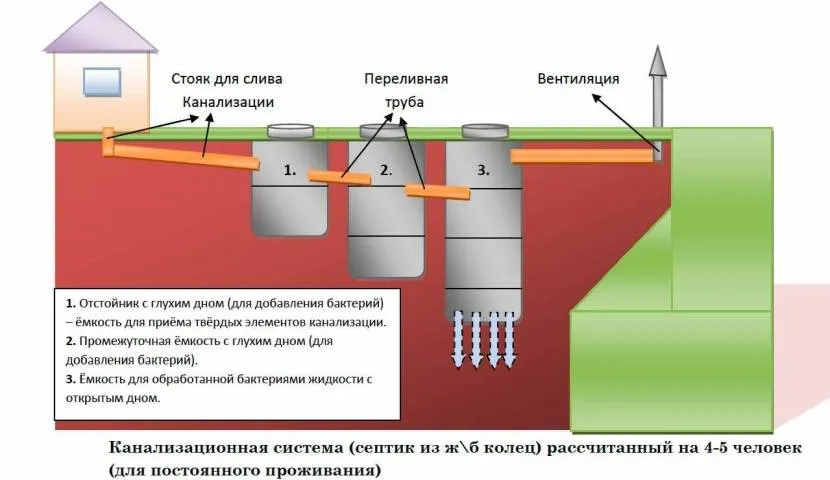
Как согнуть профильную трубу при сооружении теплицы
Как правильно согнуть трубу, таким вопросом задается практический каждый человек, который живет в частном секторе. Однако в единичных случаях при изгибе трубы можно найти подручные средства для выполнения процедуры. Когда же необходимо загнуть несколько десятков трубок, которые должны иметь идентичные параметры, то сразу же возникают трудности.
Как на производстве, так и в домашних условиях согнуть профтрубу можно, как при помощи нагрева, так и в холодном состоянии. Для нагрева трубы используется газовая горелка, которая делает металл эластичным, и процесс изгибания в десятки раз облегчается. Согнуть трубку небольшого диаметра можно и без применения горелки.
Согласно нормативам, сгибать путем нагрева можно круглые трубы, диаметр которых превышает 10 см. Как же быть, если нужно согнуть квадратную трубу? Для этого потребуется воспользоваться специальным устройством, которое называется трубогибом. С его помощью можно гнуть материалы, имеющие высоту профиля от 10 до 40 мм. Использование трубогиба не требует применения газовой горелки, однако для этого понадобится приобрести само устройство. Если же такого устройства нет в наличии, или его покупка считается лишней тратой денег, то можно обойтись и без него.
Одним из самых простейших способов сгибания материалов заключается в том, что нужно один конец трубки зажать в лапки тисков, а на второй надеть трубку большого диаметра и длины. Используя плечо, можно попытаться согнуть изделие до необходимого значения. Этот способ является одним из самых простых, но наиболее эффективных, и не требующий дополнительных приспособлений.
Недостатки самодельных станков
- Сложность в минимизации погрешности радиуса изгиба заготовки.
- Ограниченность в радиусе загиба.
- Работа на таких станках очень сложна, поэтому выполнение большого объема работ просто нецелесообразно.
- Трудность в изгибе труб и заготовок большим сечением.
- Сложность в изменении формы на разных участках заготовки.
Если существует необходимость в работе с деталями, имеющими малое сечение, можно обойтись простейшим профилегибом, состоящим из двух штырей и основания. При деформации более толстых деталей следует внимательно относиться к их конструктивным особенностям
Особенное внимание требуется для работы с трубами, ведь для них существует зависимость максимально допустимого радиуса изгиба от толщины стенок. В свободном доступе можно отыскать специальные памятные таблицы для выбора максимального радиуса. Несмотря на то что процесс изготовления станка своими руками может показаться чересчур сложным и многих отпугнет, экономия по сравнению с покупкой готового продукта может достигнуть нескольких десятков тысяч рублей
Этот аргумент в пользу самодельных профилегибов можно назвать очень весомым
Несмотря на то что процесс изготовления станка своими руками может показаться чересчур сложным и многих отпугнет, экономия по сравнению с покупкой готового продукта может достигнуть нескольких десятков тысяч рублей. Этот аргумент в пользу самодельных профилегибов можно назвать очень весомым.
