Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
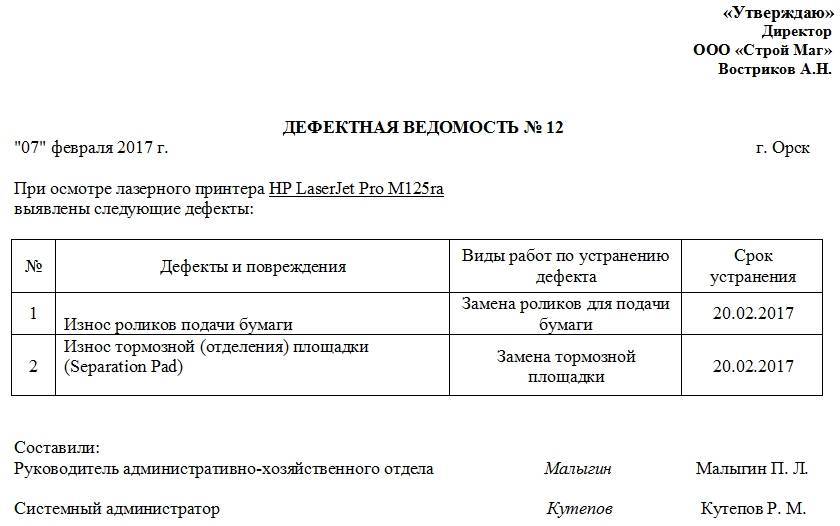
Образец составления дефектной ведомости
- Вверху слева или справа (это значения не имеет) отводится несколько строк под утверждение руководителем предприятия. Сюда вписываются:
- его должность (директор, генеральный директор),
- фамилия, имя, отчество,
- полное название компании.
- Затем посередине строки пишется наименование документа и его номер по внутреннему документообороту, ниже – населенный пункт, в котором зарегистрирована фирма, и дата составления ведомости.
- Далее идет основная часть. Она формируется в виде таблицы,
- в первый столбик которой вносится порядковый номер,
- во второй – дефекты и повреждения, обнаруженные в ходе обследования,
- в третий – требуемые меры по их устранению,
- в четвертый – сроки, в которые повреждения должны быть исправлены.
- В завершение документ подписывают члены комиссии, участвовавшие в осмотре оборудования, устройства или товарно-материальной ценности, с указанием их должностей и расшифровкой автографов.
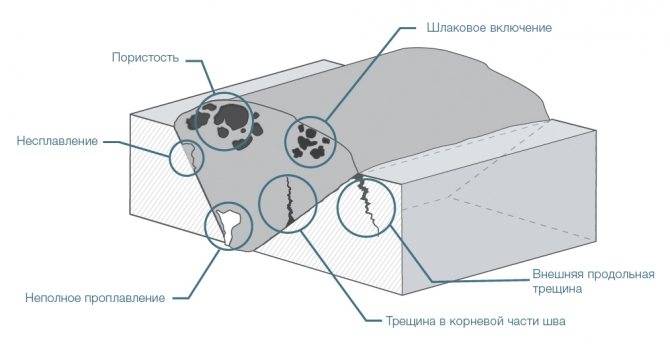
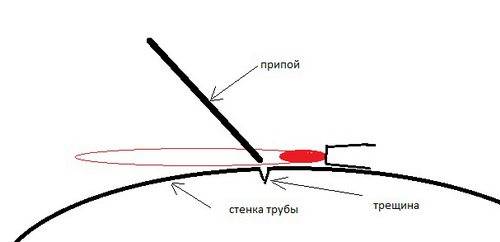
Образование ежиков
Грат, или еж, это полое образование внутри шва или под слоем брызг. Образование ежиков при сварке трубы относится к сварочным дефектам, которые действуют разрушающе. Просветка рентгеновскими лучами определяет внутренние дефекты, неразрушающий метод контроля. Чаще всего грат образуется при сварке алюминия. Его следует варить переменным током, отрывистым методом, чтобы не было перегрева.
Чтобы избежать образования ежиков, следует следить за образующимися в ванной газами, они должны успеть выйти наружу. Если происходит остановка, следует вернуться на 20 – 30 мм, очистить поверхность от шлака и продолжить, начиная идти по шву.
Сократить количество аграта можно тщательной очисткой кромок, особенно на алюминии. Тогда ржавчина и грязь не будут плавиться в ванне, и загрязнять шов.
Чтобы убрать цвета побежалости без снятия слоя абразивным кругом, можно использовать химический метод. На поверхность трубы наносится травильная паста Inox Gel или Stain Clean. Составы очень ядовитые, следует одевать респиратор и перчатки, наносить кистью.
Внутренние дефекты
Горячие либо холодные трещины
Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.
Поры
Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Советы опытных сварщиков
- Одна из первых рекомендаций – внимательно изучить всю информацию касательно режима нагрева, особенностей сплава, возможностей сварочного аппарата и нюансов блока деталей. Не лишним будет ознакомиться с примерами технологических (операционных) карт, составляемых на производстве для конкретных сварочных операций. При этом обязательно нормируются такие параметры, как: расход газа, режим сварочного тока, скорость подачи электрода (для автоматических аппаратов), толщина и материал свариваемых деталей.
- Включать подачу аргона в зону необходимо на 20 секунд раньше, чем запускается розжиг, и выключать не ранее чем через 10 секунд после ее выключения.
- Чтобы электрод и присадочная проволока не окислялись, они должны постоянно находиться в зоне газовой защиты.
- Присадочную проволоку подают в зону плавления под углом и к электроду, и к сварочному шву. Это позволит получить более качественную и узкую полосу сварки.
- Перемещать горелку по шву следует аккуратно, без поперечных резких движений – это делает шов неровным и излишне широким.
- Чем меньше величина дуги, тем глубже и ровнее получится шов, но уменьшение дуги требует максимального приближения электрода и присадочной проволоки к сварочной ванне.
- Завершать работу резким выключением дуги нельзя. Необходимо заваривать кратер с постепенным уменьшением силы тока (регулируется реостатом аппарата).
- При работе с объемными или сложной формы деталями необходимо заранее предусмотреть возможность постепенного перехода сварщика от одного участка к другому и, соответственно, нужной длины шланга и в некоторых случаях использования мобильной платформы для сварочного аппарата и баллона с редуктором. В других случаях удобнее использование поворотного/подвижного стола с жестко закрепленным на нем свариваемым блоком.
Заполнение разделки
Заполнение разделки начинается с нижней кромки, которая является площадкой, что позволяет применить более производительные методы сварки.
Третий валик горизонтального шва (рис. 65 а и б) рекомендуется выполнять на повышенных режимах. Сварочный ток в среднем или максимальном диапазоне. Наклон электрода 70°-80° к поверхности кромки нижней трубы. Сварку производить «под прямым углом» или «углом назад», в зависимости от расположения шлака.
Скорость сварки выбрать такую, чтобы валик получился с усилением («горбинкой»), как при сварке в нижнем положении, что создает полочку, которая и позволит следующий валик сваривать на повышенных режимах. Центром дуги (электрода) необходимо двигаться по нижнему краю второго корневого валика. Перед сваркой третьего валика необходимо, чтобы сварщик выбрал, каким должен быть по полноте третий валик, чтобы не получилась ширина незаполненной разделки (между верхней кромкой разделки и выполненным швом) очень широкой для одного (4-го валика) или очень узкой для двух валиков. Ширина от верхнего края третьего валика до верхней кромки должна остаться минимальной: в диаметр электрода с покрытием или чуть больше.
На рис. 65а и б показан третий слой, выполненный в два валика (3-ий и 4-ый). Сварка 4-го валика выполняется на этих же режимах, хотя валик является чисто горизонтальным. Поверхностная сила натяжения не дает стекать жидкому металлу вниз.
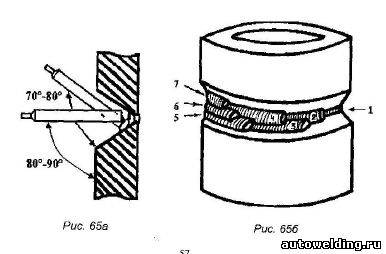
Наклон электрода при сварке 4-го валика 80°-90° к вертикальной поверхности нижней трубы. Основная масса шлака стекает в нижнюю часть шва, что позволяет производить сварку «под прямым углом» или небольшим «углом назад». Скорость сварки необходимо выбрать такую, чтобы сварочная ванна сплавляла верхнюю кромку разделки с вершиной 3-го валика, проплавляя в центре 2-ой валик.
4-й валик должен быть «нормальным».
Последний слой при заполнении разделки выполняется как наплавка и описан в разделе 3.2 (особенности сварки горизонтальных швов и наплавки на горизонтальной плоскости).
