Ориентировочные значения для скорости резания, смазочно-охлаждающая жидкость и передний угол
Данные о применяемых плашках
| Обрабатываемый материал | Скорость резания Ориентировочные значения в м/мин | Смазочно-охлаждающая жидкость | Передний угол | Применяемые плашки | |
| Конструкционная сталь | St 37-2, St 50-2 и т.д. | 8-12 | Масло для смазки и охлаждения режущего инструмента | 17-22° | (HSS) |
| Автоматная сталь | 9SMn28, 9 SMnPb28 и т.д. | 10-14 | Масло для смазки и охлаждения режущего инструмента | 17-22° | (HSS) |
| Цементируемая сталь | С 15, Ск 15, 16МпСги т.д. | 6-10 | Масло для смазки и охлаждения режущего инструмента, специальное масло | 17-22° | VA, LL, HSS-азотиро-ванная |
| Улучшенная сталь | С 35 РЬ, С 45 и т.д. | 5-8 | Масло для смазки и охлаждения режущего инструмента, специальное масло | 13-18° | VA, LL |
| Нержавеющая и кислотостойкая сталь | X12CrMoS 17, X12CrNiS 188 и т.д. | 4-6 | Специальное масло | 13-18° | VA, LL |
| Чугун | GG 15, GG 25 | 5-8 | Масло для смазки и охлаждения режущего инструмента, керосин | 8-12° | GG-HSS-азотиро-ванная |
| Латунь, дающая короткую стружку Ms 58 | CuZn 39 РЬ2, CuZn 40 РЬ2 | 20-30 | Масло для смазки и охлаждения режущего инструмента | 3-7° | MS |
| Латунь, дающая длинную стружку Ms 60 | CuZn 20, CuZn 37 | 12-18 | Масло для смазки и охлаждения режущего инструмента | 10-15° | MS |
| Обрабатываемый материал | Скорость резания Ориентирвочные значения в м/мин | Смазочно-охлаждающая жидкость | Передний угол | Применяемые плашки | |
| Бронза | CuSn 8 | 5-8 | Масло для смазки и охлаждения режущего инструмента, эмульсия | 8-12° | BZ |
| Медное литье | G-CuSn5 Zn Pb | 7-11 | Масло для смазки и охлаждения режущего инструмента, эмульсия | 8-12° | RG-HSS-азотиро-ванная |
| Медь | E-Cu 57, SF-Cu | 11-15 | Масло для смазки | 23-28° | си |
| Сплав алюминия, дающий длинную стружку | AICuMg 1, AIMg3Si | 15-25 | Специальное масло, керосин | 23-28° | ALU |
| Сплав алюминия, дающий короткую стружку | GD-AISi8 Cu3, GDAISi 12 | 8-12 | Специальное масло, керосин | 13-18° | VA |
Длинная заходная часть:
Если заготовка позволяет работать с длинной заходной частью, то достигаются лучшие результаты резания прежде всего при использовании материалов, сложно поддающихся резанием. Мы поставляем по желанию клиента плашки с различной длиной заходной части.
Подточка
Подточка способствует свободному сбегу стружки. Стружечная канавка таким образом не забивается.
В результате обработанная поверхность имеет высокое качество и срок службы инструмента возрастает.
Машинные плашки должны иметь подточку. Плашки HSS поставляются, начиная с размера резьбы Ø 3 мм с подточкой. Все плашки VA и LL поставляются, начиная с размера резьбы Ø 2 мм с подточкой.
Плашки GH
Срокслужбы плашкекс затыловочным шлифованием может в несколько раз превышать срок службы обычных плашек. Момент резания меньше и прилипание отполированных поверхностей также уменьшается. Мы изготавливаем эти плашки с резьбой 0≥16 мм. Цены по запросу.