Способы гибки труб: как выгнуть трубу правильно?
Профильную трубу можно согнуть с помощью специального прибора.
Как загнуть медную либо стальную трубу? Можно ли сделать это, избежав порчи металла и сохранив его свойства? Возможно применение нескольких различных методов, одним из самых доступных и простых является использование специального станка, предназначенного для работы именно с профильными трубами. Называются такие устройства профилегибами, но стоимость их довольно высока, поэтому для покупки надо иметь довольно много веских причин.
Поэтому если изгиб труб требуется выполнять только по случаю, то можно приобрести в специализированных магазинах специальные ручные трубогибы, которые можно использовать для труб различной формы (наиболее часто только для круглых труб, так как все элементы имеют именно полукруглую форму). Стоимость таких станков не очень велика, часто она составляет около трех-трех с половиной тысяч рублей.
Часто полимерные, медные, стальные трубы с небольшим сечением гнут при помощи физических усилий и подручных средств, но тут трудно проконтролировать точный радиус гибки, хотя, например, загнуть медную трубу так обойдется намного дешевле, чем заказать ее гибку в мастерской.
Особенности гибки трубогибом
Первоочередность использования в домашнем хозяйстве специального трубогиба следует предусмотреть еще на этапе приобретения, если вы все же решились на такую покупку. Обычно его приобретают для работы с большими объемами профильных труб, часто это строительство, сооружение заборов. Но тут надо сразу учесть, какие именно типы труб может гнуть устройство, так как часто недорогие варианты приспособлены для работы с профилем только круглого сечения!
Итак, как согнуть квадратную трубу (либо круглую) при помощи трубогиба? Это довольно просто сделать своими руками, необходимо учитывать только величину сечения трубы, толщину стенок, материал изготовления, радиус будущего изгиба трубы. При работе загиб осуществляется в пределах всех технических допусков величины сечения и толщины стенок трубы, при этом при работе надо следить, чтобы не появились изломы на внутренней части, сплющивания поперечного сечения профиля.
При работе с квадратными трубами, когда необходим загиб малого радиуса, усилие прикладывать надо ближе у концов изделия, так как в центральной части труба будет очень тяжело поддаваться изгибу.
Выполнение изгиба труб при помощи воды
Изогнуть профильную трубу собственными силами в домашних условиях также можно с помощью воды. Этот вариант задействуют, когда трубная продукция произведена из меди или другого цветного металла. Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно. Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
Необходимость в изгибании профильной трубы возникает у тех людей, которые планируют возвести на своем участке теплицу. Теплица такой конструкции получается намного устойчивее, эффективнее и долговечнее. Однако при планировании сооружения теплицы возникает вопрос, как самому согнуть профильную трубу. Ведь помимо сложности выполнения такой работы, нужно учитывать тот факт, что все последующие трубы должны иметь аналогичную конструкцию.
Области применения и особенности эксплуатации
Бездорновые трубогибы, реализующие гибку тонкостенных труб обкаткой, предназначены лишь для сравнительно больших радиусов гиба, поскольку в противном случае на внутренней части образующей поверхности образуются складки (гофры). В частности, минимально допустимый радиус гиба не может быть менее 3…4 наружных диаметров заготовки. Проектируемый трубогиб для профильной трубы также должен разрабатываться с учётом этого ограничения. Вместо диаметра в данном случае при расчёте учитывается значение площади поперечного сечения трубы F, с использованием следующего соотношения
Значение dэкв впоследствии применяется при определении минимально допустимого радиуса гибки заготовки.
Виды трубогибов включают также и их разновидности, реализующие гибку методом холодной вальцовки. Агрегат, реализующий такую технологию гибки (обычно – трёхроликовый) называется трубогибочными вальцами. Конструкцией такого оборудования предусматривается установка 3-х гибочных роликов, два из которых размещаются в одной плоскости. Подлежащая деформированию заготовка устанавливается в ручьи этих роликов. Расстояние между ними подбирается таким образом, чтобы обеспечить качественный гиб на нужный угол без складкообразования. С увеличением процентного содержания углерода в материале круглой трубы межосевое расстояние между роликами увеличивают, используя данные следующей таблицы:
| Материал | Стали 08, 10, Ст 1,Ст 2 | Стали 15,20, Ст 3 | Стали 25,30, Ст 4 | Стали 45,50, Ст 5 | Медь и её сплавы | Алюминий и его сплавы |
|---|---|---|---|---|---|---|
| Rmin/s | 0,4 | 0,5 | 0,6 | 1,0 | 0,25 …0.3 | 0,4 … 0,6 |
Здесь Rmin— минимальный радиус гибки, мм; s – толщина стенки изделия, мм
Зажим заготовки подвижным роликом обеспечивает её предварительное натяжение до начала гибки, чем предотвращается ничем не ограниченное деформирование трубы в начальный момент вальцовки.

