Разводка водяного отопления
Монтаж труб из полипропилена для отопления предполагает несколько видов соединения радиаторов.
Простейшая система водяного отопления частного дома – это последовательное соединение батарей между собой при помощи одной трубы – однотрубное отопление. Подача и отвод воды здесь работают по принципу конвекции (свободное движение воды на разнице температур). Такая система оправдана в небольших (до 100 кв. м), одноуровневых жилых помещениях.
В помещениях большей площади, или при желании хозяев регулировать отопление, монтаж разводки ведут двухтрубным способом. Здесь каждая батарея подключается двумя трубами и может быть перекрыта изолировано.
Для такого варианта потребуется принудительная циркуляция с помощью насоса.
Монтаж трубопровода
Монтаж трубопровода отопления в частном доме заключается в соединении отдельных элементов в единую систему. Выполняют следующие операции:
- раскладка элементов согласно схеме;
- сварка или пайка труб;
- соединение с помощью фитингов;
- присоединение отопительных приборов.
В виду того, что пластиковые материалы удлиняются при нагреве, устанавливают компенсаторы. Это петля из трубы, которую впаивают в трубопровод на длинных прямых участках. После завершения монтажных работ необходимо провести испытание под рабочим давлением.
Как спаять отопительный трубопровод
Как правильно спаять отопление из пропиленовых труб расскажем далее. При нагревании полипропилена до +260 градусов происходит его плавление, что позволяет соединять отдельные элементы. Это обеспечивается явлением полифузии – взаимопроникновением атомов. Получаем стык двух деталей, не разделенных границей.
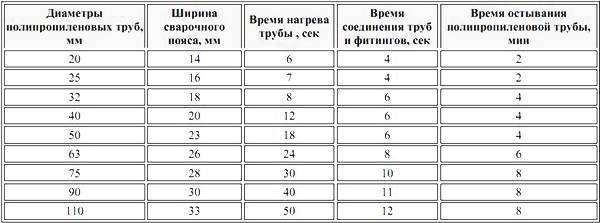
Паяльник выбирают в зависимости от вида пайки — стыковой, муфтовой или фитинговой. Он имеет насадки, на которые надевают отрезки соединяемых труб или трубу и фитинг. После нагрева их плотно соединяют и выдерживают 4-6 секунд Время нагрева и остывания соединяемых полипропиленовых элементов зависит от их диаметра. Данные приведены в таблице, которую можно найти в специальной литературе.
Крепление трубопровода к стене
Крепление трубопровода к стене осуществляют с помощью клипс и хомутов. Клипсы обеспечивают неподвижность трубы вдоль оси.
Хомутом крепят к стене, размещая трубы не ближе 20 мм от нее. Крепежные детали располагают на расстоянии не более полутора метра друг от друга. В местах поворота или разветвления труб устанавливают дополнительный крепеж.
Крепление радиаторов
Радиаторы навешивают на металлические кронштейны, входящие в комплект поставки, и закрепленные к стене дюбелями. Их толщина зависит от веса батареи. Чугунные элементы дополнительно опирают на ножки.
Схемы отопления из полипропилена для частного дома
- однотрубная или двухтрубная;
- двухтрубная с горизонтальной разводкой;
- двухтрубная с вертикальной разводкой;
- коллекторная.
Однотрубная схема предусматривает прохождение жидкости в одну сторону. Она применяется при последовательном соединении радиаторов. В двухтрубной модели есть линия обратного движения.
Двухтрубная схема с горизонтальной разводкой
В данной схеме полипропиленовые трубы расположены вдоль стены чуть выше уровня пола, что делает их малозаметными и не нарушает эстетику помещения. Это обычная двухтрубная система с нижней разводкой. Чаще всего радиаторы отопления установлены по периметру комнаты.
Схема вертикальной разводки
Вертикальная компоновка используется при отоплении усадебных домов в 2 этажа и более. Нагретая жидкость транспортируется между этажами по стоякам. Компоновка может быть по отношению к радиатору верхней или нижней. Верхняя модель чаще применяется при естественной циркуляции. На каждом этаже можно сделать горизонтальную схему распределения тепла. В данном случае устанавливают один стояк, по которому теплоноситель будет передаваться на каждый этаж.
Использование распределительного коллектора
В модели отопления с принудительной циркуляцией часто устанавливают коллектор. В нем от основного стояка отходит гребенка из труб, их количество равно числу потребителей тепла. На каждой полипропиленовой трубе имеется отдельный вентиль, который отключает определенную линию. Такая система позволяет равномерно распределять тепло, при необходимости снижать температуру в частном доме.
Недостаток – высокая стоимость монтажа, так как увеличивается длина трубопровода и количество фитингов. Однако эксплуатировать ее удобно, есть возможность отдельно отключить поврежденный участок. Сложные коллекторы оборудованы приборами автоматики, которые регулируют температуру теплоносителя, отключают систему при аварийной ситуации.
