

Как выбрать?
Подбирая флюс для пайки меди, стоит учитывать ряд нюансов
Например, при покупке пастообразного важно смотреть на однородность материала. Качественный продукт отличается равномерностью массы, в нем нет комков и посторонних включений
Когда флюс низкого качества, это отражается на результате паяния.
Специалисты рекомендуют выбирать тот флюс, показатель вязкости которого меньше показателя вязкости припоя
Важно, чтобы состав равномерно распределялся по обрабатываемой поверхности и растворял оксидную пленку, образующуюся в ходе сварки
Приобретать расходный материал лучше у проверенного продавца. Этим исключается риск покупки некачественного товара, хороший флюс предупреждает повторное окисление меди и проводов. Удостовериться в его качестве можно непосредственно перед работой.
При его использовании удается сделать идеальными и горизонтальные, и вертикальные швы. Хороший флюс не стоит дешево. Если сложно определиться с его выбором, в магазине можно проконсультироваться с продавцом. Зная тип планируемой работы, специалист поможет подобрать лучший вариант паяльного вещества.
Обычно флюс подбирают по припою. Нужно, чтобы он плавился раньше припоя, именно так удастся достичь надежности соединения на капиллярном уровне. В расплавленном виде он поднимается наверх, соединяется с припоем и прикрывает место пайки защитным слоем от окисления.
Выбирая тот или иной вид расходника, надлежит знать температуру плавления. Например, соединять трубы водопровода лучше флюсами твердого типа. Их температура плавления составляет более 450 градусов Цельсия. Бура же плавится, достигая 753 градусов.
Пошаговая инструкция
Резка
Перед резкой труб необходимо наметить места размещения фитингов. При разделке лучше всего использовать специальный труборез. В этом случае место среза будет ровным и гладким, с минимальным количеством зазубрин, что облегчит процесс дальнейшей подготовки.
Снятие фасок
Срез трубы должен быть идеально ровным. Малейшие отклонения повлияют на качество соединения. Для снятия заусенцев и подготовки среза рекомендуют использовать фаскосниматель, а при его отсутствии – наждачную бумагу.
Подготовка поверхности
Контактная поверхность должна быть сухой, без следов масла, грязи и оксидных отложений. Это относится не только к трубам, но и соединительным фитингам. Для механической обработки использует щетки и ершики.
Покрытие флюсом
Флюс наносится на внутреннюю поверхность фитинга и нужную часть трубы
Важно, чтобы состав был равномерно распределен по плоскости. После этого выполняют стыковку элементов, оставляя небольшой для присадочного материала
Нагрев и пайка
Индикатором нагрева является состояние флюса. Появление темных оттенков говорит о том, что поверхность нагрелась до заданной температуры. При подаче припоя необходимо следить за интенсивностью нагрева.Расплавленный припой должен заполнять все пространство между фитингом и трубой. Это достигается за счет капиллярного эффекта, при котором жидкость прилипает к поверхностью, благодаря высокой силе притяжения.
Длительность рабочего цикла не должна превышать 5 минут. В противном случае медная труба начнет деформироваться от перегрева.
Мини горелки для пайки
1 место – газовая мини горелка с насадкой для пайки

Предназначена как для нагревания среднего размера деталей, так и для контактной пайки припоем благодаря нагреванию жала от пламени. Этакий паяльник без проводов. Вместимость резервуара для газа составляет 8 мл. Температура пламени при заправке бутаном достигает 1300 градусов по шкале Цельсия, а температура жала – 450 градусов. Длина пламени регулируется от 4 до 6 см. Длина горелки 13 см, а диаметр 1,5 см.
Достоинства:
маленькая и недорогая, заправки хватит запаять несколько среднего размера деталей, есть насадка для контактной пайки, легко заправляется.
Недостатки:
нет пьезоподжига.
2 место – газовая микро горелка

В ней нет ничего, кроме резервуара с клапаном для заправки и сопла с регулятором подачи газа. ZC57100 не имеет пьезоподжига и она поставляется незаправленной, так что придется покупать еще и газовый баллончик — для зажигалок подойдет. В общем, чтобы спаять два провода или нагреть термоусадку без паяльника — такой горелки хватит. А еще длина горелки около 20 см и вес 43 г.
Это самая дешевая горелка, которую можно вообще найти и .
Достоинства:
самая дешевая, легко заправляется.
Недостатки:
маленькое пламя, быстро кончается заправка, нет пьезоподжига.
3 место – мини паяльник газовый КВТ XZ-1

Этот примечательный паяльник от бренда, производящего газовое оборудование, имеет пьезоподжиг и поставляется в футляре с набором из 4 насадок для пайки, катушкой припоя и губкой для очистки жала. Так, заявляемая мощность паяльника при контактной пайке 137 Вт – это очень много для паяльника длиной 21 см и весом 120 г. Электрическим паяльникам такие массогабаритные характеристики и не снились. Этот паяльник не позиционируется как горелка, но в качестве горелки можно использовать – пламя получается карандашного типа.