Дорновой трубогиб
После этого производится подведение третьего ролика к месту гиба с последующей деформацией заготовки. Трёхроликовый агрегат оснащается одним из следующих вариантов привода:
- гидравлический привод от цилиндра, к штоку которого прикрепляется средний ролик;
- электромеханический привод, при котором станок снабжается червячным редуктором и механизмом типа «винт-гайка»;
- ручной механический (рычажный) привод — для трубогибов с допускаемым внешним диаметром изделия до 25 … 40 мм, причём меньшее значение соответствует стальным заготовкам.
Сколько различных сечений профиля роликов, столько же должно быть и прижимов.
Роликовый трубогиб для профильной трубы позволяет производить по рассмотренной технологии кольца, спиральные элементы и даже пространственные профили, угол гиба которых не превышает соотношений, разрешённых таблицей. Ещё больше возможностей у вальцовочных станков, предназначенных для гибки изделий круглого поперечного сечения. Это объясняется меньшим значением момента сопротивления круглого сечения той же площади, что и квадратное, либо прямоугольное.
Как согнуть квадратную трубу
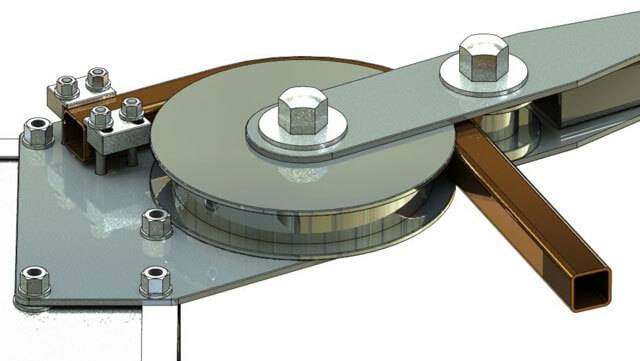
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:
- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.Видео: гнем металопрофиль квадратного сечения
видео-инструкция по монтажу своими руками, особенности сгибания по радиусу, цена, фото
Профильная труба имеет «угловатую» форму – квадратную и прямоугольную. На первый взгляд, кажется, что придать ей дугообразную форму невозможно. Но твердо решив использовать такой материал для каркасов парников, навесов, при создании архитектурных решений в саду (арки, шпалеры, перголы) — можно добиться желаемого. Гибка профильной трубы по радиусу — своими руками выполнить такую задачу довольно просто, справиться с ней сможет каждый.










Профильные трубы можно согнуть самым неожиданным образом
Принцип работы трубогиба
Конструкция этого прибора довольно проста – 2 упора и башмак, приводящийся в движение рычагом. С помощью этого нехитрого устройства можно гнуть трубопровод диаметром 5 – 150 мм.

Трубогиб с открытой рамой
При этом для больших диаметров физической силы оператора уже недостаточно, особенно при толстой стенке. Для того, чтобы гибка проходила плавное и без проблем, аппарат оборудуется гидравлическим приводом, кстати, это вызывает значительное удорожание прибора.
Если нужно согнуть совсем небольшую трубку, то можно использовать вариант трубогибов для труб с открытой рамой. С точки зрения безопасности — это не лучший вариант, ведь риск схода трубопровода достаточно велик.
Что касается крупных диаметров, то в этом случае используются исключительно устройства с закрытой рамой. Благодаря этому, труба ни при каких условиях не соскочит с упоров.

Трубогиб с закрытой рамой
Трубогиб может работать и по другому принципу. В таком случае профильная труба просто протягивается между валиками (упорами), деформируясь при этом.