Одним из способов отопления жилища является водяной теплый пол. Полипропиленовые трубы повсеместно используются для его устройства. Систему водяного подогрева полов подключают к основной отопительной сети.
Организация отопления усадебного дома является сложным процессом. Для выполнения его самостоятельно нужно изучить способы и модели прокладки труб, выбрать подходящие материалы и арматуру. Не лишним будет ознакомиться с проектами отопления жилых зданий, близких по конструкции и размерам к вашему дому.
Просмотров: 1 370
Инструкция на проектирование и монтаж полипропиленовых трубопроводов
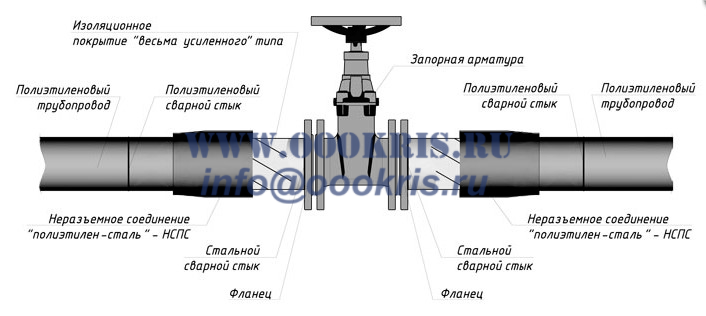
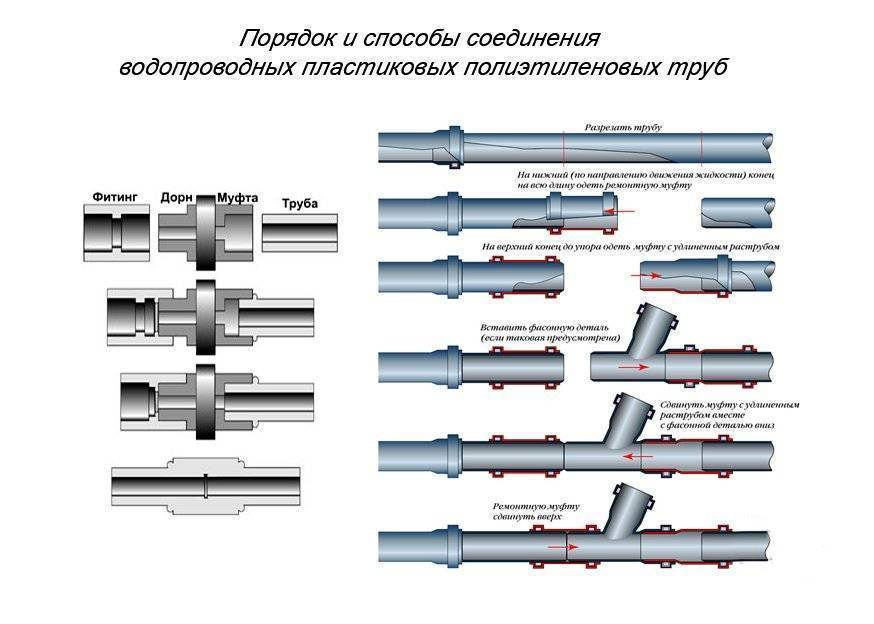
Трубы и фитинги, изготовленные из PPRC, могут применяться при прокладке технологических трубопроводов для транспортирования жидких и газообразных продуктов. В приложении приведены таблицы химической стойкости материала. Проектирование должно осуществляться в соответствии с «Инструкцией по проектированию технологических трубопроводов из пластмассовых труб СН-550-82», ОСТ 36-100.309-86, СББТ «Монтаж технологических трубопроводов. Требования безопасности» и другими нормативными документами. Запрещается прокладка трубопроводов из материала PPRC в помещениях, относящихся по пожарной безопасности к категориям А, Б, В. Нормы проектирования и монтажа трубопроводов для систем водоснабжения содержатся в СНиП -85 и в с водах правил СП и СП 40-102-200. Напорные трубы, предназначенные для внутренних водопроводов должны соединяться на сварке в раструб, разъёмные соединения предусматривают в местах установки арматуры, присоединений к оборудованию и для возможности демонтажа элементов трубопровода в процессе эксплуатации.
Трубы PPRC производимые из сырьевого материала Тип-3 PP-R (рандом сополимер) ввиду своей физической структуры имеют свойство удлиняться при высоких температурах и сокращаться при низких. Ввиду этого для трубопроводов длиной более 5 м необходимо учитывать правила расширения. Величина линейного расширения участка трубопровода L1 при открытой прокладке определяется по формуле: ∆L= α * L*∆t, где — ∆t расчётная максимальная разность температур (между рабочей и при его монтаже), α- коэффициент линейного расширения (α=0,15 мм/мК), L – длина трубы в метрах.