Процесс сварки труб на просвет
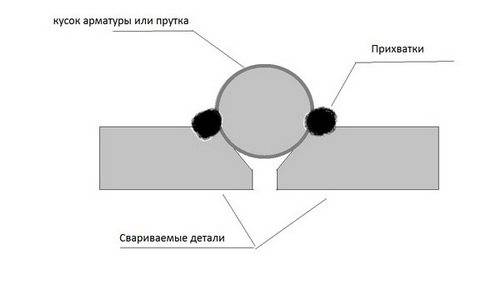
Качество сварки контролируется стандартами ГОСТ. Для того чтобы соблюсти стандарты ГОСТ, сварка труб должна производиться в определенной последовательности. В первую очередь, необходимо подготовить катушку.
Если вы применяете трубы с толщиной стенки в 8 миллиметров, тогда угол разделки краев должен быть от 60 до 70-и градусов. При этом ширина зазора между частями должна составлять от 2 до 2.5 миллиметров. Для того чтобы правильно выставить края деталей, можно воспользоваться небольшим куском электрода. Прежде, чем начинать делать прихватки, необходимо подготовить вспомогательные материалы. Нам понадобится проволока или арматура. Для этих целей нужно нарезать прутья длиной не менее 15 и не более 20 миллиметров.
Важно помнить, что прежде, чем начинать сварочные работы, необходимо подготовить поверхность заготовок. Для этого очищается поверхность краев от посторонних веществ
Это грязь, ржа, нагар, жир и так далее.
На следующем этапе производится сварка корня. Для этого необходимо соблюдать правила при выполнении работ.
- Применяется обратная полярность.
- Используются только сухие и обязательно прокаленные электроды.
- Для сварки нужен минимальный ток. Но при этом сварочный аппарат не должен «захлебываться».
- Работы производятся только в закрытом помещении, в котором отсутствует сквозняк.
- Работать нужно только с короткой дугой.
При сварке корня имеется одна особенность. На обратной стороне валика могут образовываться поры различной величины. Для того чтобы по ГОСТ сварка труб соответствовала всем нормам, необходимо подбирать специальную силу тока, которая позволит шву застывать за считанные секунды.


При нагревании металла появляется технологическое окно. Теперь следует равномерно расплавлять притупление. Расплавление производится с двух сторон. Во время сварки сварщик должен всегда видеть тех. окно. При этом нужно всегда поддерживать равномерный диаметр окна.
Оптимальная величина окна составляет примерно 3 миллиметра. Если диаметр тех. окна будет очень большим, тогда будет появляться большое количество пор, что негативно отражается на качестве сварки. Сварка труб ручной дуговой сваркой должна производиться без спешки. Шов должен быть ровным. Корень — это сварочный шов. Высота корня должна быть равной идентичной обратному валику. В основном, это от 0 до 1 миллиметра.
Как сделать правильный и ровный сварной шов на трубе
Для того, чтобы осуществить определенные виды соединений, применяется как раз электродуговая сварка. Вот лишь некоторые примеры таких сварных соединений:
- Прямое соединение – когда трубы просто располагаются друг против друга;
- Сварка угловая;
- Сварка внахлест.
Можно при этом брать на вооружение швы самого разного типа – горизонтальные и вертикальные, потолочные и нижние. Самым привычным для многих мастеров является обустройство нижнего шва. При этом сварка электродом осуществляется сверху. А вот к наиболее тяжелым относится так называемый потолочный шов. Его наносить крайне неудобно из-за того, что расплавленный металл стекает вниз. К тому же, мешает и неудобное расположение трубы в этом случае. Так что нередко прибегают к помощи специального зеркала. Работать с таким швом сможет далеко не каждый сварщик. Если нет возможности достать до потолочного шва прямым электродом, его можно изогнуть по необходимой форме. Лучше всего варить потолочный шов – если трубу во время работы можно вращать вокруг своей оси. Но это далеко не всегда возможно. Так что, если есть сомнения в своем профессионализме, то лучше будет для начала потренироваться на сварке какого-нибудь чернового материала, либо позвать на помощь более квалифицированного сварщика.
Сварной шов – это закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Основные требования и документация
Правила выполнения сварочных работ при монтаже трубопровода, прежде всего, регламентированы СНиПами. Эти документы легли в основу сводных правил СП105-34-96, которые определяют порядок проведения работ, требования к качеству швов, а также требования к квалификации сварщиков и правила подготовки сварных деталей.
Помимо сводных правил существуют технологические инструкции, в которых можно найти описание технологий соединения труб ручной и автоматической сваркой. Правда они касаются лишь вопросов монтажа трубопроводов для транспортировки неагрессивных газов и жидкостей.
К технологическим инструкциям относятся следующие документы:
- ВСН006-89;
- ВБНА.3.1.-36-3-96;
- ВСН012-88.
 Сваривание труб большого диаметра
Сваривание труб большого диаметра
Также в перечне документации, регламентирующей такой процесс, как сварка труб – ГОСТ, в котором приведены требования к самим трубам. В странах постсоветского пространства материалы для трубопроводов подбираются согласно ГОСТу № 8731-8734.
Согласно всем вышеперечисленным документам, прежде чем приступать к работе, сварщики должны обладать удостоверением, подтверждающих их квалификацию. Исключением являются сварочные работы пятой категории, для выполнения которых разрешается допускать сварщиков, не прошедших испытания. Однако, вне зависимости от категорий, каждый сварщик должен ставить особое клеймо возле сварного шва.
Что касается самого сварного шва, то основное требование к нему следующее – он должен иметь ту же пластичность и прочность, что и металл самих труб.
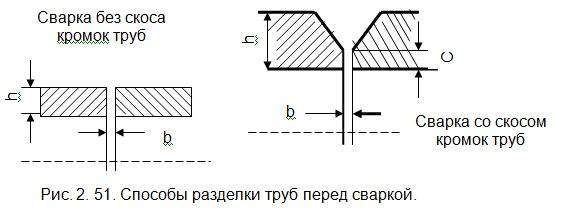 Схема подготовки кромок перед свариванием
Схема подготовки кромок перед свариванием
Электродрель — вспомним конструкцию инструмента
Электрической дрелью называется такой вид инструмента, который предназначен для сверления разных видов материалов, в том числе бетона и железобетона. Только для этого понадобится использовать инструмент с функцией ударного сверления или ударную дрель. Как устроен инструмент, можно узнать, если разобрать его. Коротко о конструкции электродрели советского и зарубежного производства, описано ниже.
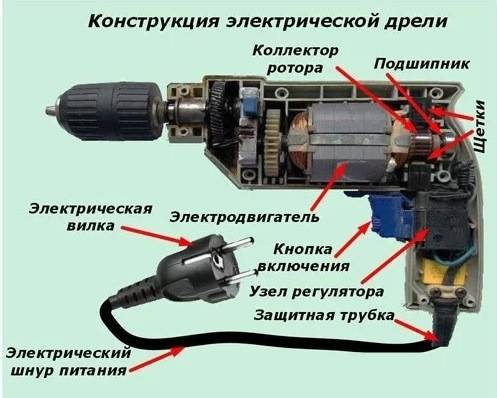
Надо отметить, что конструкция современных дрелей отечественного и зарубежного производства отличается от устройства советских инструментов. Только это незначительные отличия, которые заключаются в отсутствии реверса на электродрели, а также ударного сверления. Итак, конструктивно электрическая дрель состоит из двух основных частей — электрической и механической. В основу механической части входят такие конструктивные элементы:
- Редуктор — набор шестерней, за счет которых происходит снижение скорости и увеличение силы момента от вала электродвигателя
- Патрон — исполнительный орган, который предназначен для закрепления рабочих насадок
- Подшипники — опорные механизмы валов и осей, обеспечивающие их вращение
- Ударный механизм — в электрических ударных дрелях это устройство является частью редуктора
Электрическая составляющая любой сетевой электродрели состоит из следующих элементов:
- Двигатель коллекторного типа, состоящий из статора (неподвижная часть), ротора или якоря (подвижной части) и коллектора (медные пластины или ламели, по которым ток подается на обмотку якоря)
- Графитовые или угольные щетки — передаточное устройство, через которое происходит передача тока на обмотку ротора. Щетки являются расходным материалом, и когда они искрят, то это говорит об их износе
- Кнопка пуска — в зависимости от модели электрической дрели, выключатели бывают обычными и со встроенным регулятором оборотов
- Кнопка реверса — на советских дрелях такие устройства отсутствуют. Это механизм смены полярности, посредством которого происходит изменение направления вращения патрона инструмента. Устанавливается отдельно или встраивается в кнопку пуска
- Ферритовое кольцо — это элемент (фильтр), посредством которого происходит сглаживание помех в сети
- Конденсатор — фильтрующий элемент, не допускающий попадание помех в сеть
- Сетевой провод — связующее звено между электрической розеткой и инструментом
Выше на фото представлена конструкция дрели с основными узлами. Рано или поздно возникает необходимость произвести ремонт дрели по причине выхода из строя отдельных ее узлов и механизмов. Для этого требуется изначально произвести осмотр инструмента, выявить причину неисправности, и устранить ее. Более подробно о том, какие виды поломок дрелей бывают, как их выявить и устранить, описано в материале.