Всем хорош этот из-за чего и угодил на 3 место.
Достоинства:
горелка от именитого бренда, удобна для пайки, набор комплектующих, хороший кейс, высокая тепловая мощность.
Недостатки:
высокая цена.
4 место – газовая горелка IRIS BARCELONA

Эта горелка предназначена не только для пайки, сварки, ремонта электронных устройств и ювелирных изделий. Пламя у этой горелки конечно регулируется. Можно заряжать стандартным газовым баллоном для зажигалок. Длина пламени достигается 3 см. Время работы составляет около 20 минут. Температура пламени достигается 1300 градусов Цельсия. Длина самой горелки ровно 20 см.








Цена такой .
Достоинства:
малые размеры, наличие пьезоподжига, бренд.
Недостатки:
длина пламени не позволяет прогревать детали средних и больших размеров.
5 место – горелка бутановая КВТ X-220
Она позиционируется, как горелка для строительных и ремонтных работ. Выглядит она очень стильно. Рифленая ручка приятна ложится в руку. Имеет пьезоэлектрическую систему поджига пламени. Емкость баллона для высокоочищенного бутана равна 22 мл. Этого количества газа хватит на 110 минут непрерывной работы. Длина пламени регулируется от 30 до 80 мм от острого клиновидного до мягкого пламени с желтыми языками. Вес горели всего 226 грамм при длине 14 см.
Достоинства:
хороший вариант для настольных работ, есть подставка, пьезоподжиг, удобная ручка.
Недостатки:
габаритная, не положишь в карман, не подлезешь в узкое место.
Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.
Большие горелки для пайки и сварки двумя газами
9 место – популярная мини горелка для ювелирных работ

Можно использовать с двумя газами – ацетилен+кислород или водород+кислород. Имеет удобные гибкие шланги и регуляторы подачи газа прямо на горелке. Есть сменные насадки для разной интенсивности пламени. Возможно придется докупать переходники для баллонов или регуляторов давления.
Цена такой .
Достоинства:
удобно держать в руке, удобные крутилки, наличие сменных насадок.
Недостатки:
надо следить за тонкими шлангами, чтобы не травили газ.
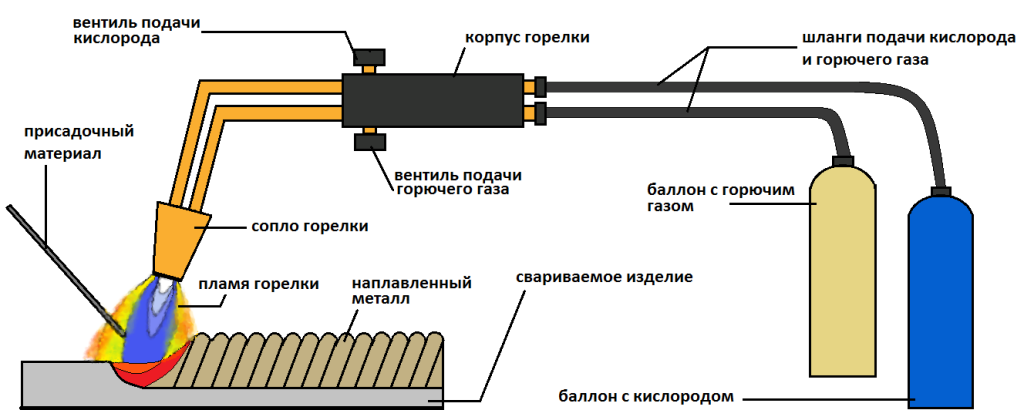
10 место – кислородно-ацетиленовая горелка с двумя барашками подачи газовой смеси

Имеет длинную изогнутую трубку, на конце которой расположено сопло. Такие горелки предназначены для резки и сварки металла. Повышенная температура горения позволяет сваривать черные металлы с толщиной шва от 0,5 до 0,2 мм. Выпускаются горелки от 30 см до 45 см длиной.
Достоинства:
позволяет резать и сваривать металл.
Недостатки:
нет пьезоподжига.
На этом заканчиваю свой ТОП 10 лучших газовых горелок для пайки. Далее читайте про флюсы, припои и процесс газосварки и пайки газом.
Мастер Пайки с Вами.
Какими бывают?
Горелки различают по предназначению, конструкции, видам используемого топлива. Целевое назначение горелок во многом определяет многообразие их видов и условий, в которых они используются. Так, выделяют:
- минигорелки (маленькие);
- ручные;
- портативные туристические;
- бытовые;
- «карандаши»;
- для пайки;
- с газ-контролем;
- инфракрасные;
- спиртовые.

Например, портативные агрегаты применяются для:
- обработки изделий из дерева;
- устройства с направленным пламенем «пистолетного» типа нередко используют в монтажных видах работ;
- обработки стальных деталей, с привлечением припоев;
- для разведения костров;
- для накаливания и резки фрагментов из металла;
- для оттаивания застывших трубопроводов.