Таблица линейного расширения прямых труб PPRC
Если линейные изменения трубопровода должным образом не компенсируются, то есть, если нет возможности удлинять или укорачивать трубопровод, в стенках трубы концентрируются дополнительные напряжения растяжения или сжатия, сокращающие срок эксплуатации трубопровода. У полипропилена для компенсации линейных изменений используется гибкость материала. Помимо компенсации на изгибе трубопроводной трассы используются изгибающие компенсаторы. Подходящим способом компенсации является тот, при котором трубопровод отклоняется в прямом направлении от первоначальной трассы, а на этом перпендикуляре оставляется свободная компенсационная длина, которая обеспечит то, что при расширении прямой трассы не возникнут значительные дополнительные напряжения тяги и давления в стенке трубы.
Инструкция изготовления компенсатора для труб PPRC.
Особенности технологического процесса сварки
 Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
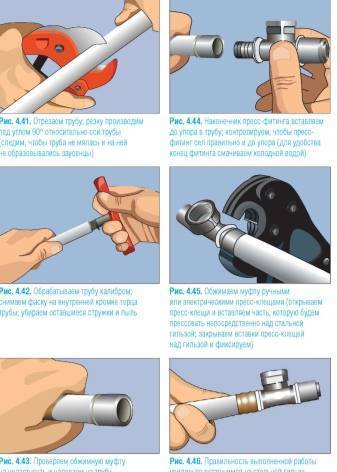
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы
Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
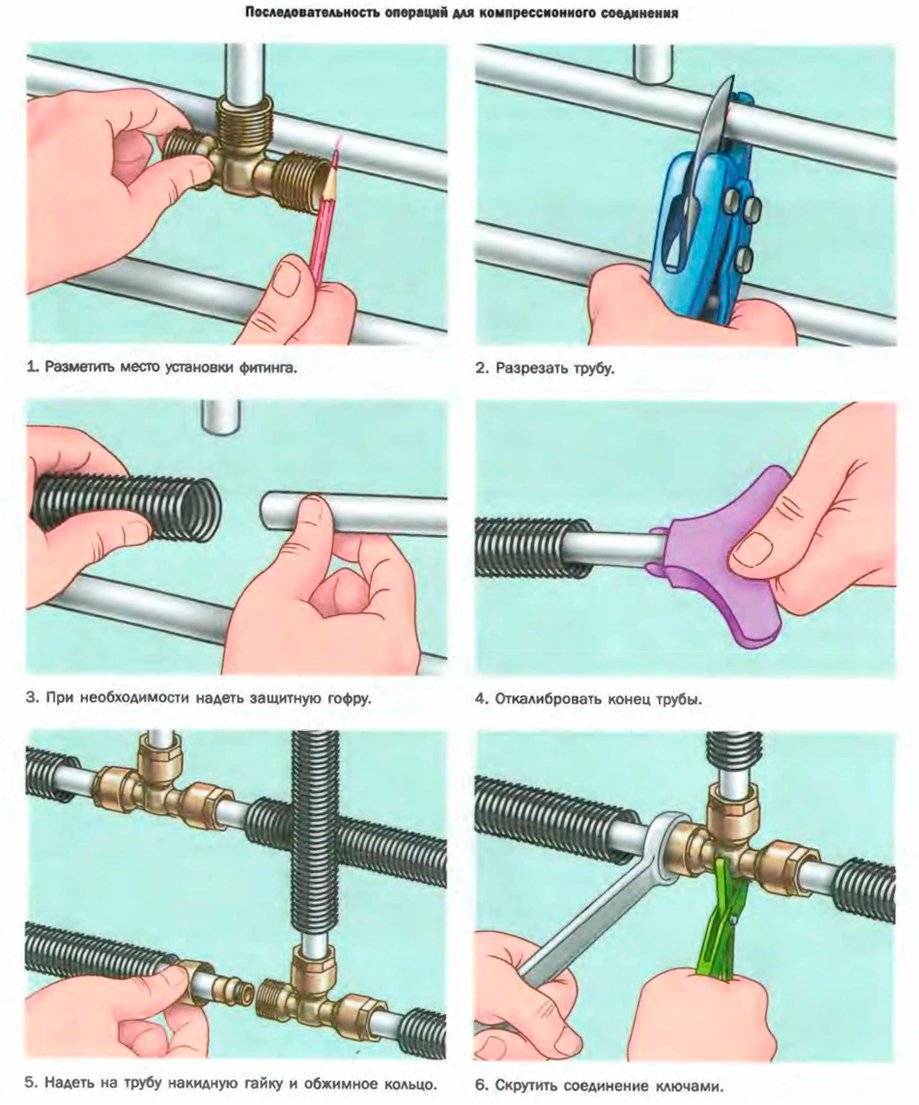
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.