Это интересно! На старых советских дрелях отсутствует механизм реверса и электронный регулятор оборотов. Вместо электронного регулятора используется механический, состоящий из шестерней разного диаметра и количества зубьев. Такой способ регулировки является более надежным, так как понижение скорости не влияет на мощность. Однако такой способ регулировки скорости является дорогим, так как требует дополнительного использования пары шестеренок. При износе одной пары шестерней, можно продолжить пользоваться инструментом. Ниже приведены фото, на которых видна конструкция механического регулятора скорости старой советской дрели.

ТОП-3 методики
Распространенная при прокладке различных трубопроводов метода состыковки зависит от размеров и подвижности деталей. Различают 3 методики ручной электродуговой сварки труб большого диаметра:
- электродами с покрытием;
- электродами в среде защитного газа;
- аргонно-дуговая.
Качество и состав соединяемого материала определяют режимы работы и значение тока:
- переменный;
- постоянный обратной полярности;
- постоянный прямой полярности.
Переменный ток применяют при сварке алюминия. Импульсная подача не позволяет дуге и металлу сильно разогреться и образовать прожоги.
Обратная полярность, когда на деталь подключают минус, дает больший нагрев и мощность. Металл трубы на стыке и электрод прогреваются сильнее.
Описание
Технология сварки трубопроводов ручная дуговая сварка обеспечивает наилучшее, прочное соединение. Для защиты шва от окисления используют флюс – обмазку электрода или среду газа.
При прохождении тока через стальной лист и электрод на его конце возникает электрическая дуга. Она начинает согревать кромки соединяемых труб и расплавлять их. Создается сварочная ванна из расплавленных металлов соединяемых деталей и электрода.
Рабочий направляет электродом жидкую ванну, смешивая металлы и создавая шов. Окислы и газы поднимаются на поверхность, образуя пленку. Шлак защищает горячий шов от контакта с воздухом и резкого охлаждения.
Инструкция
Зачистить кромки перед началом обработки, значит избежать внутренних дефектов. Следует проверить их угол разделки, выставить и зафиксировать в 3 – 4 местах, в зависимости от диаметра. Прихватки делаются той же маркой электродов, что будет производиться сварка корневого шва.