Изгиб профильной трубы на трубогибе
Профили из разных металлов и различных сечений реагируют на сгибание тоже по-разному. Например, работать с трубами из цветного металла – медь, латунь, дюраль, алюминий, небольшого сечения одно удовольствие. Они пластичны и хорошо сгибаются, воплощая в реальность смелые фантазии мастера. Отлично выдерживают низкие температуры.
Народные «рецепты» сгибания профилей
Изобретенные способы сгибания профильных труб в домашних условиях иногда бывают единственным способом осуществить задуманное. Несмотря на кажущуюся примитивность технологии, полученные результаты способны поражать качеством, геометрической точностью и совершенством форм.
Сгибание в домашних условиях

На дому металл гнут и в холодном состоянии, и с подогревом. Правильно выбрать один из этих способов можно экспериментально. Как удобнее согнуть профильную трубу в домашних условиях, становится ясно уже при первой попытке.
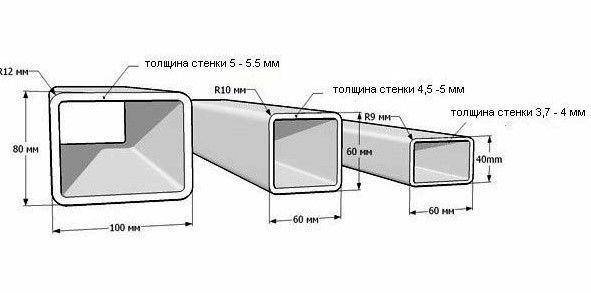
Кусок профиля зажимают в тисках и пытаются гнуть. Если он «играет», то без подогрева не обойтись. В противном случае нужно учитывать высоту профиля:
- от 10 мм и меньше — холодный способ;
- от 10 мм до 40 мм — либо холодный, либо с подогревом;
- от 40 мм и выше — подогрев.
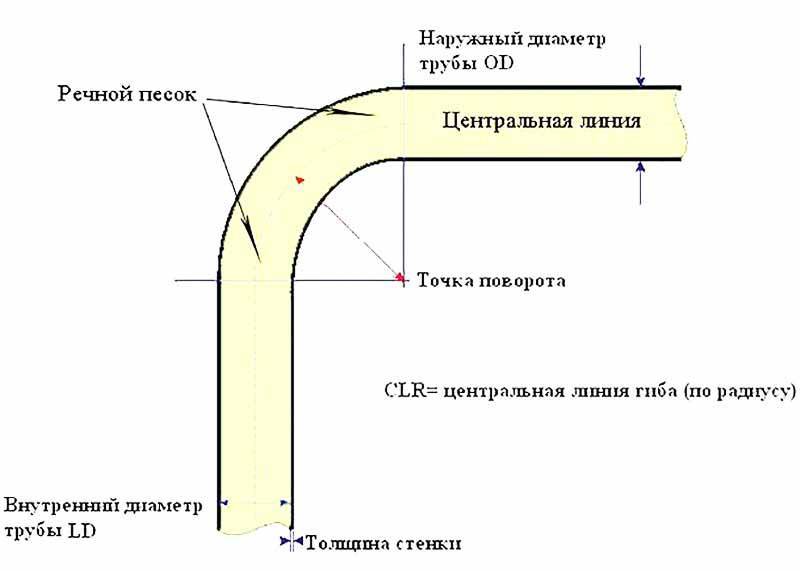
Чтобы не допустить порчи материала при использовании подогрева, полость трубы заполняется предварительно очищенным песком. Просеивать его надо на мелком сите, чтобы отфильтровать кусочки гравия.
Не стоит проходить мимо такой очистки — крупный камешек может стать причиной образования выпуклости во время сгибания на мягком от разогрева металле. Песчаная пыль тоже не подойдет, потому что имеет свойство спекаться при разогреве. Среднезернистый песок не даст разогретому профилю образовать складки.
Нагревают профиль равномерно газовой горелкой или паяльной лампой до вишневого цвета. Сгибать надо в горизонтальном или вертикальном положении за один раз. После остывания сравнивают с шаблоном и высыпают песок.
Без подогрева в домашних условиях гнут как профильные трубы, так и круглые. Придать желаемое закругление профилю можно с помощью болгарки и сварки.