 На фото таблица с данными для сварки полипропиленовых труб
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь
Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр. Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба
Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
Как паять полипропиленовые трубы в труднодоступных местах
Если верить производителям, то срок эксплуатации труб из полипропилена составляет более 45 лет, что делает их наиболее востребованными сегодня в системах водоснабжения и отопления. Но нужно отметить, что такой срок службы возможен только при соблюдении оптимальных условий. Например, при температуре среды со знаком «минус» напор в системе должен быть высоким, а при высокой температуре – низким. В других условиях срок службы труб будет составлять не более 5 лет. Стоит отметить, что в имеющихся бытовых условиях практически всегда наблюдаются оптимальные условия для работы полипропиленовых труб, поэтому возникнуть проблем с ними не должно.
Виды полипропиленовых труб
По внешнему виду трубы из полипропилена можно разделить на элементы с черным, серым, а также белым или зеленым покрытием. Причем трубы черных оттенков наименее подвержены действию ультрафиолета. Благодаря большому сроку их службы можно трубы из полипропилена устанавливать как внешне, так и внутри стен. А чтобы знать, как правильно сделать выбор труб отопления, необходимо ознакомиться с их классификацией:
- трубы PN10 чаще всего применяют для систем холодного водопровода, а также при монтаже «теплого пола» с температурой не более 45 °C;
- трубы PN16 хороши в системах холодного трубопровода с высоким напором, а также в системах центрального отопления, где наблюдается несколько низкий напор;
- трубы PN20 являются универсальными, потому как применяются как в системах холодного, так и горячего водопровода с температурой жидкости до 75 °C;
- трубы PN25 производители дополнительно укрепляют, поэтому они незаменимы при установке в системах с высоким напором.
Как правильно паять полипропиленовые трубы
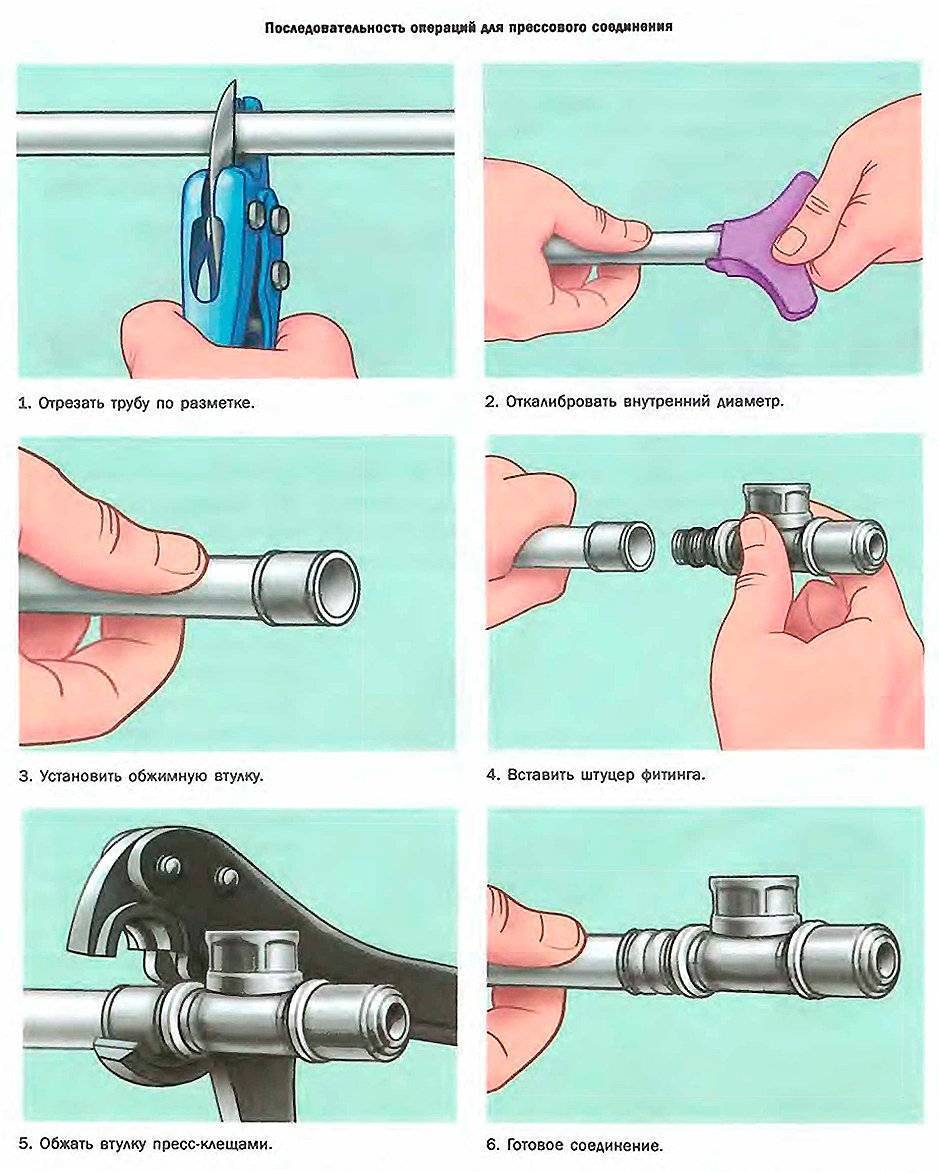
Для монтажа труб из полипропилена поперечной длиной до 6 сантиметров своими руками обычно применяют зажимный или раструбный метод пайки (см. видео). И тот, и другой способ предусматривает использование специальной вспомогательной детали – зажимного устройства. Для соединения труб с резьбой чаще всего применяют фитинги. Паять полипропиленовые трубы большого диаметра, т.е. более 6 сантиметров, рекомендуется методом стыка, который не требует применения дополнительных элементов и поэтому является более надежным.