Высокопроизводительные плашки VA и LL изготовлены из высоколегированной быстрорежущей стали (HSSE), полученной методом порошковой металлургии. Они предназначены для нарезания резьбы на стальных изделиях до 1200 N/mm2, а также на изделиях из нержавеющей и кислотостойкой стали, улучшенной стали, цементируемой стали и т.д. Такими плашками обрабатываются также стали, хорошо поддающиеся обработке резанием, например, автоматная сталь. При использовании данных плашек достигается существенно больший срок службы или более высокая скорость резания по сравнению с плашками из HSS. Для других материалов мы поставляем HSSE-плашки с согласованной геометрией, например для медного литья (RG-HSSEa30TnpoBaHHafl), для латуни (MS-HSSE).
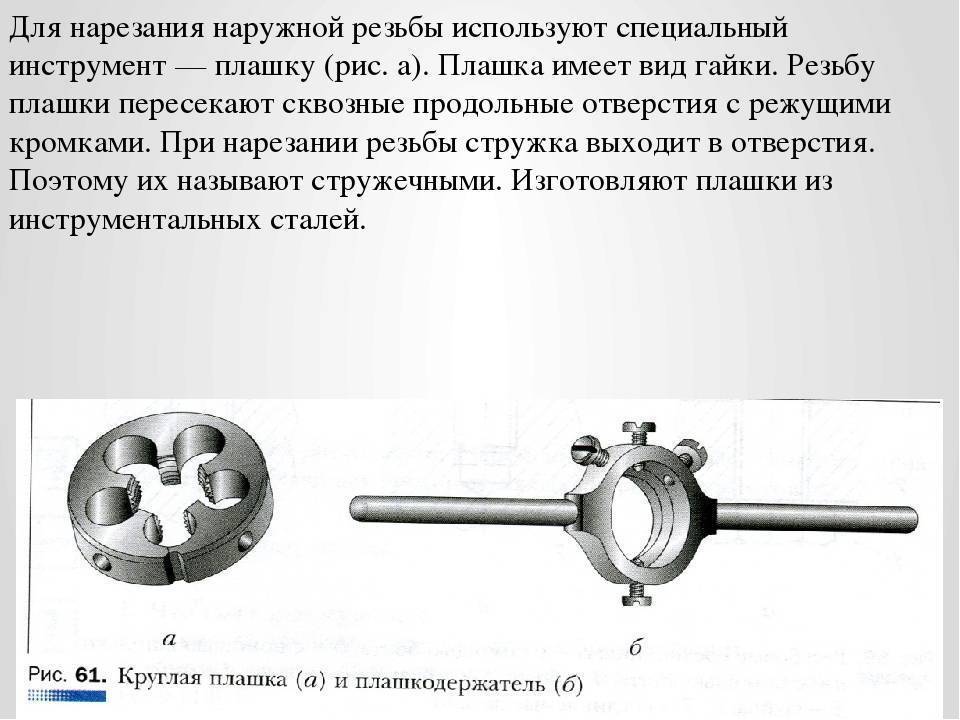
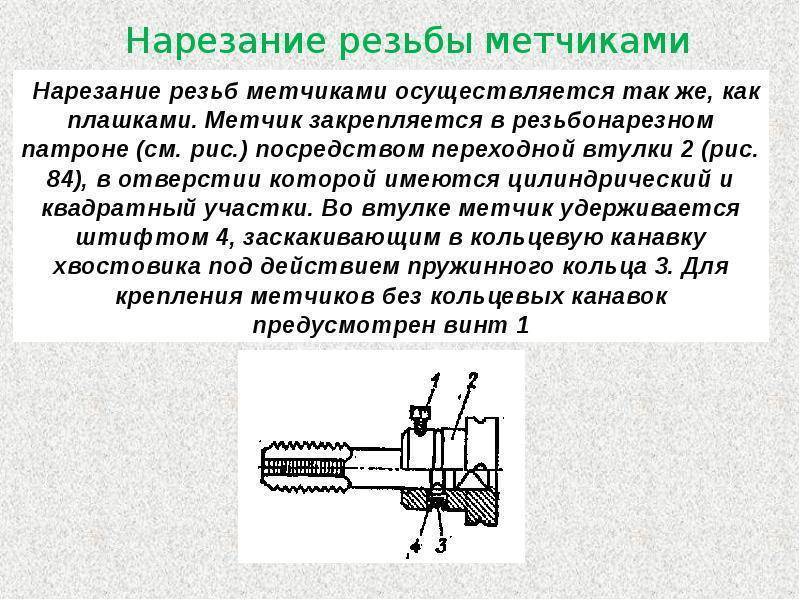
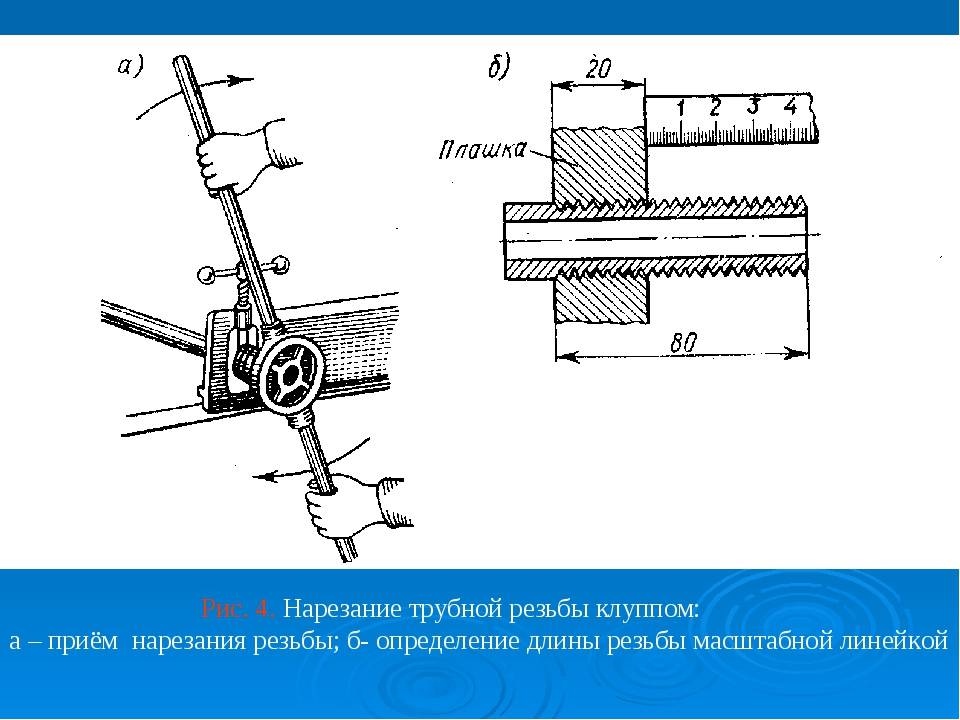
Что такое плашка и как ей резать резьбу.
Очень часто требуется нарезать внешнюю резьбу, для таких работ вам потребуется специальный инструмент — плашка, еще ее называют леркой. С помощью плашки вы без проблем нарежете резьбу на арматуре, любом другом цилиндрическом предмете, подправите ее на сбившемся болте. Попробуем разобраться с видами резьбы .
Плашка метрическая.
Метрическая резьба наиболее распространенная, она используется в винтах, болтах и прочем крепеже. Такие лерки обозначаются буквой М. Следующая цифра означает диаметр и шаг резьбы. То есть плашкой М16 режут такую же и резьбу. Стандартный шаг такой резьбы 2. Подробную таблицу диаметров и шагов резьб можно посмотреть в этой статье. Если вам нужно нарезать простую резьбу, то измерьте диаметр штыря, на котором планируется нарезать, лучше всего использовать стандартный шаг резьбы для выбранного диаметра, поскольку это облегчит покупку гаек в будущем.