Следует соблюдать технику безопасности: одеть спецодежду, проверить исправность оборудования. Включив сварочный аппарат, настроить рабочие режимы.
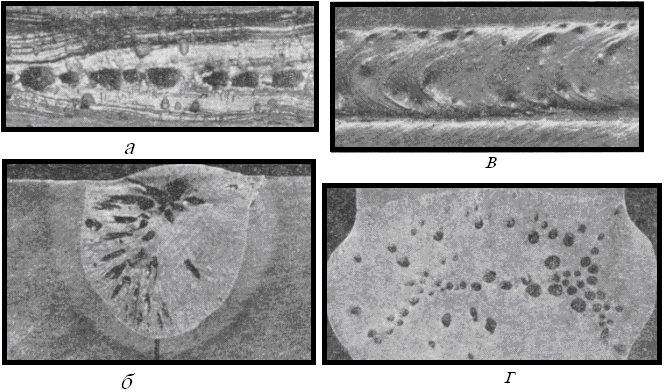
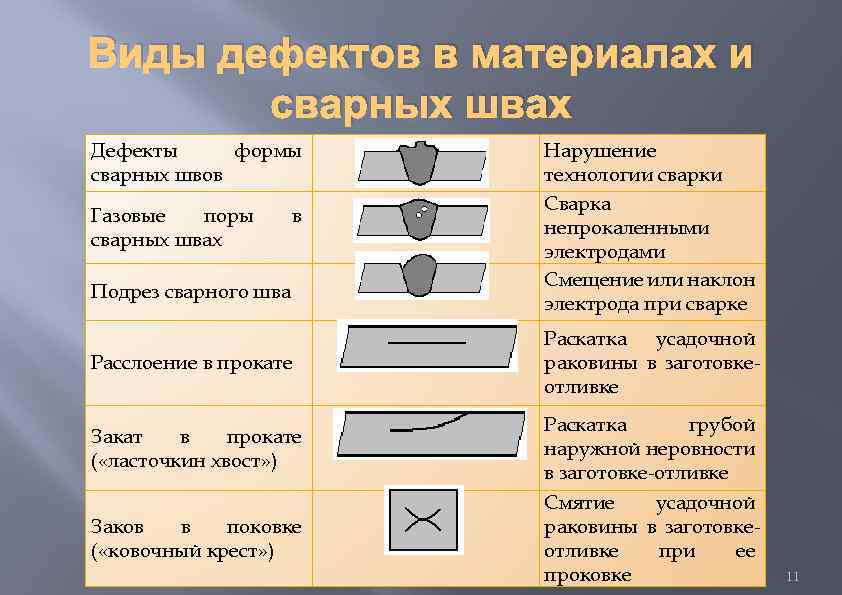
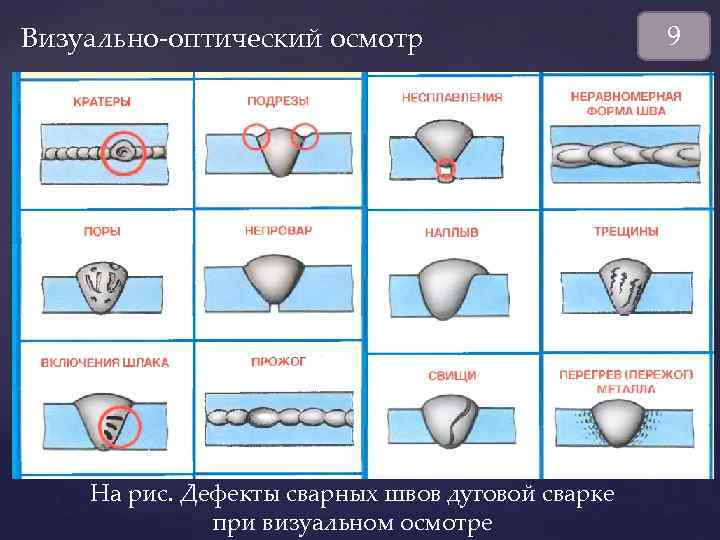
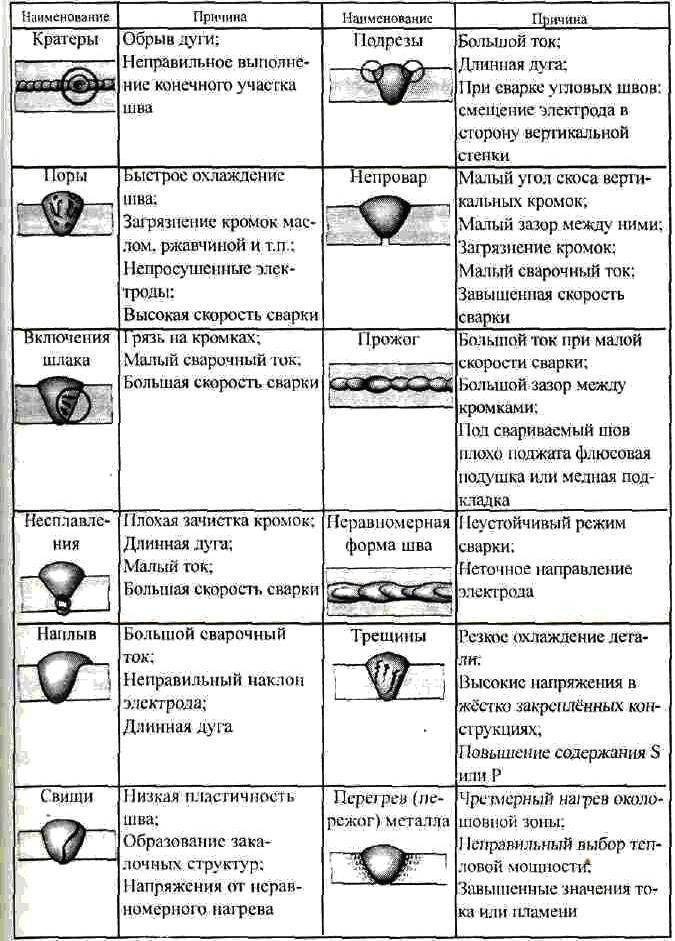
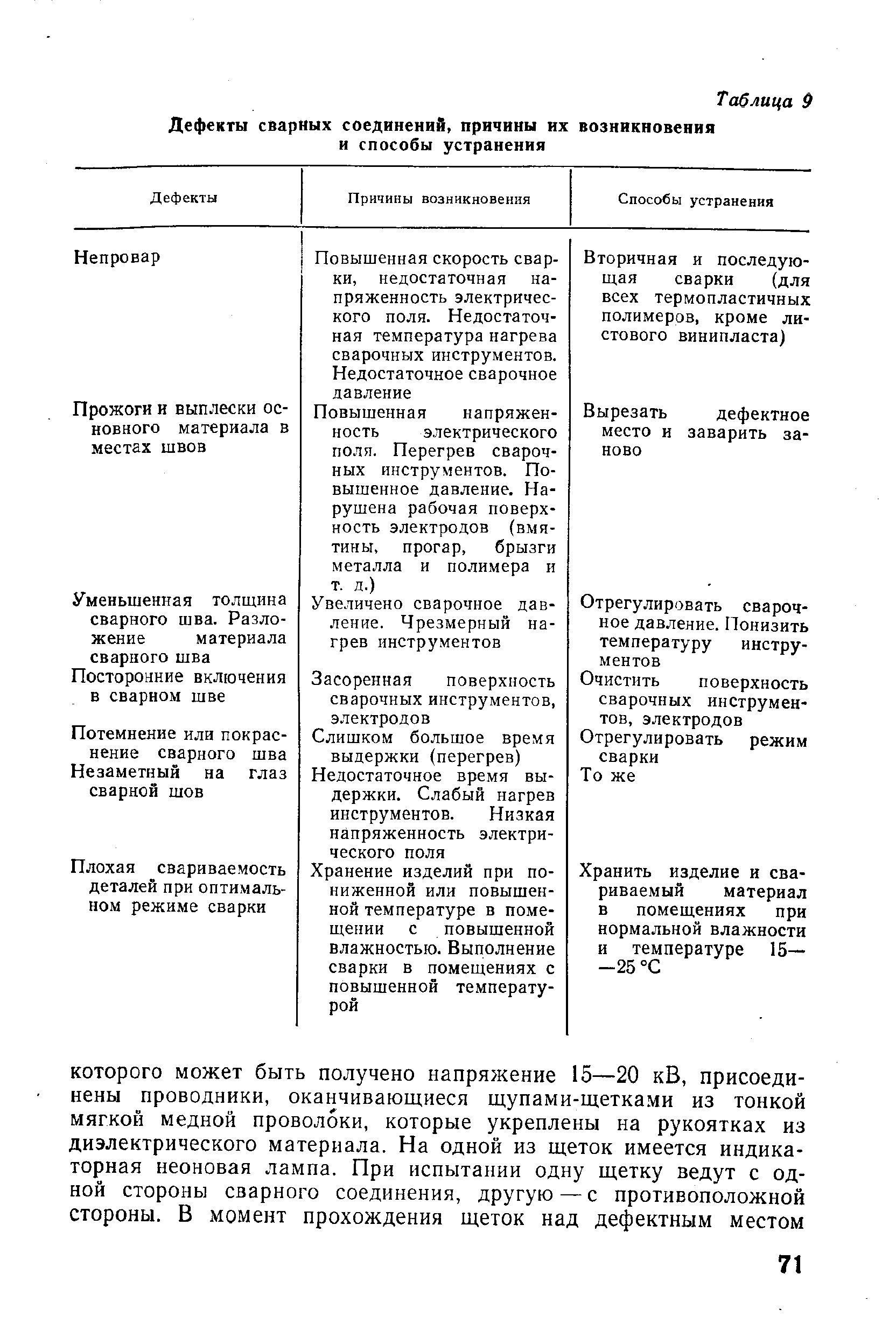
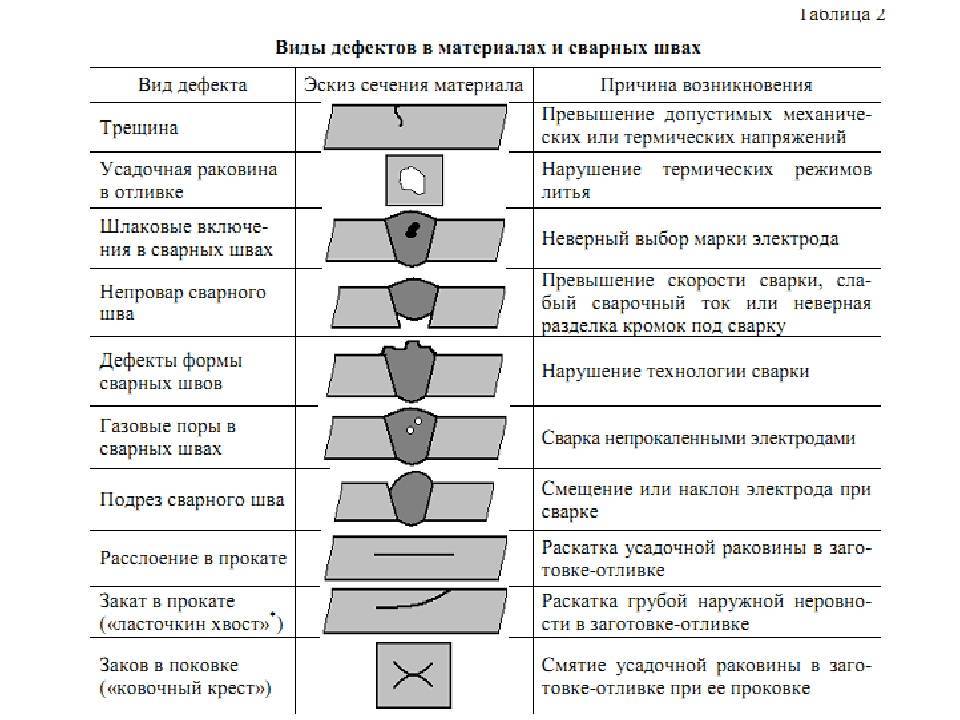
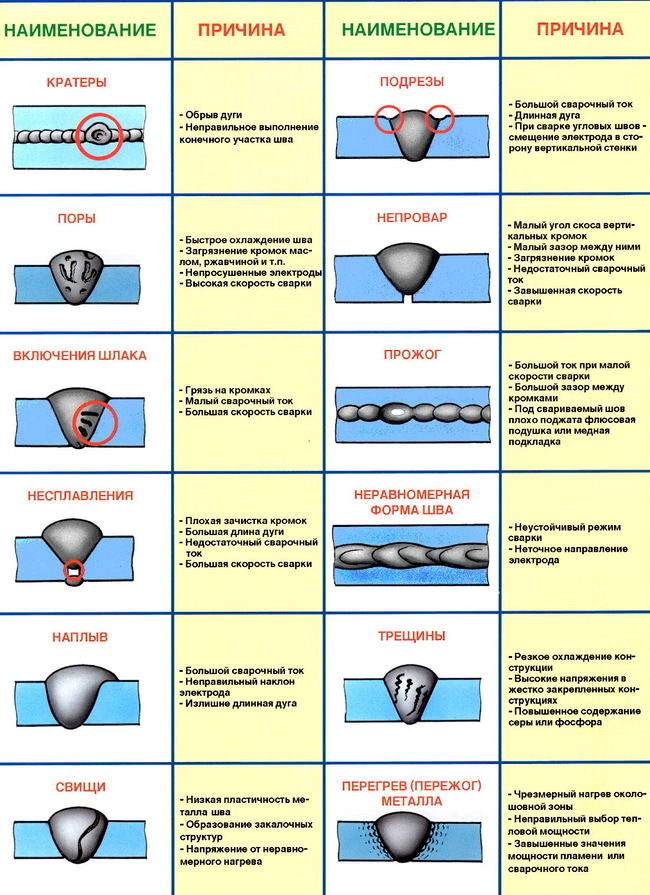
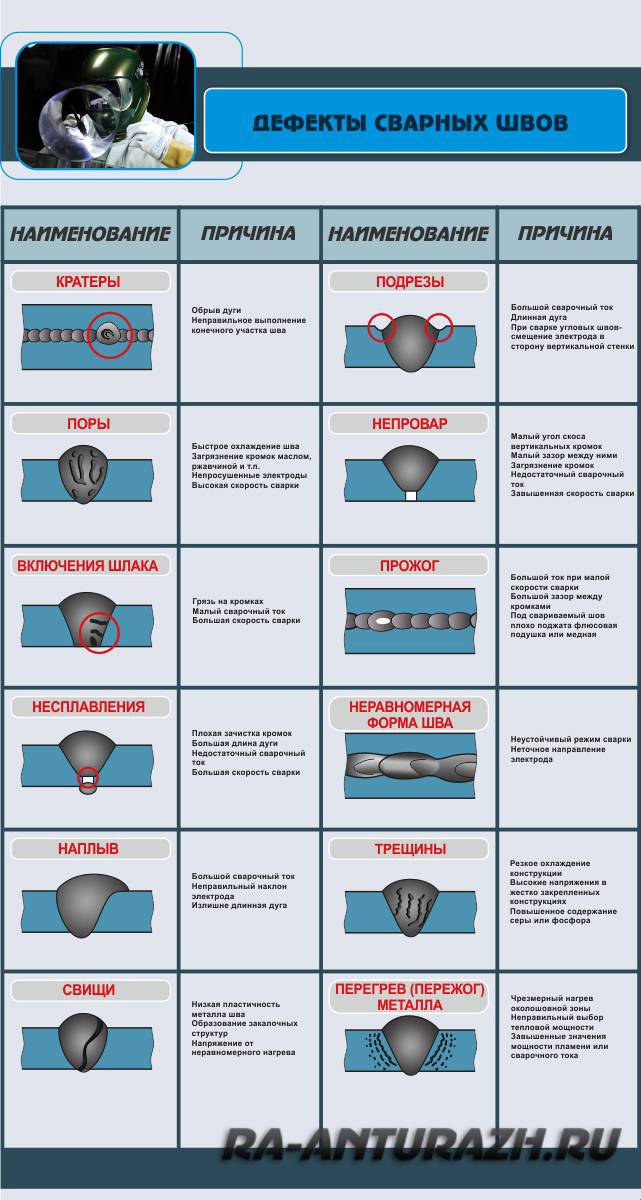
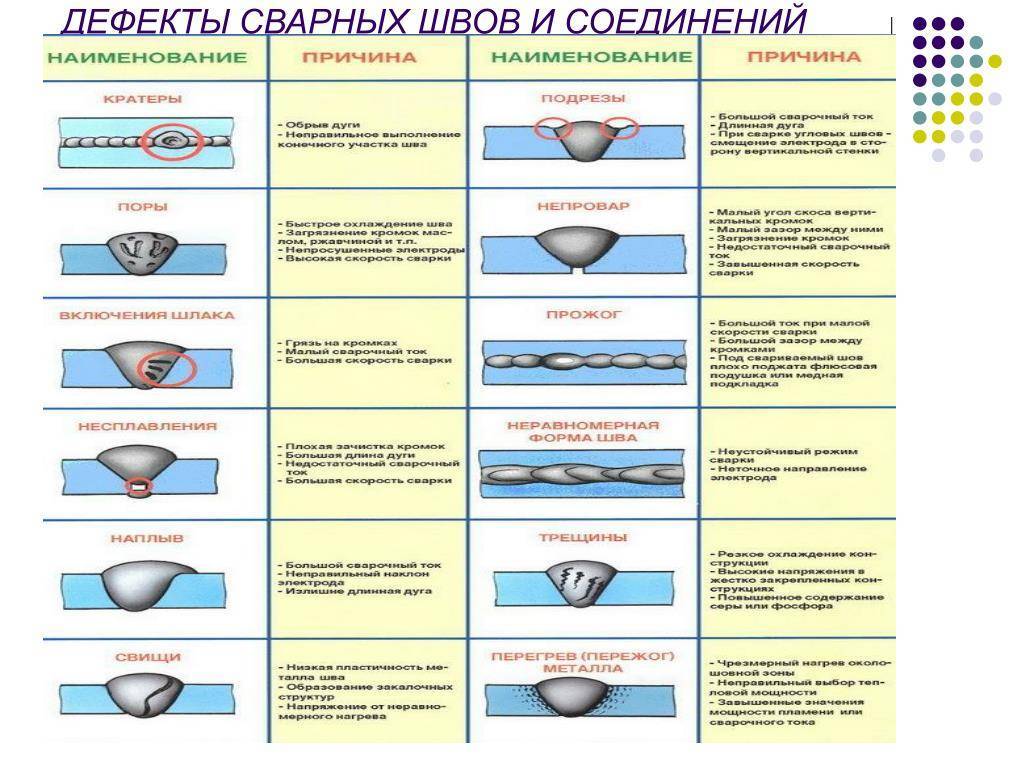
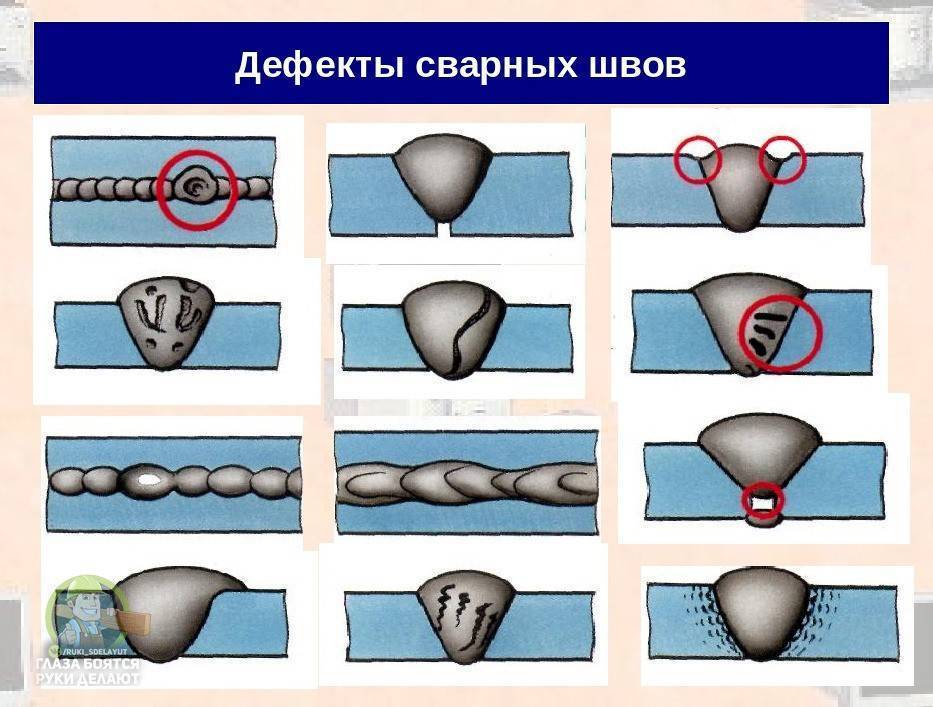
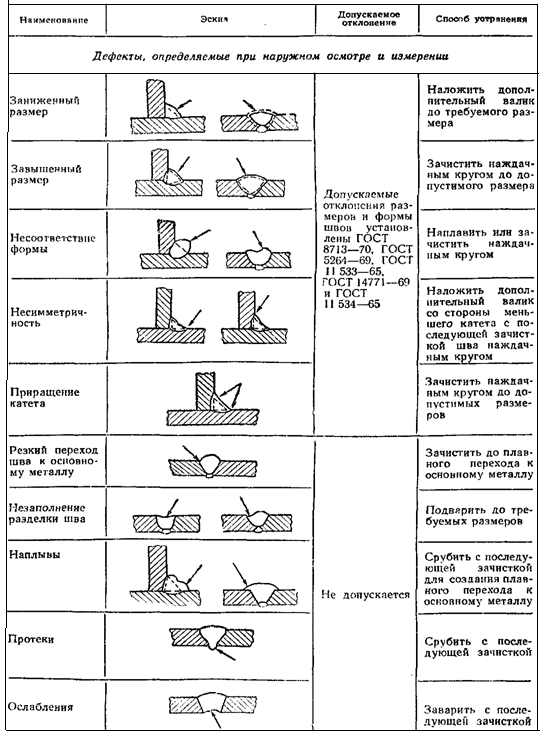
Характеристики и причины основных дефектов сварки
Не в каждом случае качество сварки соответствует установленным требованиям. Классификация дефектов сварных соединений в полном составе изложена в ГОСТ 30242-97. Но среди всех обозначенных в документе изъянов выделяют основные, которые чаще обычного выявляются при контроле и обследовании соединительных стыков.