Для пайки полипропиленовых труб поперечной длиной до 4 сантиметров можно использовать ручной сварочный аппарат, а для соединения труб большого диаметра, т.е. больше 5 сантиметров, – устройство с центрированными приспособлениями. Соединяются части труб между собой путем нагрева при помощи насадок сварочного аппарата. Паяльник устанавливается обязательно на горизонтальной поверхности и закрепляется. Специальные насадки для полипропиленовых труб нужного размера в нем должны быть зафиксированы еще до его нагревания. Температура нагревания аппарата обычно доходит до 260 °C за 12-14 минут.
Нужно отметить, что паять трубы из полипропилена нельзя при слишком низкой температуре воздуха, ведь это очень влияет на качество соединений. Например, при слишком высокой температуре среды температура нагревания должна быть несколько уменьшена, а при низкой – наоборот увеличена. Первая сварка труб должна проводиться только через 5 минут после полного нагрева аппарата, а по окончанию каждой пайки механизм должен очищаться от ненужных остатков.
Пайка в углах
Трубы из полипропилена для пайки в углах должны обрезаться своими руками только под углом 90 градусов (см. видео). Кроме того их концы должны зачищаться и обезжириваться. Для того чтобы обеспечить плавное прохождение труб в углах во время пайки используют зажимное устройство или фитинги. Глубину вхождения труб в них обозначают еще перед началом работ. Чтобы паять трубы их вместе с угловой насадкой помещают в сварочный аппарат и нагревают до необходимой температуры. В конце пайки трубам дают время на остывание. Особенно это касается элементов с негрубыми стенками, которые могут легко деформироваться.
В труднодоступных местах
Работать с трубами из полипропилена своими руками в труднодоступных местах достаточно сложно, так как требуется точность движений. При получении хоть малейших искривлений, особенно для элементов большого диаметра, необходима их срочная замена. Во время пайки аппарат для сварки постоянно должен находиться во включенном состоянии, а нагрев отдельных труб должен проводиться одновременно, как на видео.
Недостаточный их нагрев может привести к тому, что качество соединения будет низким, что в свою очередь приведет к поломке системы в будущем. Перегрев труб из полипропилена при соединении в труднодоступных местах может привести к потере их формы и невозможности введения в зажимное устройство или фитинг.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.
Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
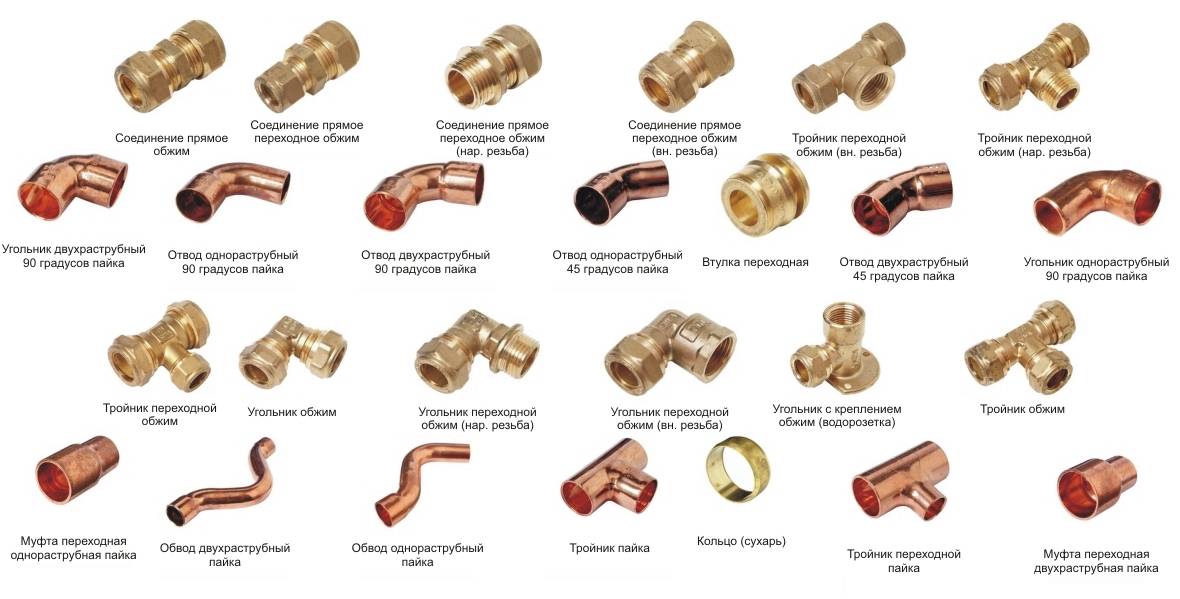