Плашка трубная
Трубная резьба существенно различается от метрической, в первую очередь это количество витков, она заметно крупнее и измеряется не в сантиметрах, а в дюймах. Наиболее частые размеры плашек 1/2″, 3/4″, 1″, более реже 1 1/4″ и 1 1/2″ и совсем уж редкие большие плашки на 2 и более дюймов. Трубные плашки бывают 2 видов: стандартная(J) и коническая(К). Чаще в хозяйстве используют стандартную цилиндрическую резьбу, коническую более редко. Коническая плашка имеет более глубокий заход, ей нарезать легче, она заметно толще. Фото стандартной трубной плашки на 1/2 дюйма.

Статья по теме — клупп для нарезки резьбы на трубах. Прочитав данную статью, вы сможете узнать, чем лучше нарезать резьбу на трубе, плашкой или клуппом.
Очень часто люди ищут необычные размеры плашек для всяких там китайских светильников и другой техники, это, как правило размеры 3/8″, 5/8″, найти такие плашки в продаже получается не всегда. Ситуация осложнается тем, что человек даже не знает, какая резьба на болте — трубная или метрическая. Это можно исправить, воспользовавшись штангенциркулем и резьбомером. Если ровный четный диаметр и шаг резьбы совпадает с шагом метрического резьбомера, то вполне вероятно, что ваша резьба