Сначала надо определить длину загиба по шаблону. Потом отметить этот участок на профиле и болгаркой сделать по нанесенным отметкам распилы трех стенок. Между ними равномерно сделать еще несколько распилов, согнуть профиль, распилы заварить сваркой и зашлифовать.
Некоторые умельцы гнут трубы с помощью самодельных пружин. Последние наматываются из жесткой проволоки диаметром около 2 мм. Размер кольца подбирается так, чтобы пружина плотно, но свободно заходила внутрь трубы. Для облегчения процесса изгиб можно разогреть.
Важно не забыть перед введением пружины привязать к ее крайнему звену прочный канат или проволоку. После придания профилю необходимой формы с помощью привязки пружину вытаскивают
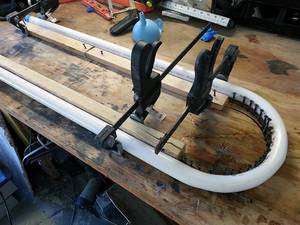
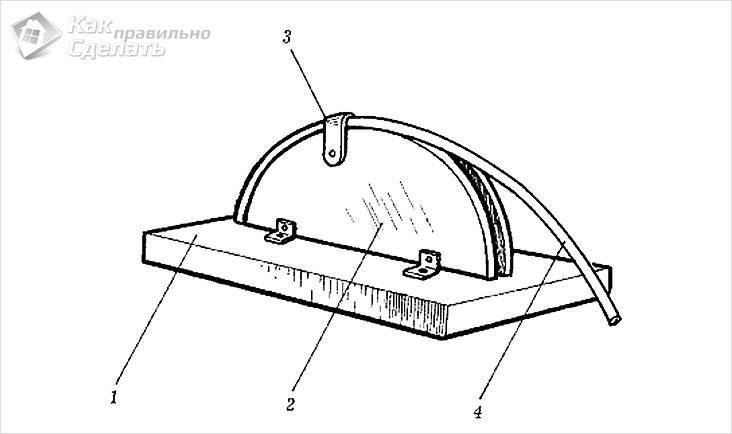
И еще один способ, не требующий дорогостоящих затрат. Он подойдет для изгиба по большому радиусу. На листе фанеры чертят шаблон, и по нему монтируют стальные крючья. Профильную трубу гнут, укладывая в эти крючья, предварительно закрепив один конец у первого крюка.
Известны другие способы выполнения этой работы, но все они подчиняются одним закономерностям и имеют одни особенности.
Приспособления для работы
 Из текста выше стало понятно, как согнуть трубу в домашних условиях. Но все эти методы подходят для разового использования. Если требуется постоянно изгибать материал, то лучше обзавестись специальным станком. Но так как он стоит дорого, можно приготовить кондуктор из металла.
Из текста выше стало понятно, как согнуть трубу в домашних условиях. Но все эти методы подходят для разового использования. Если требуется постоянно изгибать материал, то лучше обзавестись специальным станком. Но так как он стоит дорого, можно приготовить кондуктор из металла.
Как правило, часто требуются разные диаметры для изделий из согнутой трубы. Поэтому одним кондуктором попросту не обойтись.
Трубогиб своими руками
Чтобы механизировать изгиб материала и не тратить финансы, можно изготовить домашний трубогиб. Но и для такого приспособления нужно будет небольшое вложение. Для такого оборудования потребуются:
- 2 валика диаметром около 10 см;
- 1 валик с зажимом;
- металлическая стойка.

 Два валика устанавливаются и свариваются параллельно друг другу. Третий валик с зажимом устанавливается чуть выше нижних. Таким способом можно положить материал и прижать его верхним валиком. После того как материал установлен, достаточно прокатать его в одну и другу сторону. Если угол нужен больше, можно еще зажать верхний валик и повторить действие.
Два валика устанавливаются и свариваются параллельно друг другу. Третий валик с зажимом устанавливается чуть выше нижних. Таким способом можно положить материал и прижать его верхним валиком. После того как материал установлен, достаточно прокатать его в одну и другу сторону. Если угол нужен больше, можно еще зажать верхний валик и повторить действие.