Необходимые вспомогательные элементы системы
При выполнении монтажных работ требуются не только полипропиленовые трубы для водопровода. Также могут понадобиться муфты, уголки, отводы, тройники, заглушки, крестовины, клипсы и хомуты. Предварительно созданная схема трубопровода поможет приобрести требуемое количество элементов
При выборе важно учитывать их размеры, диаметры и другие характеристики. Лучше подбирать фитинги одного производителя, того же, что и ПП труба
Трубы и фитинги для них должны быть одинакового диаметра
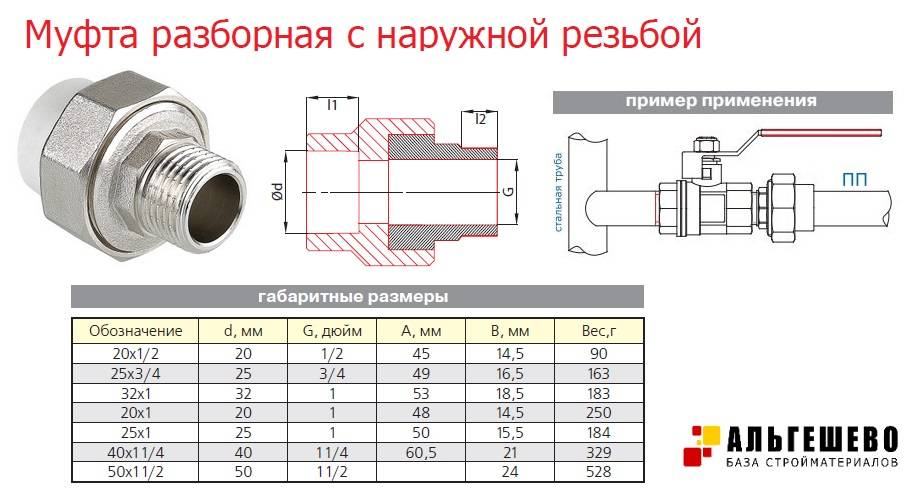
Муфты используются для соединения ровных отрезков труб либо при переходе на изделия другого диаметра. С помощью уголков можно организовать обход препятствий и установку трубопровода под необходимым наклоном. В точках перекрестного соединения элементов системы применяются крестовины.
Надежное крепление ПП труб к стене производится клипсами, фиксация стояка – металлическими хомутами с прокладками из резины. Их соединенные концы укрепляются болтами с гайками для увеличения жесткости. Клипсы могут использоваться как на прямых участках, так и в угловых соединениях. Если трубопроводы расположены друг над другом, то для их фиксации существуют двойные клипсы.
Что потребуется для проведения монтажных работ
Работа с полипропиленовыми трубами заключается в раскрое заготовок, подготовке торцевых кромок к монтажу, термической обработке элементов и формировании стыка. Реализация проекта требует наличия небольшого арсенала инструментов для пайки:
- измерительные приборы, слесарный угольник и разметочные материалы (карандаш, маркер);
- роликовый труборез или специальные ножницы;
- ветошь с обезжиривателем;
- аппарат для пайки тех или иных полипропиленовых труб;
- плотные перчатки с антискользящим покрытием.
Набор для монтажа полипропиленового трубопровода
Режущий инструмент должен быть удобным, исправным. Лезвие проверяют на наличие дефектов, заточку. Если есть возможность – исправляются недостатки, если нет – приобретают новые ножницы





Важно также отслеживать перпендикулярность реза, который должен быть чистым и ровным. Подобные требования исключают применение ножовочного полотна (пила, лобзик) или болгарки
Ножницы для резки полимерных изделий
Чтобы обеспечить герметичное и надежное соединение между полипропиленовыми заготовками, необходимо подготовить рабочие кромки. Процесс включает устранение пыли, грязи, заусенцев, влаги, а также обезжиривание поверхностей. Для этого можно использовать готовый общестроительный состав или спирт (этиловый, изопропиловый).