Горелки – полезный инструмент в автомастерских, при возведении теплиц и иных хозсооружений. Делятся они и по способам крепления баллонов. Таких видов известно несколько:
- на резьбе;
- цанговые – надевают и немного проворачивают;
- клапанные – на фиксаторах;
- прокалываемые – соединение мягким нажатием.
Чаще в ходу соединения на резьбе – они надёжны. Прокалываемые – не отключают, пока газ в картридже не иссякнет.
Производители применяют различные виды горючих веществ для накачки картриджей. Окончательный подбор горючего вещества основан на целевом применении изделий, требуемой температуры огня, мощности. Для улучшения параметров состава нередко смешивается несколько видов горючего. Чаще иных используются комбинированные составы:
- пропановобутановый (70: 30) – главным образом для применения летом;
- пропана, бутана и изобутана в разных комбинациях;
- MAPP – метилацетилен-пропадиен (для сварки).
Нередко производят и картриджи, наполняемые каким-либо однородным веществом. Подбор топлива особенно актуален, когда планируются работы в экстремальных погодных условиях.

Техника безопасности
Принимая во внимание достаточно высокую температуру нагретых горелкой изделий, рекомендуется работать с ними в плотных тканых перчатках. Однако сначала необходимо дать материалу охладиться
В противном случае возрастает вероятность появления ожога на наружных покровах, которые контактировали с раскаленным металлом.
Техника безопасности при спаивании труб предполагает необходимость обеспечения защиты конечностей, органов зрения от открытого пламени. По этой причине рекомендуется надеть закрытую одежду, специальные очки. Необходимо начинать работу по соединению труб с помощью горелки, удостоверившись, что помещение хорошо проветривается.
Принцип работы газовых печей
Газовые плавильные печи достаточно экономичны в силу сравнительно невысокой цены на данный вид топлива. В таких печах возможна очень точная регулировка температуры в тигле. Изоляционные материалы высокого качества позволяют существенно снизить тепловые потери. Газовые печи используются преимущественно для плавки цветных металлов. Принцип работы таких печей основан на взаимодействии газа и воздуха, образующих горючую смесь. Печь на газу для плавки металлов отличается быстрым разогревом и долгим поддержанием оптимальной температуры внутри огнеупорной камеры. Позволяет использовать ее для процесса плавки широкого ряда материалов.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:







- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках. Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
Технология пайки медных труб мягким способом с помощью газовой горелки
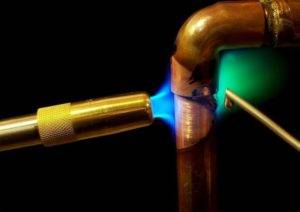
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Компоненты для пайки
Для обеспечения качественного и крепкого соединения труб необходимо подобрать правильные материалы для пайки.
Выбор припоя
Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Считаются удобными и чаще всего применяются припои двух видов:
- с добавкой Cu 94;
- с добавкой Cu 94 P 6 Ag 2.
Шестипроцентная концентрация фосфора в добавке позволяет уменьшить температуру, при которой плавится медь до 750 градусов. Прочность соединения достигается благодаря схожести температурных коэффициентов расширения у меди и припоя.
Мягкий припой представляет собой проволоку в 2-3 мм диаметром. Для его плавления достаточно температуры в 300 градусов, поэтому он обычно применяется в бытовом ремонте. В состав такого припоя входят: свинец, олово и их сплавы с примесью серебра.
Выбор флюса
Флюсы бывают двух видов:
- высокотемпературные, с рабочей температурой выше 450 градусов;
- низкотемпературные, с рабочей температурой ниже 450 градусов.
Флюсы обеспечивают плотное соединение припоя с металлом, помогают предотвратить окисление трубы, способствуют лучшему растрескиванию припоя, защищают от влияния кислорода участки спайки.
Перед расплавкой припоя соединяемые поверхности зачищаются. Затем на них равномерно кистью тонким слоем наносится флюс. После спайки деталей трубы, необходимо удалить лишний флюс для предотвращения коррозии поверхности и протечек.
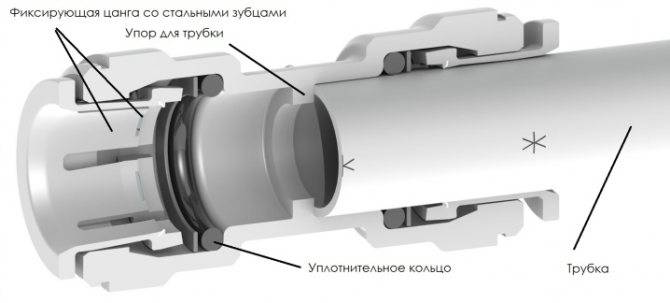
Выбор фитингов
Фитинги представляют собой детали для отвода труб, поворотов и переходов на резьбу. Раструбы фитингов имеют определенные стандарты диаметра с учетом зазоров, подходящие для различных видов труб. Фитинги имеют достаточно высокую стоимость и, если есть возможность, вместо них используется труборасширитель.