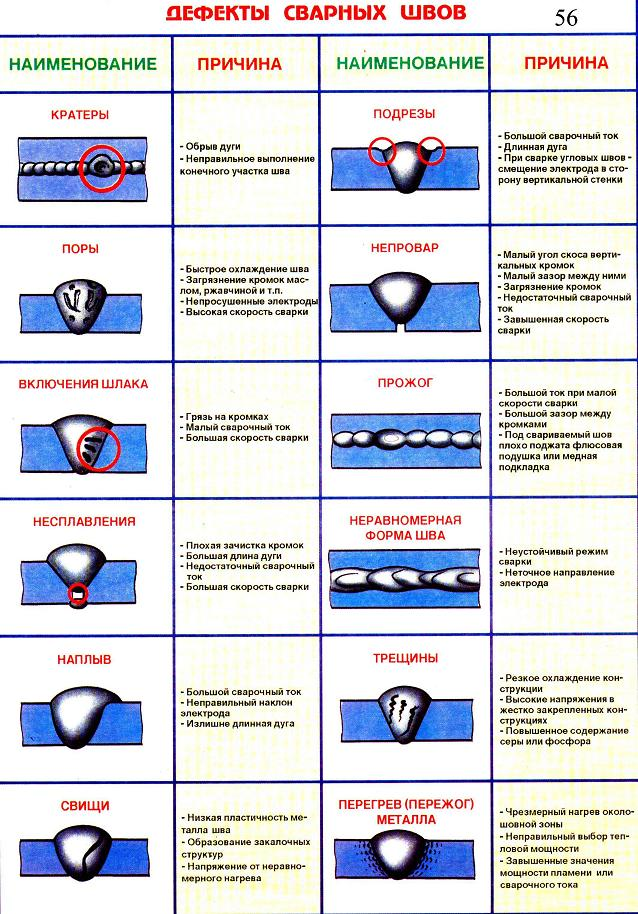
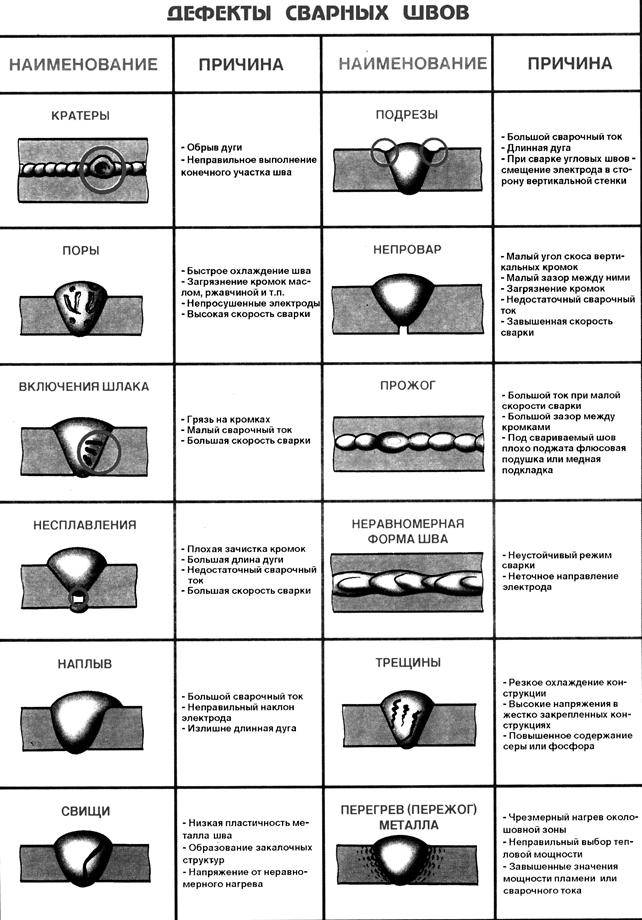
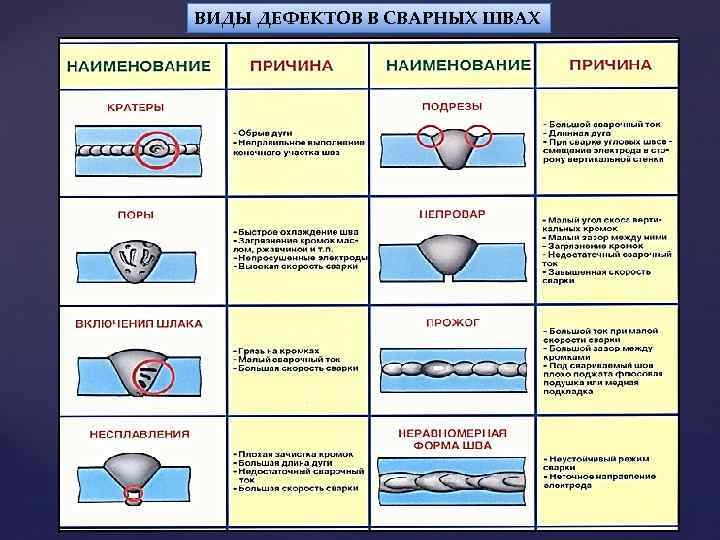
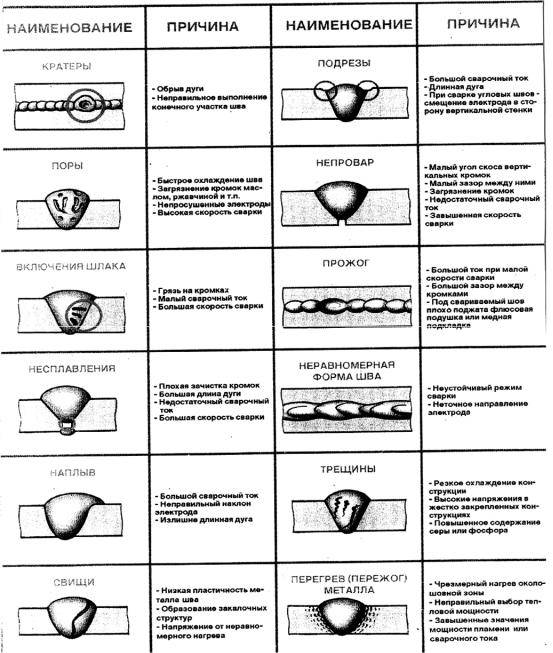
Трещины
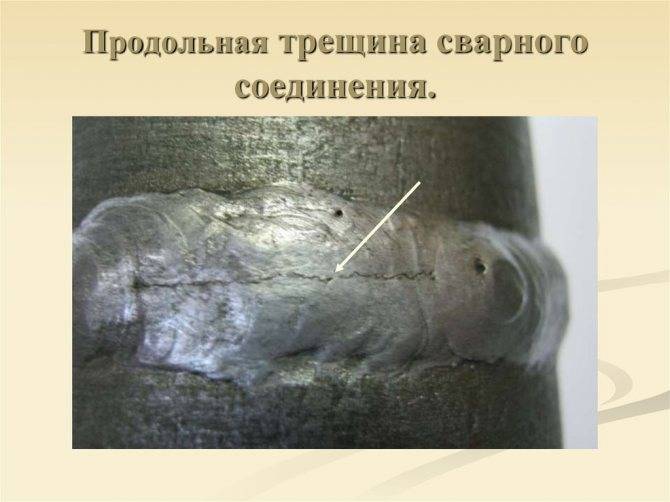
Для сварочных швов наибольшую опасность представляют трещины. Они способны спровоцировать мгновенное разрушение металлических конструкций и привести к трагическим последствиям.
Причинами появления трещин могут быть:
- неправильное расположение стыков;
- резкое охлаждение места сварки;
- неправильный выбор материалов;
- кристаллизация металла вследствие чрезмерно высоких температур.
По размеру различают микро- и макротрещины, по типу образования – поперечные, продольные и радиальные.
Вне зависимости от видов и причин возникновения трещины – это недопустимые дефекты сварных соединений металла.
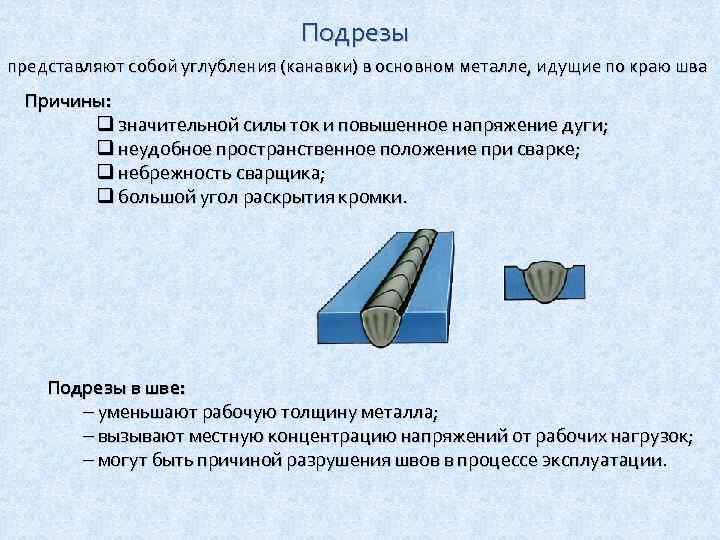
Подрезы

Это образующиеся на наружной поверхности шовного валика продольные углубления. Если на шве есть подрез, то в месте его появления уменьшается сечение шва, а также образуется очаг концентрации напряжения.