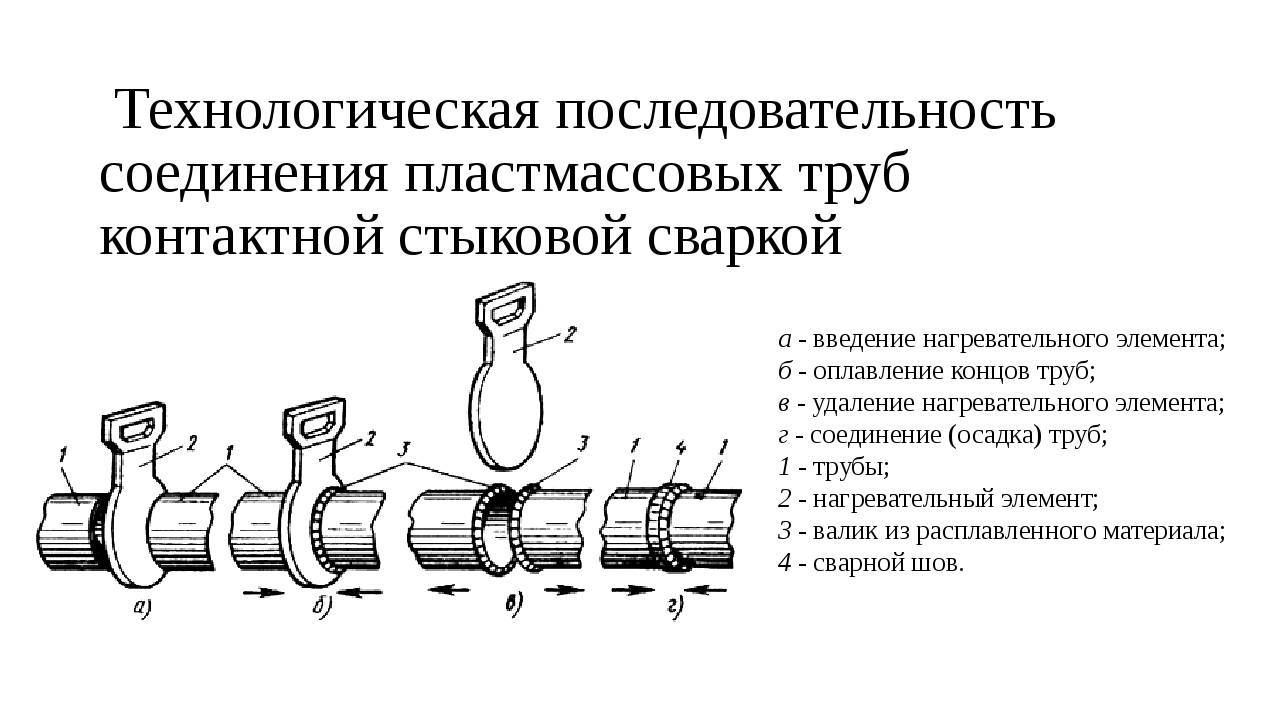
Для масштабных проектов с трубами большого диаметра применяют механическое, электрогидравлическое оборудование. В состав таких приборов входят станина, блок управления, захваты с уплотнителем, торцеватель, дисковый нагревательный элемент, динамометр. Фиксация, смещение и корректировка положения полимерных заготовок осуществляется передвижными центраторами. Они управляются вручную посредством рычага. Другой вариант предусматривает наличие гидравлического привода.
Установка для стыковочной сварки
Сварочный аппарат для работ с трубами малого диаметра и толщины конструктивно представлен подставкой, ручкой, блоком регулировки, нагревательным элементом в виде зауженной пластины (мечевидный) или штыря (цилиндрический). К последним крепят специальные насадки (гильза-дорн) различных диаметров. Как правило, допустима установка одновременно нескольких сменных снастей (под отверстия или в виде хомутов), чтобы проводить беспрерывный монтаж магистралей из разноразмерных каналов. Для крепления деталей в комплектацию входит шестигранный ключ.
Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
Схемы подвода теплоносителя
Главной проблемой в работе батареи является неравномерная теплоотдача. Горячая вода менее плотная, поэтому поднимается вверх радиатора, так как вытесняется более плотной холодной.
Подводят теплоноситель к регистрам разными способами. Поэтому стоит подробно разобрать самые распространенные:
- нижняя подводка;
- верхняя;
- диагональная;
- боковая.
С виду подключение полипропиленовых труб соответствует названию способа подводки: при нижней подводке они подсоединяются к регистру снизу, при верхней — сверху и т.д.
Правда вода протекает в самом регистре иначе.