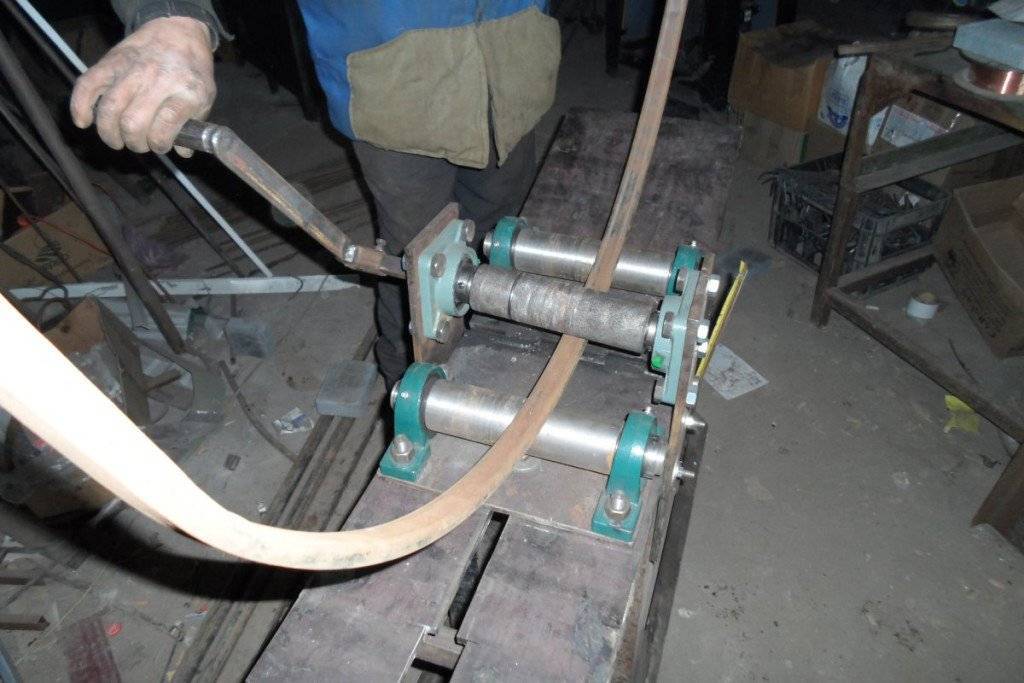
Минус такого аппарата в том, что на нем не получится изготавливать изгибы с маленьким радиусом. Попросту не хватит силы давления на зажиме. Материал, который будет получаться после домашнего станка, идеально подойдет для теплиц, навесов и других изделий, где не требуется острый угол.
Originally posted 2018-04-18 12:13:42.
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы из меди и латуни?
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентация которых определяет радиус гибки.
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия.
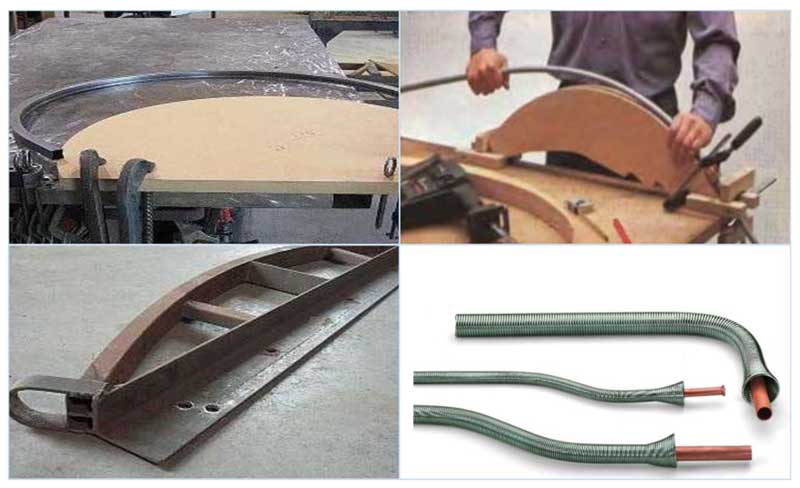
Гибку алюминиевых тонкостенных труб можно провести вручную, подготовившись должным образом:
Галерея изображений
Фото из
Этап 1: Выбор способа гибки алюминиевой трубы
Этап 2: Заполнение трубы песком
Этап 3: Расчет радиуса гибки трубы
Этап 5: Сгибание алюминиевой трубы вручную
Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне.