Схема выполнения припайки труб из меди
1. Обрезать труборезом отмеренный отрезок медной трубы. 2. Фаскоснимателем обработать обрезанный край трубы. 3. Подготовленный край трубы расширить труборасширителем. 4. Выполнить предварительную стыковку труб без паяния для сверки размеров. 5. Прикрепляемую поверхность обработать флюсом. В случае высокотемпературного паяния флюс не применяется. 6. Далее, аккуратно выполнить однородный прогрев прикрепляемых поверхностей посредством горелки или фена. Чаще всего нагрев осуществляется в течение 5 минут. 7. Присоединить слой припоя к нагретой поверхности, на которой припой должен начать расплавляться. 8. Удалить оставшийся флюс после остывания припоя с помощью воды и влажной ткани.

Виды медных труб и их использование
Наиболее часто встречаются в продаже два типа медных труб – не отожжённые и отожжённые. При формовке на производстве происходит потеря эластичности, которая необходима в некоторых производствах, домашних конструкциях. Эластичность возвращается материалам путем обжига при температурах до 700 °. Трубы из меди отожженного типа более дорогие, но эластичнее и позволяют выдерживать высокие перепады температур. Однако существует определенный недостаток – потеря прочности изделия, которая теряется в процессе нагрева до температур, близких к плавлению.
Неотожженные трубы не гнутся, но намного прочнее. При соединении медных стыков используются фитинги, процесс соединения происходит методом пайки. Различная толщина стенок позволяет выбрать изделие по параметрам прочности и теплоотдачи. Отожжённые материалы реализуются бутами от 25 до 50 метров соответственно, как правило, такие медные трубы поставляются меньшим диаметром. Негнущиеся материалы продаются прогонами различной длины.
Выбор газовой горелки
В зависимости от необходимой мощности горелки могут иметь:
- одноразовый баллон;
- стационарный баллон;
- ацетилено-кислородную систему.
Для профессиональных горелок используется только твердый припой. Бытовые модели предназначены для мягкого припоя. Полупрофессиональные горелки могут работать с любым типом припоя. Смесь в газовом баллоне может различаться в зависимости от вида пайки.
