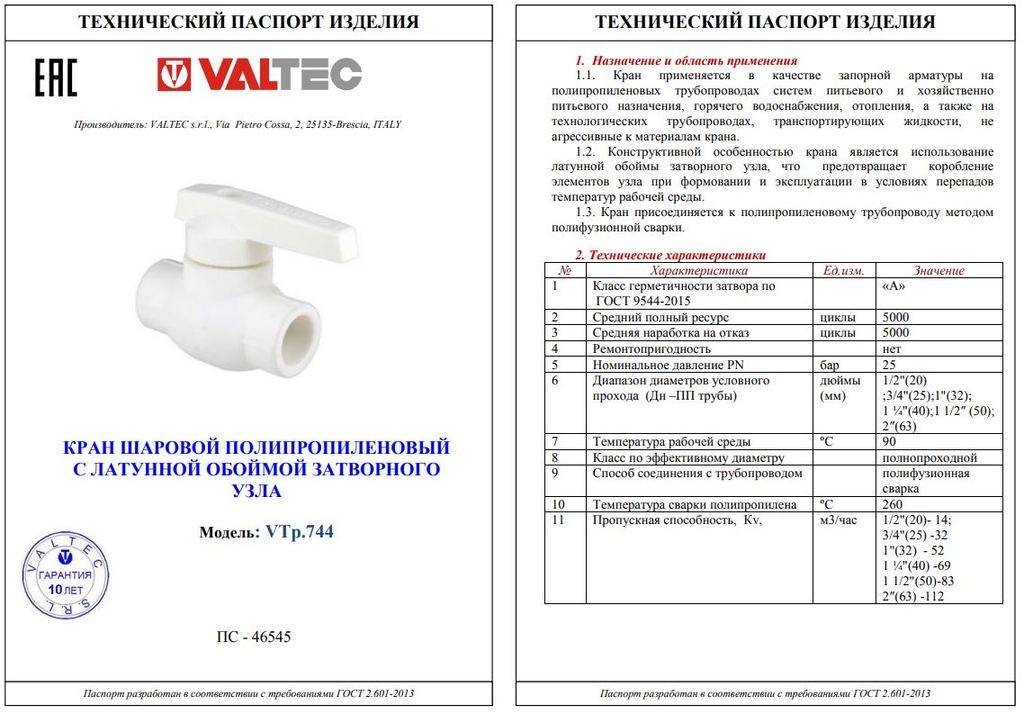
Полипропиленовые трубы стали неотъемлемой частью инженерных сетей. В самом деле, эти изделия отвечают всем требованиям, которые предъявляют к ним. А именно их просто монтировать, возможность изменения формы. Благодаря этому свойству их можно прокладывать в самых сложных местах.Для сборки трубопроводных систем из полипропилена используют арматуру, выполненную из такого же материала. Кроме соединительных деталей (фитингов) применяют и кран полипропиленовый.
Сфера применения
Фитинги применяются везде, где применяются пластиковые трубы:
- Системы канализации и водоснабжения , в том числе и магистральные, в инфраструктуре городов, поселков, промышленных и сельскохозяйственных предприятий.
- Системы ливнеотвода.
- Дренажные системы.
- В системах канализации для связи, интернета, энергоснабжения.
- В надземной и внутридомовой (в том числе и внутристенной и в перекрытиях) разводке кабелей и проводов электроснабжения, связи, интернета.
- Разводка горячей воды и отопления в жилых домах (частных и многоквартирных).
- В системах орошения.
- Разводка некоторых химикатов и агрессивных сред в промышленности.
Ограничена сфера применения труб и фитингов высоким давлением или высокой (и очень низкой) температурой в трубопроводах – в этих случаях не обойтись без стали или меди. Кроме того, по пластику не транспортируют абразивные и густые смеси, нефтепродукты, азотную кислоту.