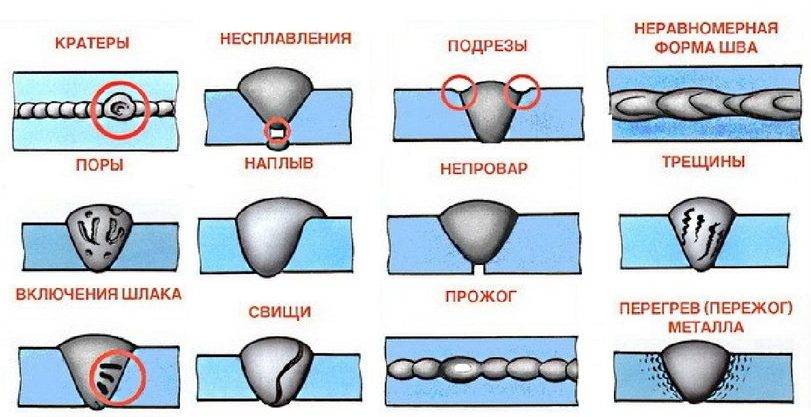
Превышенная величина сварочного тока – основная причина появления таких дефектов. Довольно часто наблюдаются подрезы в горизонтальных швах.
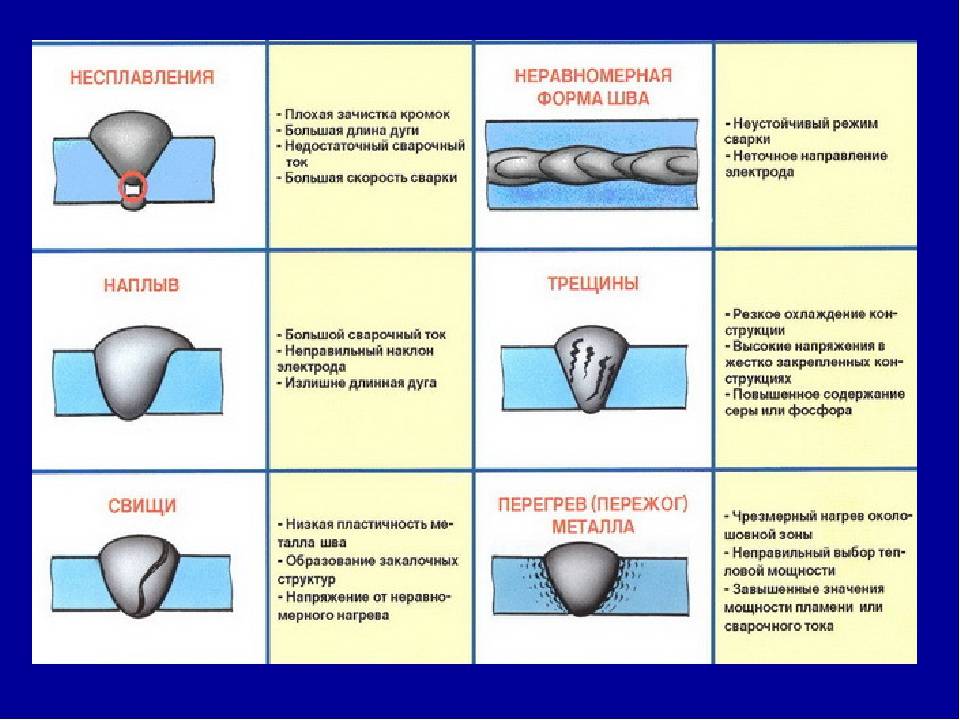
Наплывы
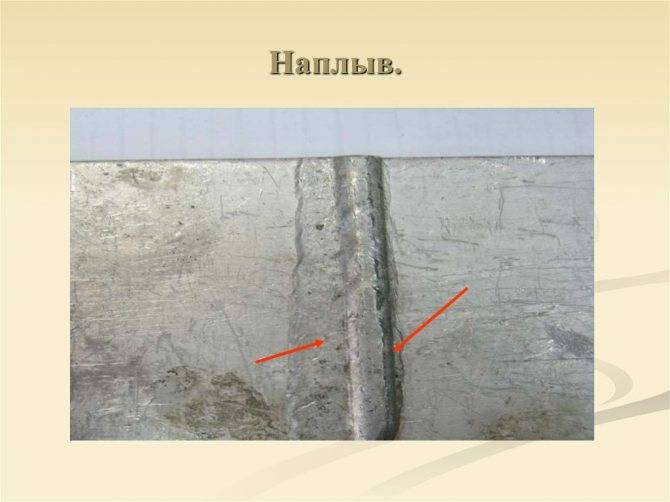
Это натекший на поверхность избыток металла, который не имеет должного сплавления с соединяемой поверхностью. Часто наплыв возникает при сварке стыковых или угловых швов в горизонтальном положении. Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
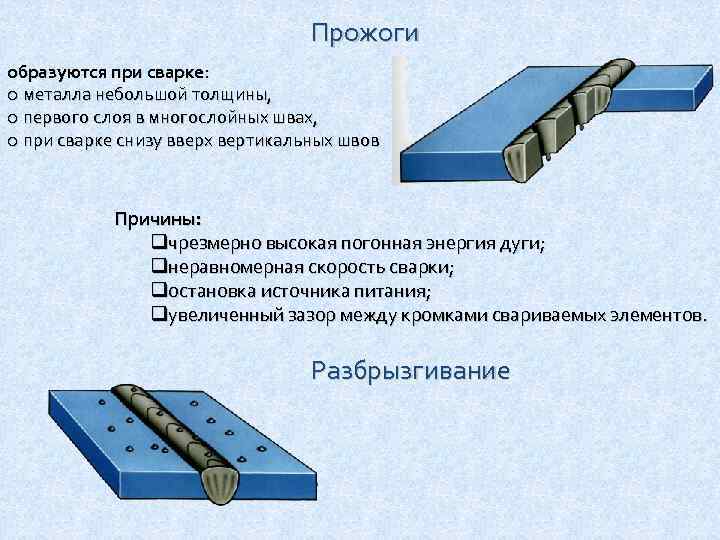
Прожоги

Такие дефекты являют собой сквозное отверстие, возникшее вследствие вытекания из сварочной ванны расплавленного металла. В данном случае с другой стороны отверстия как правило образуется натек.
Прожог может быть вызван слишком медленным передвижением электрода по линии сваривания, повышенным сварочным током, неплотным прилеганием к основному металлу прокладки или же недостаточной ее толщиной, большим зазором между соединяемыми кромками.
Непровары
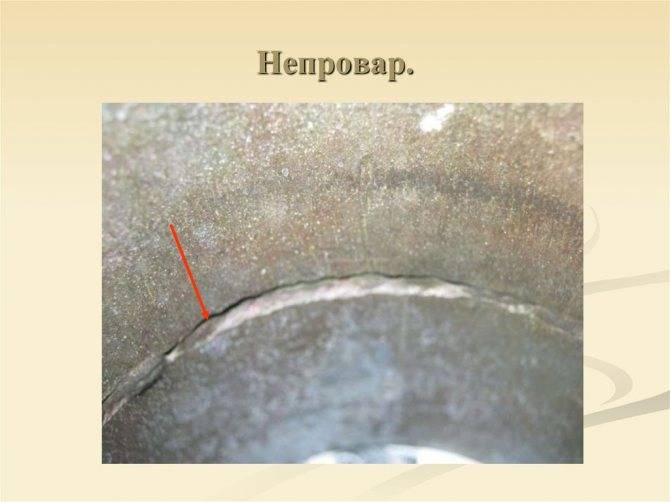
Если на сварочном шве обнаружены локальные несплавления между основным и наплавленным металлом, то дефект такого типа называют непровар. Он существенно понижает прочностные свойства шва и соответственно всей конструкции.
Причины непроваров состоят в следующем: чрезмерно высокая скорость сваривания, некачественная подготовка кромок к сварному процессу, наличие ржавчины, окалин и других загрязнений на соединяемых поверхностях.