метрическая. Также еще один прием, как узнать резьбу на болте — проверить ее с помощью плашки, накрутив ее прямо на болт. Попросите в магазине продавцов, чтобы они помогли подобрать плашку и все дела.
Еще на заметку: Нужна внутренняя резьба? Тогда вам нужен метчик.
На данный момент плашки продаются в большинстве своем китайские, они не сказать, чтобы плохие, но заметно отличаются от советских, которые сохранились со времен Совдепа. Они самые лучшие, отлично режут металл, не тупятся, служат очень долго. А если увидите советский знак качества, то не раздумывая покупайте ее, она самая лучшая. Все-таки умели раньше делать инструмент, советские сверла(лучше всего кобальтовые сверла) и прочий металлорежущий инструмент ценятся мастерами выше, чем импортные, пусть даже самые дорогие.
Для того, чтобы нарезать внешнюю резьбу с помощью плашки вам понадобится собственно плашка и специальный вороток, в котором лерка закрепляется. Стоит заметить, что плашкодержатель — это универсальный инструмент, в него можно закрепить сразу несколько видов плашек. Например, хорошим спросом пользуются держатели м3-м10(можно закреплять лерки от м3 до м10), небольшие размеры наиболее часто нарезаются в домашних условиях. Если требуется больший диаметр, то следующий размер м10-м20(для лерок больших диаметров).