В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Применение песка для сгибания трубы
Например, чтобы получилась квадратная или прямоугольная гнутая труба, используют песок, предварительно просеянный и хорошо просушенный. Также нужны будут деревянные клинья, имеющие соизмеримый срез изделия, и которые можно будет вбить в трубу.
Порядок выполнения действий выглядит так:
- С одной из сторон трубного изделия забивают клин.
- Внутрь трубы насыпают песок.
- Забивают клин со второй стороны, получив в итоге своеобразную заглушку.
- После фиксации одного конца приступают к изгибу трубы на нужную величину радиуса. При желании место будущего сгиба для облегчения процесса можно нагреть.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.








Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Полипропиленовые конструкции
С полипропиленовыми трубами нужно работать очень осторожно, потому что такие изделия легко ломаются. Существует 2 варианта сгибания полипропиленовых трубопроводов:
- Разогреть изгибаемый участок феном до температуры в районе 150 градусов и согнуть. Хорошенько осмотреть пропиленовый материал на предмет трещин.
- Применить кондуктор, который представляет собой пружину. Вставляя ее в пропиленовую трубу, можно руками изгибать конструкцию на любой угол.
Любую трубу можно согнуть без помощи трубогиба. Но чтобы знать, как загнуть трубу, следует изучить материал, из которого она изготовлена, и способы загибки.
Некоторые вопросы технологии
Итак, мы гнём профильную трубу вручную. Чтобы деформация не завершилась получением бракованной детали, необходимо запомнить следующее:
- Нельзя гнаться за скоростью гибки, потому что явления пластической инерционности деформируемого металла никто не отменял.
- Процесс деформирования следует выполнять с максимальным прижимом поверхности.
- Перед гнутьём следует соотнести пластические возможности материала с теми параметрами, которые желаете получить.
Ответим на эти вопросы.
Для стальных заготовок существуют ограничения по скорости углового гиба, которые колеблются в пределах 17…45 град/с (или 3…3,5 мм/с). Меньшее число отвечает условиям холодного, а большее – горячего деформирования. О том, как загнуть трубу, подогретую до нужной температуры, читайте далее.

Гибка по шаблону Источник instructables.com
Главное – соблюсти равномерность прижима и обеспечить полное касание зажимными губками тисков поверхности заготовки. Для этого губки обязательно должны воспроизводить наружный профиль поверхности проката (пример такого шаблона показан на предыдущем рисунке). Где согнуть профилированную трубу таким образом, решите сами. Может, стоит скооперироваться с другом или соседом, который имеет такие «продвинутые» тиски.
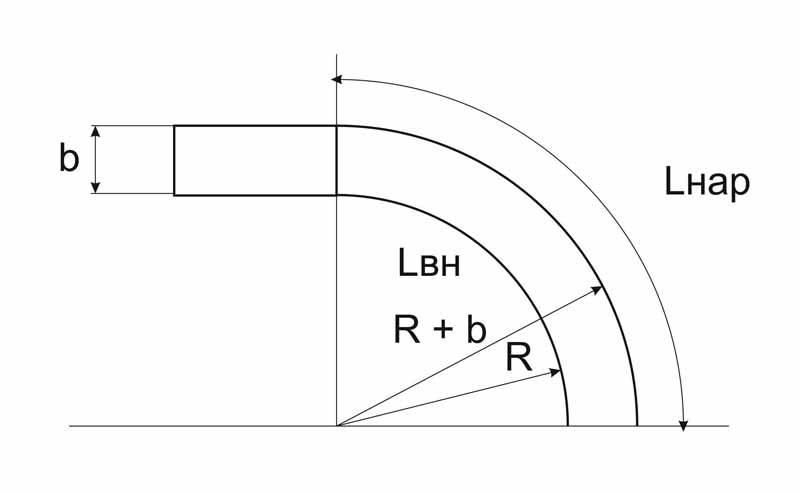
Технологические ограничения по гибке:
- Должно выполняться условие R < 20s (R – радиус гибки, s – толщина стенки);
- Определяем критерий тонкостенности k = s/D. При R > D(20k+0,5) гибку можно выполнять в холодном состоянии;
- После холодной гибки трубчатая заготовка распружинивается. Поэтому фактический угол гиба должен на 1,5…2,0 % быть больше требуемого.