Кратеры
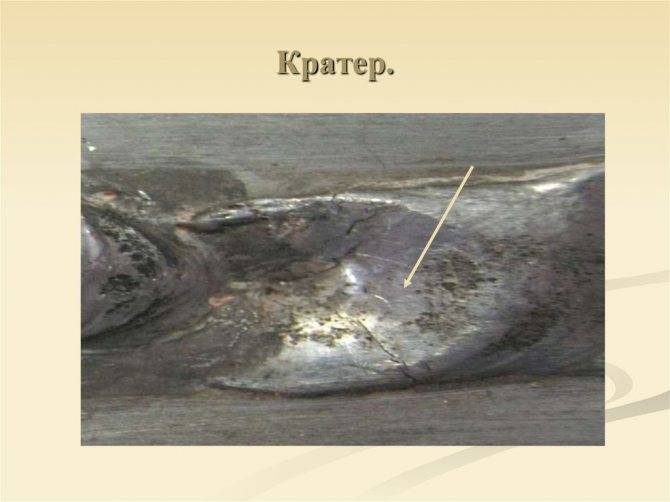
Образующиеся вследствие обрыва сварочной дуги углубления в соединительном валике называют кратерами. Такие изъяны существенно уменьшают сечение стыка, что негативно сказывается на прочности. Кратер опасен тем, что внутри него могут находиться усадочные рыхлости, приводящие к появлению трещин.
Свищи

Поверхностные дефекты в виде полости. Понижают прочность соединительного стыка и провоцируют образование трещин. Свищи имеют произвольную форму, могут возникать как на внешней поверхности, так и внутри шва.
Пористость

Поры – это заполненные газами полости, образующиеся при повышенном газообразовании внутри металла. Возникают при наличии разнообразных загрязнений на свариваемых поверхностях, при повышенной скорости сварки, а также повышенной вместительности углерода в используемом присадочном материале.
Посторонние включения
Качество шва существенно ухудшают сторонние включения – оксидные, шлаковые, вольфрамовые, флюсовые и другие включения. Главная ошибка, приводящая к их наличию – неправильный режим сварки. Любое из присутствующих включений понижает прочность и надежность соединения и подлежит устранению.
Подготовки трубы под сварку
Подготовка трубы к сварке выполняется в несколько этапов перечислим их:
- Зачистка трубы на расстоянии 20-30 мм от торца с наружной поверхности и не менее 10-15 мм с внутренней.
- Обеспыливание и обезжиривание комок.
Зачистку трубы выполняют абразивным инструментом, установленным на шлифовальную машинку, напильником наждачной бумагой и т.д. Зачищены поверхность не должна иметь грубых запилов.
Торец поверхности должен быть 90 градусов в идеальной ситуации. На практике допускаются отклонение которые приведены на рисунке ниже.
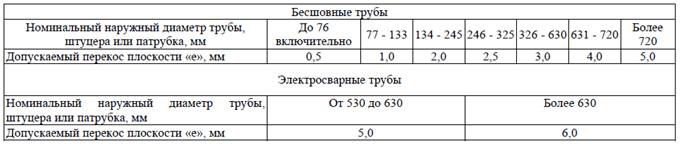
Также стоит упомянуть о вмятинах которые бывают на трубах. Если глубина вмятины меньше 2,8-3,5% её диаметра, то её нужно отрихтовать с помощью зажимных устройств или выдавить с помощью домкратов.
Когда глубина вмятины превысит указанные выше значения, необходимо удалить деформированный участок трубы. Процесс рихтовки вмятины выполняют без подогрева (на холодную) и с его применением.
Что понадобится для диагностики поломок электрической дрели
С чего необходимо начинать поиск неисправности электродрели? Конечно же с первых признаков, по которым становится понятно, где скрывается поломка, и какая часть нуждается в ремонте. Легко выявить механические неисправности дрели, а вот с электрической частью все намного сложнее. Здесь понадобится соответствующие инструменты, по которым можно делать выводы о неисправности тех или иных узлов, деталей и механизмов инструмента. Для выявления поломок в электрической части электродрели, понадобится подготовить следующие инструменты:
- Вольтметр или мультиметр. Предпочтение следует отдать второму варианту, так как он является более эффективным и многофункциональным
- Прибор для измерения межвиткового короткого замыкания в якоре
Для диагностики механической части понадобится выполнить следующие манипуляции:
- Посмотреть, какую конкретно функцию не выполняет дрель
- Осмотреть целостность редуктора, предварительно разобрав корпус инструмента
- Произвести осмотр исправности подшипников, так как часто эти устройства выходят из строя при отсутствии смазочного вещества
- Выявить исправность переключателя режимов. Если устройство заклинит или выйдет из строя, то инструмент будет работать только в одном режиме

В дрели, как и любом другом виде электроинструмента, из строя выходят разные детали и механизмы. Сломаться вся дрель полностью не может, но в любом случае, даже когда неисправен переключатель режимов, то оператор не сможет воспользоваться инструментом во всю его производительность. Именно поэтому необходимо научиться выполнять ремонт дрели своими руками. Сделать это совсем не трудно, даже если у вас нет никакого опыта. Поэтому не стоит при первой неисправности покупать новый инструмент, так как неисправность порой легко устранить даже без необходимости замены деталей. Какие виды поломок возникают, как их устранить и что надо для этого сделать, подробно рассказано в публикации.
Как сваривать трубы — сварка неповоротных и поворотных стыков
В данном разделе мы подробнее остановимся на сварки неповоротных и поворотных стыков труб. Чаще всего сварщиком приходится сталкиваться именно с не поворотными стыками потому начнём именно с них.
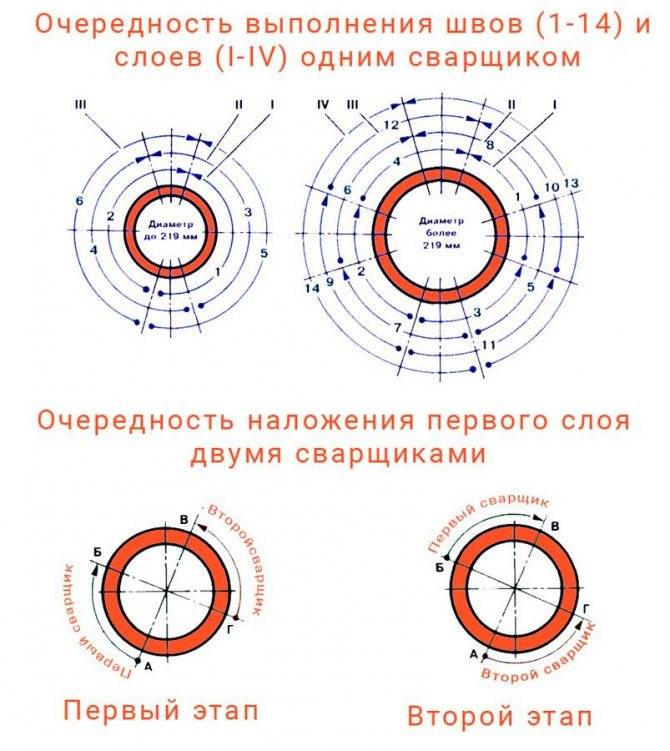
Как уже говорилось, сварку вертикального стыка нужно начинать с нижней точки отступив 10-40 мм и вести вверх.
Процесс нужно выполняют обратно ступенчатым способом при диаметре трубопровода ≥219 мм. Длина провариваемого сегмента 150-230 мм. Для заполнения и можно просто проваривать половину окружности трубы. Каждый последующий слой необходимо смещать для перекрытия замков на 10-30 мм.
Если нужно варить неповоротный горизонтальный стык, точкой начала может стать любое удобное место. В остальном здесь те же самые требования что и для вертикальных стыков.
Ниже приведены схемы сварки горизонтальных и вертикальных стыков одним и двумя сварщиками.
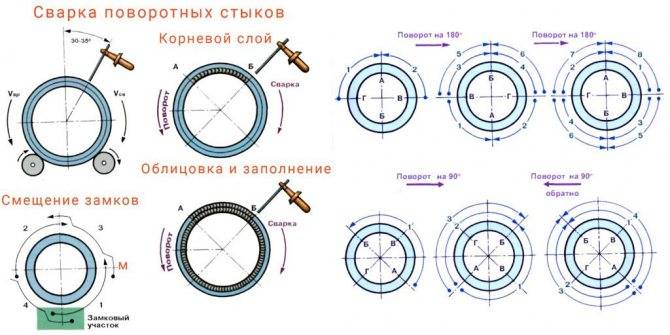
Теперь рассмотрим, как свариваются поворотные стыки. Процесс выполняется в самым удобным для сварки положении — НИЖНЕМ. Электрод должен быть под углом в районе 30° к поверхности трубы.
Корневой проход проваривают обратно ступенчатым способом, длина участка как правило четверть длины окружности. Заполнение и облицовку, выполняют непрерывно вращая стык. Скорость вращения выбирают равной скорости ведения процесса.
Ниже на схемах вы можете ознакомиться с методикой сварки поворотных стыков при повороте на 180 и 90 градусов.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.





Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед
Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки
Иначе будет прожег
Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали
Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.