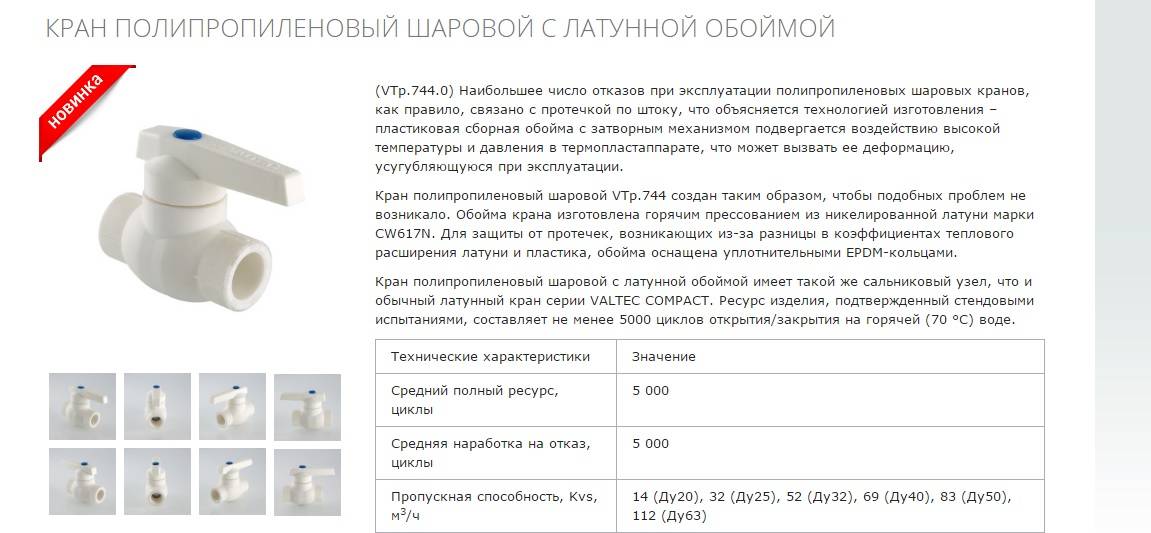
Характеристики кранов
Совокупность невысокой стоимости и отличных технических характеристик делают полипропилен одним из наиболее востребованных материалов для использования.
- Низкая себестоимость, соответственно, в производстве гораздо дешевле аналогичной продукции из других материалов.
- Небольшой вес.
- Защита от коррозии.
- Срок службы около 50 лет.
- Эксплуатационный диапазон начинается с -10 °C и заканчивает на 95 °C.
- Отсутствие электропроводности.
- Экологически чистый материал, безвредный для людей и окружающей среды.

Недостатков у полипропиленовых изделий немного, но они присутствуют:
- Материал относится к легковоспламеняющимся. Соответственно, нельзя использовать вблизи открытого огня, например, около кухонной плиты.
- Применение при температуре ниже -10 °C не рекомендовано, в редких случаях материал выдерживает до -20 °C. При низких температурах полипропилен становится хрупок и неустойчив к механическим воздействиям.
- При температуре свыше 95 °C ПП изделия быстро изнашиваются.

Когда необходимо подобное соединение
Необходимость в соединениях подобного типа возникает в следующих случаях:
- подключение к уже имеющемуся металлическому (чаще всего чугунному) стояку полимерной подводки от мойки, раковины, ванны и т. п.;
- монтаж стальной арматуры на трубопровод ПНД;
- подсоединение к системе с высокой рабочей температурой, которую полиэтилен низкого давления (ПНД) не выдержит;
- подключение к металлическому выводу из дома огородной поливной системы;
- врезка в центральную магистраль, проводка до которой проходит через участок с повышенной нагрузкой. В этом месте используют более прочные металлические сегменты, а до него идут полимерные трубы.
Маркировка на корпусе шарового крана
На внешних сторонах корпуса шарового крана производители обязательно наносят ряд обозначений (см. рис. 13). Все маркировочные символы должны быть максимально четкими. Расплывчатость и нечеткость обозначений может свидетельствовать об изношенности форм или о том, что перед покупателем – дешевая подделка.

Рис. 13. Маркировка на корпусе шаровых кранов
На шаровом кране обычно указываются:
Эмблема (торговый знак, клеймо) компании-производителя – обязательный атрибут качественного изделия. DN – номинальный диаметр, который может быть указан в миллиметрах (15, 20, 25, 32, 40 и 50 мм), или в дюймах (например, ½, ¾, 1, 1 ¼, 1 ½ и 2”). PN – рабочее давление в барах. В зависимости от диаметра и конструктивных особенностей конкретного изделия, это значение может находиться в пределах от 15 до 40 бар. Материал корпуса – марка латуни по EN. Дата производства изделия – 04/11.