Для пайки с мягким припоем можно использовать электрический термофен с предельной температурой в 650 градусов. Преимущество этого инструмента в возможности сохранять постоянную температуру плавки и менять ее при необходимости. Специальные насадки помогают сосредотачивать поток горячего воздуха на требуемом участке трубы.
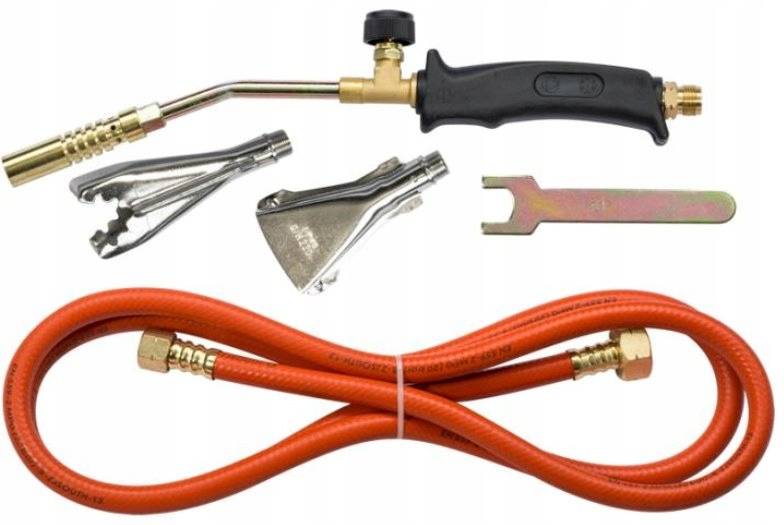
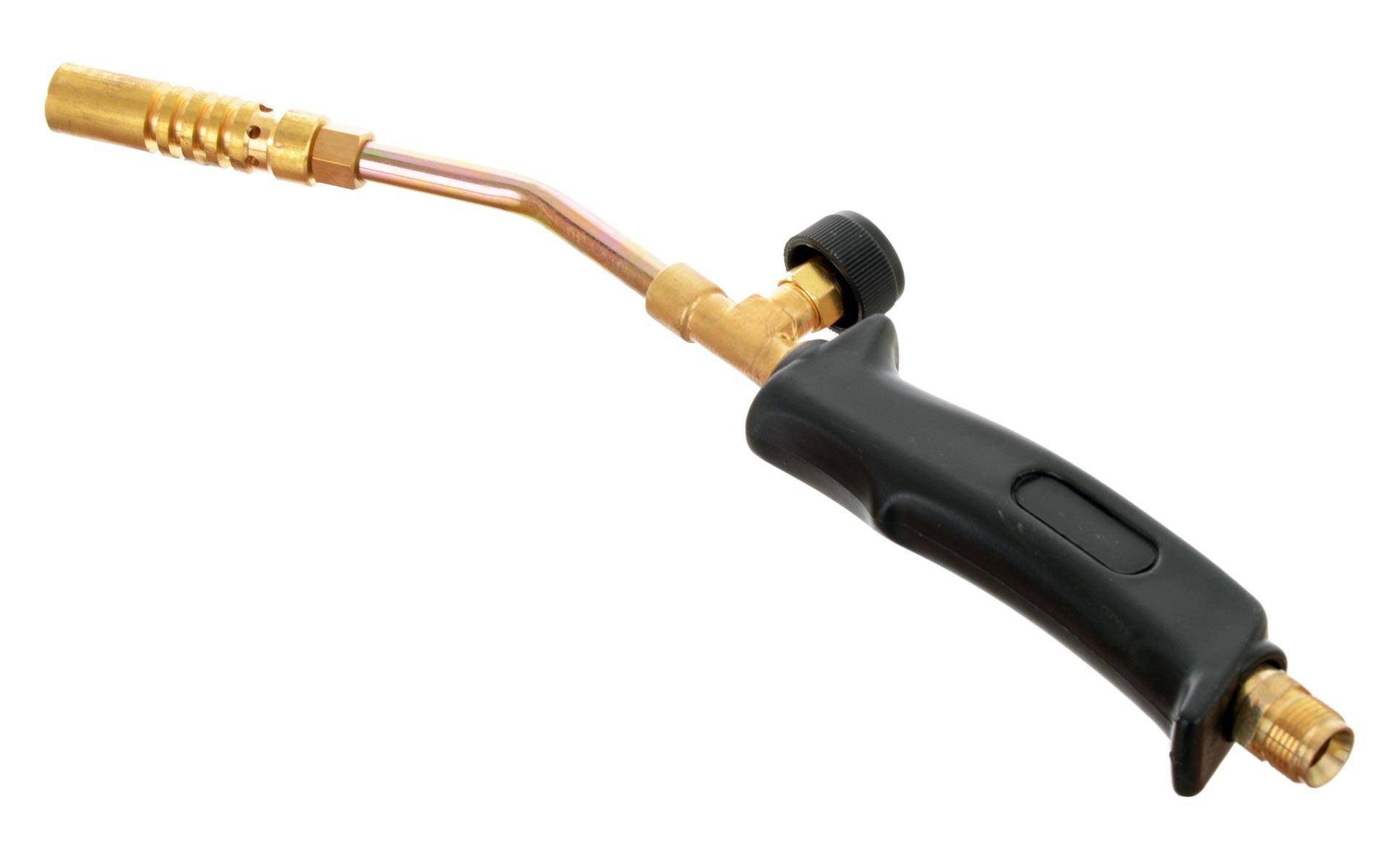
Разновидности ручных горелок
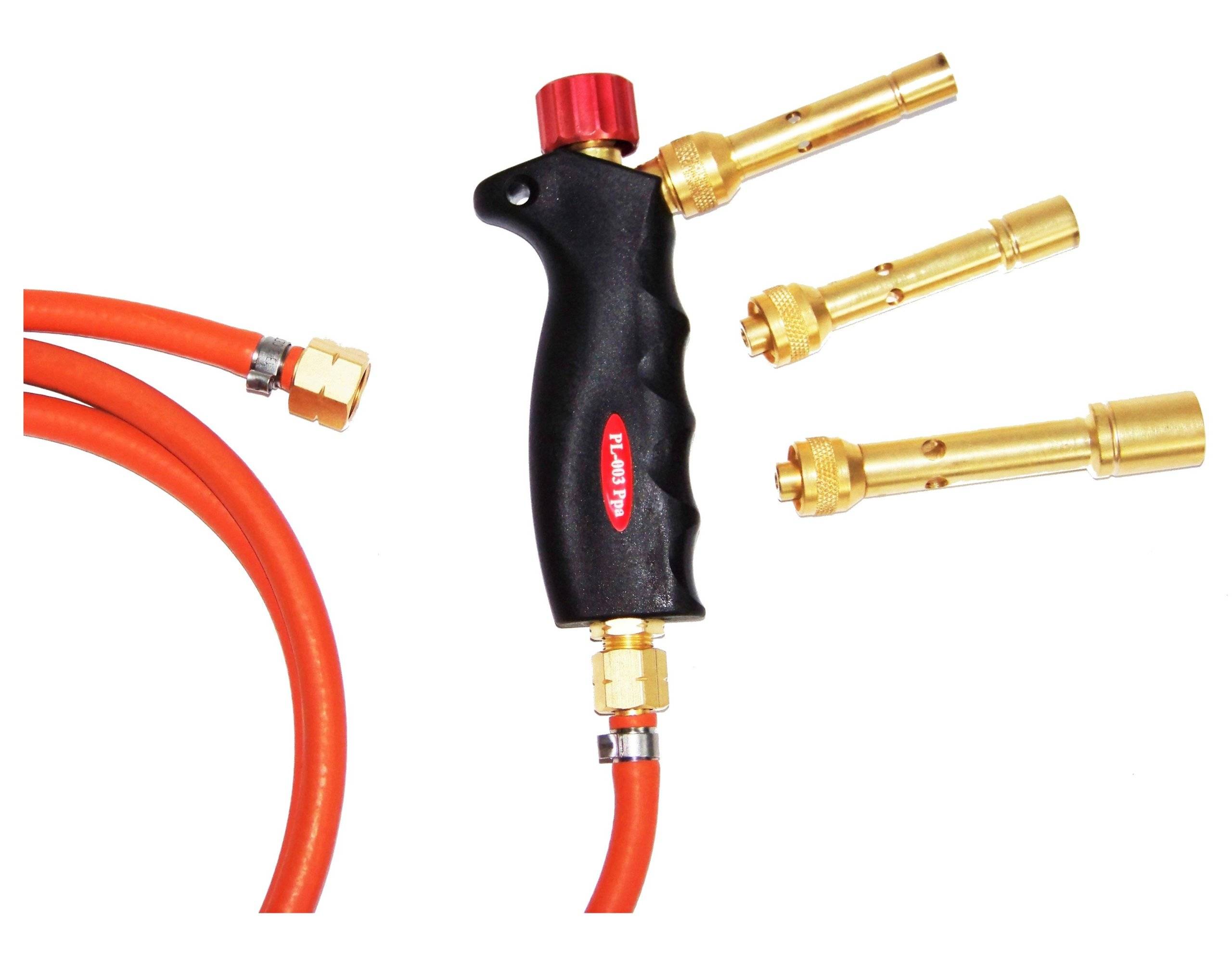
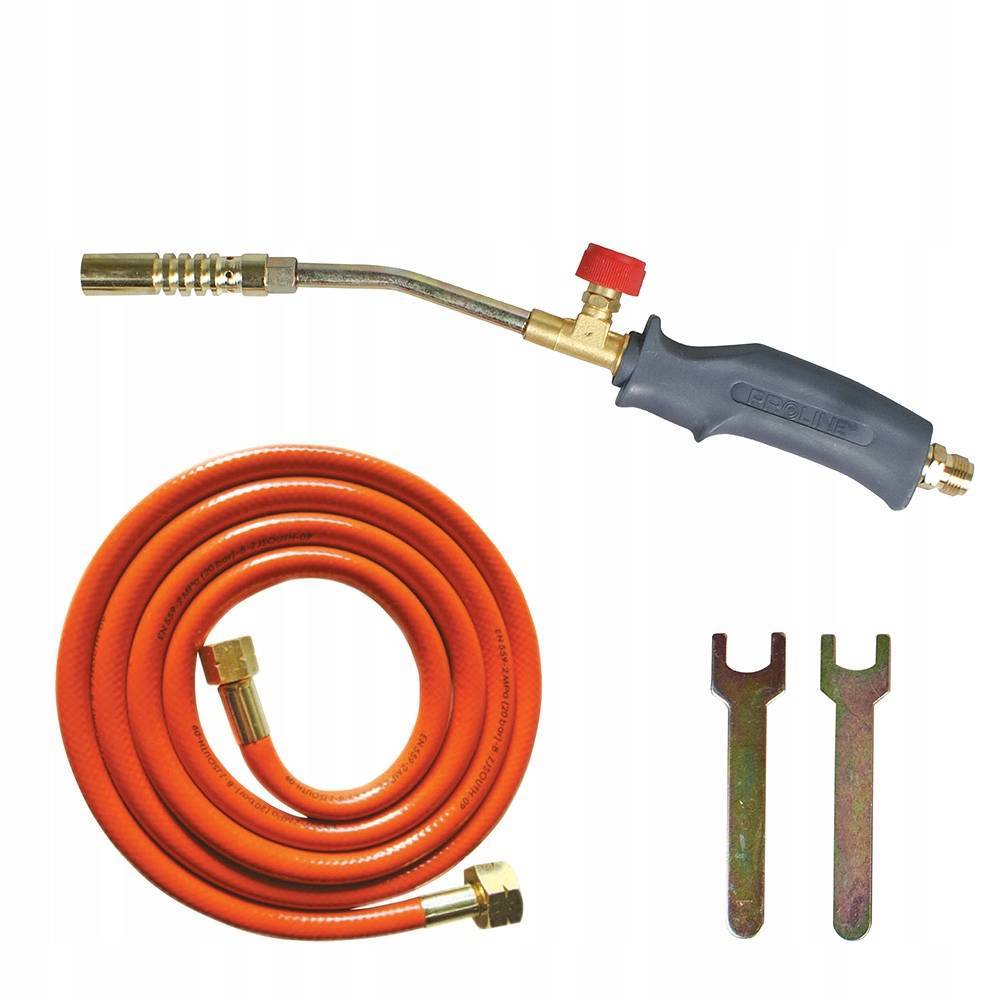
Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
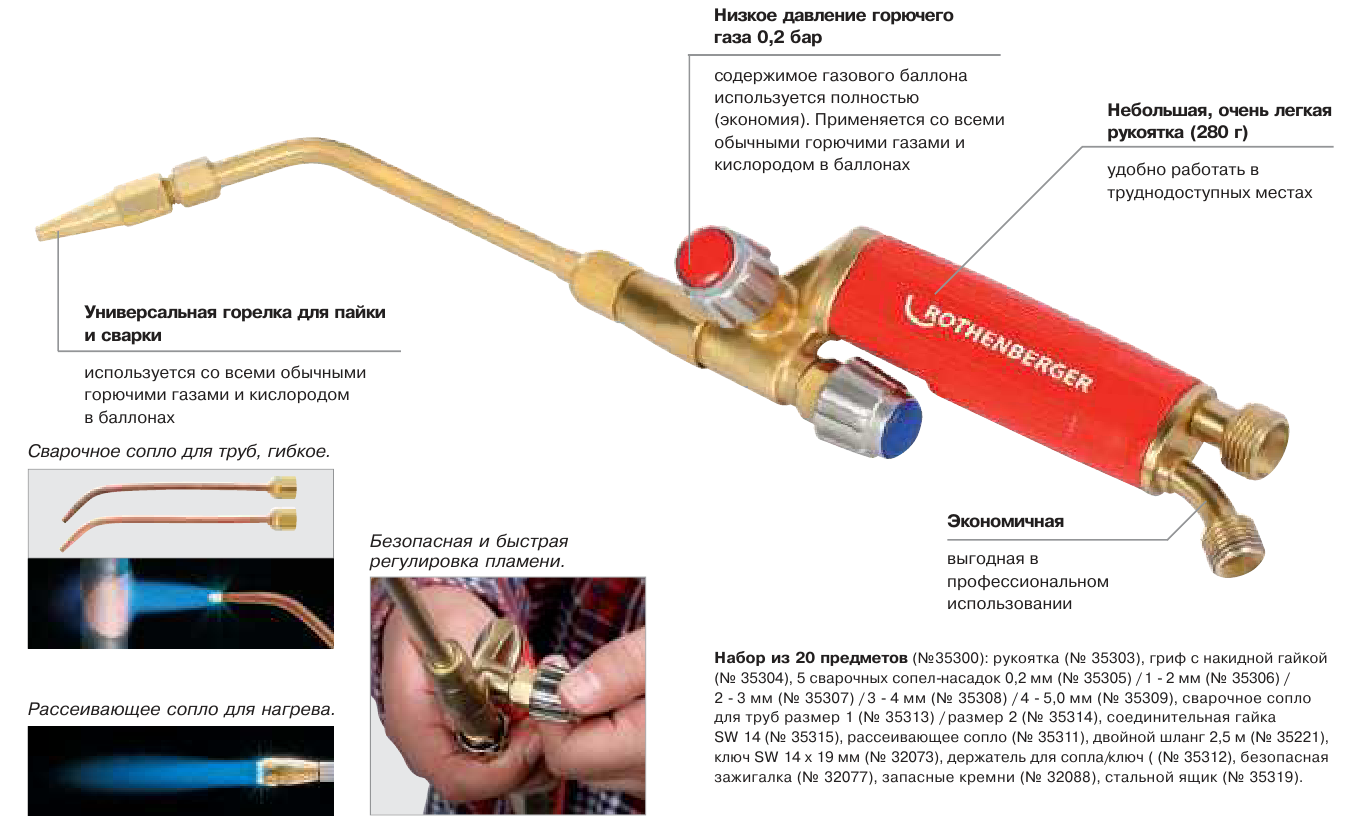
Функционал устройства дает возможность настраивать мощность огня, а мобильность позволяет легко переносить его на любые расстояния. Набор из пяти сопел позволяет управлять скоростью нагрева металла. Блокирование подачи газа при помощи обратного клапана делает горелку достаточно безопасной. Ручные горелки не нуждаются в дополнительном источнике питания. Многие виды горелок дополнительно снабжены отражателем, который позволяет предотвратить потерю тепла и сохранить равномерность прогрева изделия из меди. Отражатель позволяет производить пайку в местах труднодоступных для других устройств.
Среди отечественных производителей горелок наиболее популярны устройства «Донмет». У компании имеется обширный выбор ручных горелок с различными видами газового топлива и приемлемой ценой. К примеру, горелка ГЗУ имеет множество насадок различных размеров и работает на смеси пропанокислорода. Также есть модели с экономным расходом газа и возможностью работы с твердыми и мягкими типами припоя.
Зарубежные горелки различны по уровню цены. Из бюджетных вариантов можно выделить горелку китайского производства Kovica KS-1005 KIT с одноразовым цанговым баллоном. Обычно цена на них не превышает 1000 р.
Из популярных и более дорогостоящих брендов можно выделить горелки Roflame Piezo для пайки при низких температурах. Они стоят около 3000 р. Горелка на пропане Virax, имеющая пьезоподжиг обойдется в 4000 р. Европейские модели Castolin выпускаются с баллонами на бутане и газе MAPP. Стандартная горелка этой фирмы имеет цену в 1500 р. и более. Модели, имеющие кнопку фиксирования пламени, сменные сопла и регуляторы давления стоят от 2200 р.