Каждый способ подсоединения также предусматривает использование определённых конструкционных решений для всего контура отопления. Иногда требуется ставить расширительный бачок, в некоторых случаях — электронасос для нормального движения теплоносителя, в определённых случаях – устанавливать и то, и другое. В зависимости от вертикальной или горизонтальной разводки, техническое помещение необходимо размещать над или под отапливаемой комнатой.
Верхняя подводка
В радиаторе отопления предусмотрен верхний и нижний горизонтально идущий коллектор, а также вертикальные каналы, соединяющие между собой эти два коллектора.
При подсоединении труб верхняя часть регистра греется сильнее нижней.
Проще говоря, установленная перемычка увеличивает теплоотдачу.
Если перемычки нет в регистре, то используют диагональную подводку: подающая труба подсоединяется к вверху батареи, а обратка — к низу.
Нижняя подводка
Это способ подводки является самым простым. Котёл отопления размещают на цокольном этаже или в подвале дома, от него труба подачи идёт вверх к расширительному баку, от которого обустраивают разгонный или стартовый участок трубы. Он должен быть расположен выше первой батареи на 1,5 м и более. Подающая труба подсоединяется к низу регистра, а с другой стороны, к нему подсоединяется обратка. Так последовательно подсоединяют остальные батареи к системе.
Последняя батарея в цепи должна быть выше котла не больше чем на 3 метра.
Оптимальным решением считается установка электронасоса, а также байпасов и запорной арматуры на каждом регистре отопления.
Соответственно, необходимо делать систему с уклоном.
Благодаря байпасам и запорным кранам можно будет отремонтировать или заменить вышедшую из строя батарею без отключения всего контура отопления. За счёт них вы сможете отключить любой проблемный участок.
Это требуется для нормальной работы системы и качественного отопления помещений.
Этап второй. Сварка полипропиленовых труб
Сварка полипропиленовых труб
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.
Сварочный аппарат
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Ножницы для резки полипропиленовых труб
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Ошибки при сварке полипропиленовых труб встык
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Таблица технологической паузы
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Процесс сварки полипропиленовых труб
Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.
Сварка полипропиленовых трубСварка полипропиленовых труб
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший сварочный аппарат стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
- термальную пасту для компьютеров;
- утюг старой модели;
- болт, шайбу к нему;
- электрическую дрель;
гильзу (насадку) нужного диаметра.
Последовательность действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.







Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология пайки идентична описанной выше.
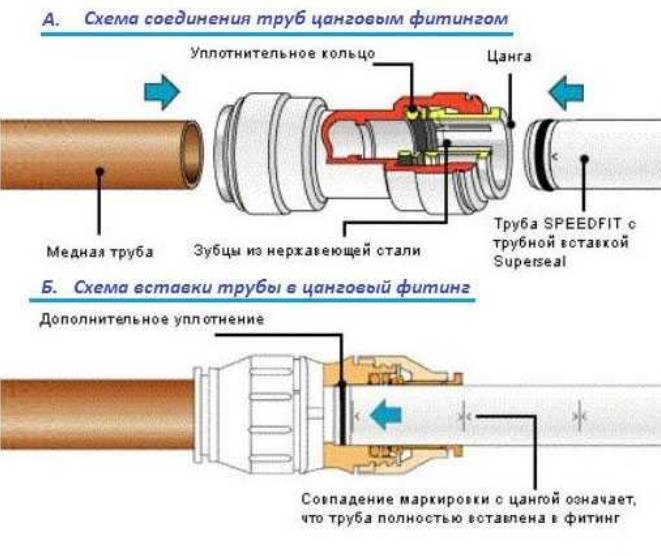
Возможные ошибки при выполнении работ
В случае введения полипропиленовой трубы в фитинг не до упора при их совмещении, между внутренней частью фитинга и торцом трубы остается некоторый промежуток. В готовом трубопроводе это место представляет собой участок с большим внутренним диаметром и меньшей толщиной стенки, чем первичная труба.
В неправильно смонтированных трубах давление будет низким, а напор воды в кране — слабым
По этой причине эксплуатационное расчетное давление такого участка будет ниже, чем остального трубопровода.
Немаловажным также является усилие, с которым совмещаются полипропиленовая труба и фитинг при нагреве. При излишнем его применении между концом трубы и внутренней частью фитинга выдавливается большой грат. Это создает препятствие на пути движения жидкости в готовой водопроводной системе.
Перед началом эксплуатации водопровод проверяется на герметичность. Его подвергают давлению, которое в 1,5 раз превышает номинальное (однако, не ниже, чем 0,15 МПа). Система заполняется водой и с помощью насоса оно повышается, контролируя его значение манометром
Особое внимание уделяется стыкам. Если какой-либо стык дает течь, то он вырезается и устанавливается новый элемент, после чего процедура проверки повторяется
Проектирование и прокладку водопровода можно выполнить своими руками. Технические характеристики полипропиленовых труб позволяют установить качественную систему с долгим сроком службы.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.