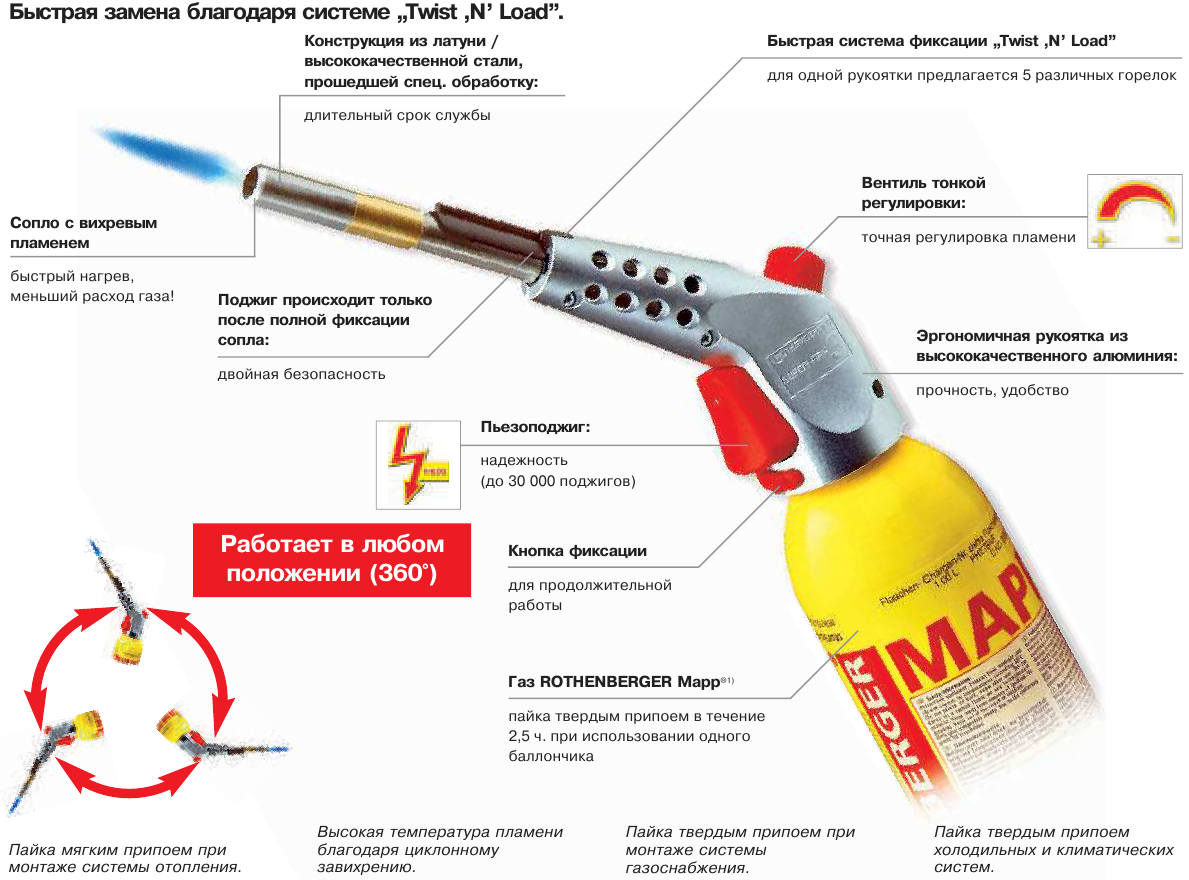
Горелка Super Fire 3 от компании Rothenberger, работающая на газе MAPP, имеющая пьездоподжиг и защитный клапан, в разных комплектациях будет стоить от 7000 до 9000 р. С ее помощью осуществляется пайка труб диаметром до 35 мм с мягким припоем. Трубы диаметром до 28 мм соединяют твердым припоем.
Итальянские горелки Kemper с одноразовыми баллонами, укомплектованные наборами сменных жал и насадками обойдутся в 1500 р. За такую же цену можно приобрести американские модели Bernzomatic. Тайваньские газовые горелки Dayrex-22 с температурой для работы 400-1300 градусов, стоят немного дороже. Они имеют в комплекте: припой, некоторое количество насадок и губку.
Немецкая компания Rems производит горелки для пайки при высоких температурах, с разнообразным составом газовых смесей, имеющие турбоподдув и самоподжиг. Модель Rems Blitz выдает точечный поток пламени в 1950 градусов и используется для мягкой пайки труб в 35 мм диаметром. Горелка модели Rems Macho использует в качестве топлива ацетилен и применяется для твердой и мягкой пайки труб с диаметром в 64 мм. Температура потока пламени у такой горелки достигает 2500 градусов. Данные горелки имеют высокое качество и экономичны в использовании, но и цена у них достаточно высокая — 10-13 тыс. руб.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках. Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.