Как закрепить плашку в держателе. На плашке сбоку вы увидите специальные углубления для болтов, в них то и вставляйте болты воротка и крепко зажимайте.
Нарезая резьбу, соблюдайте простые правила — используйте бытовое масло(можно машинное), оно облегчает нагрузку на плашку, заметно легче резать с маслом, нежели без него. Крутить вороток следует медленно, стараясь не перекашивать. Помню как-то раз нарезали резьбу М10(нужно было сделать импровизированный болт длиной полметра), самое трудное было — это начать резьбу, в первый раз она у нас перекосилась, хорошо, что вовремя заметили. Так что при заходе выравнивайте плашку строго горизонтально. и вот когда мы закосили резьбу, то наша китайская плашка просто сломалась, не выдержать нагрузки. Мы взяли советскую и она справилась на отлично, когда крутили без масла, скрип стоял ужасный, однако все получилось. Вот вам налицо разница между импортной и советской.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
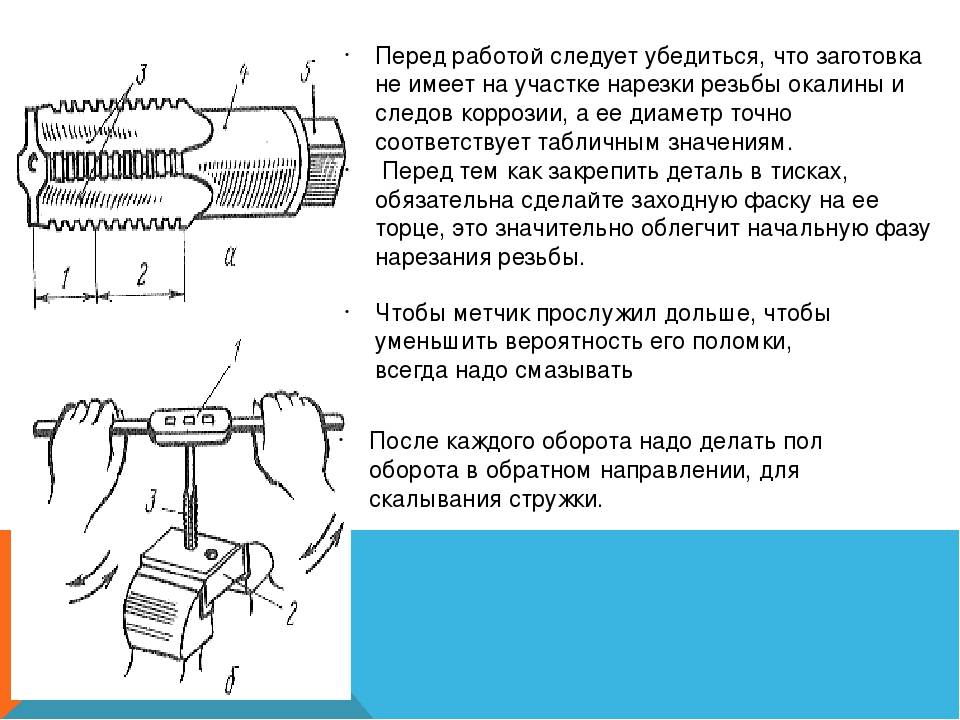
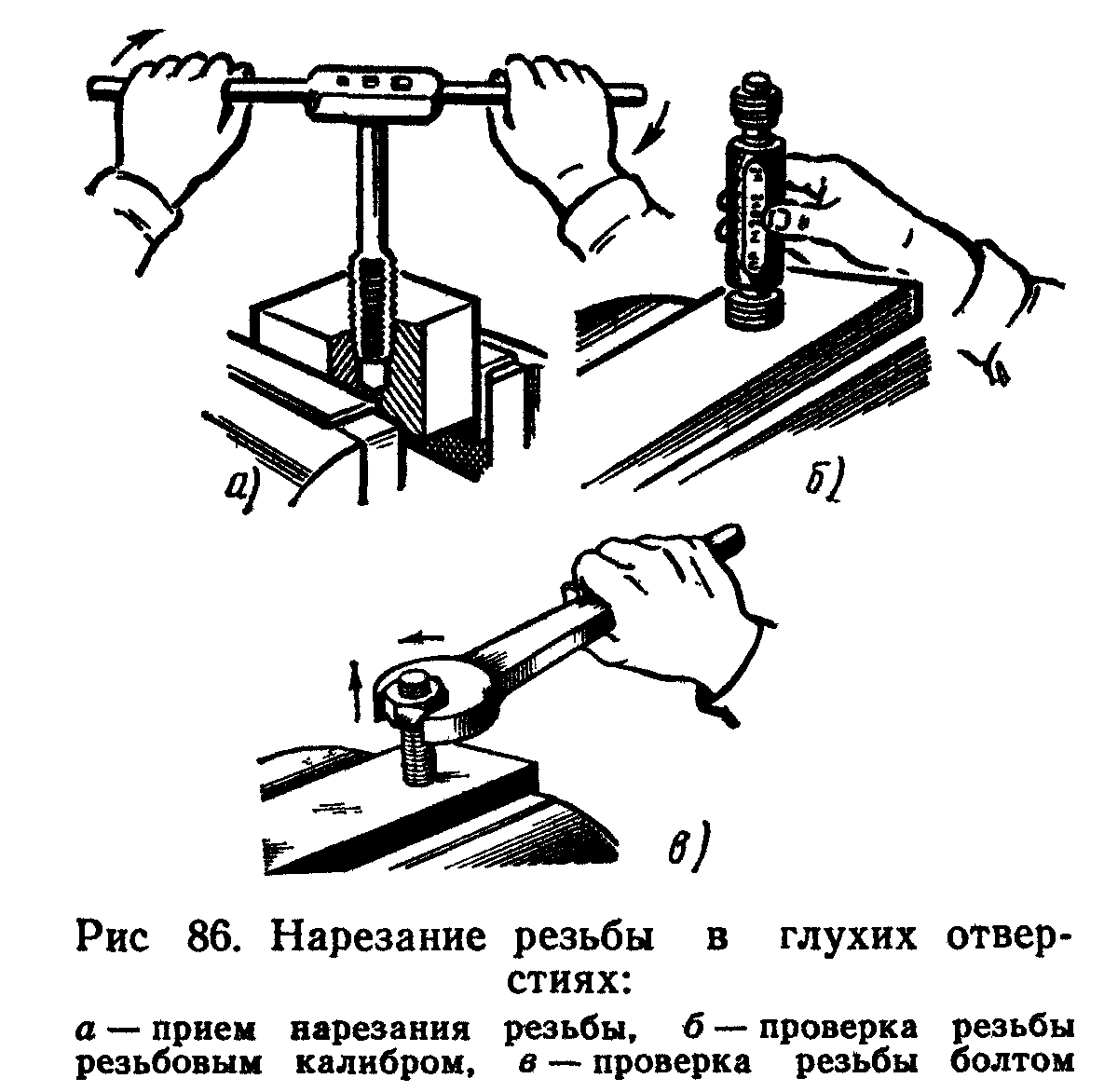
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
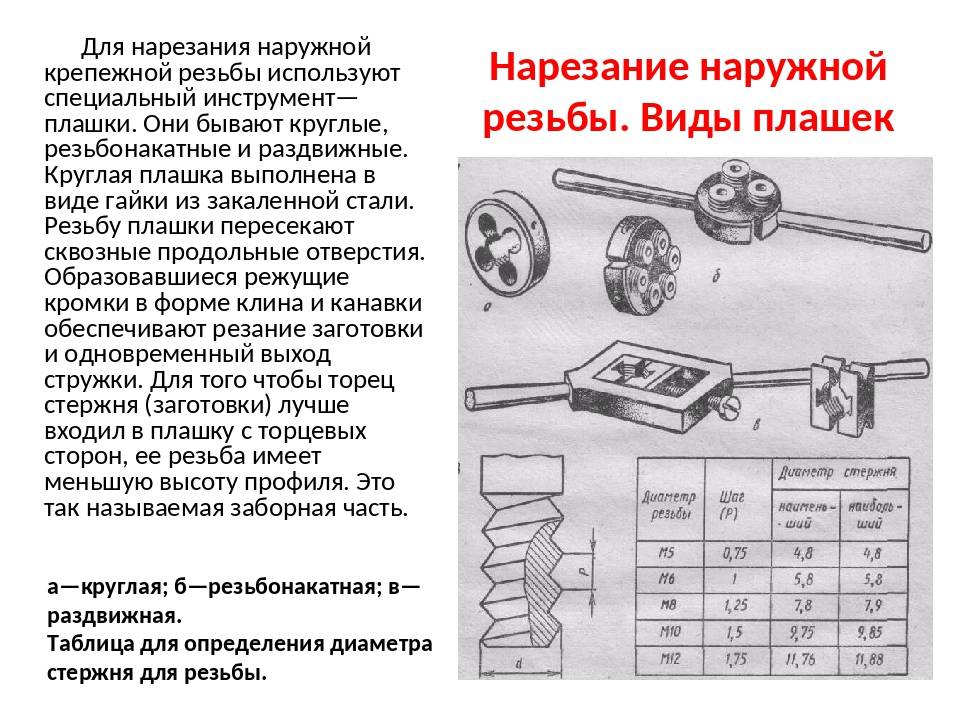
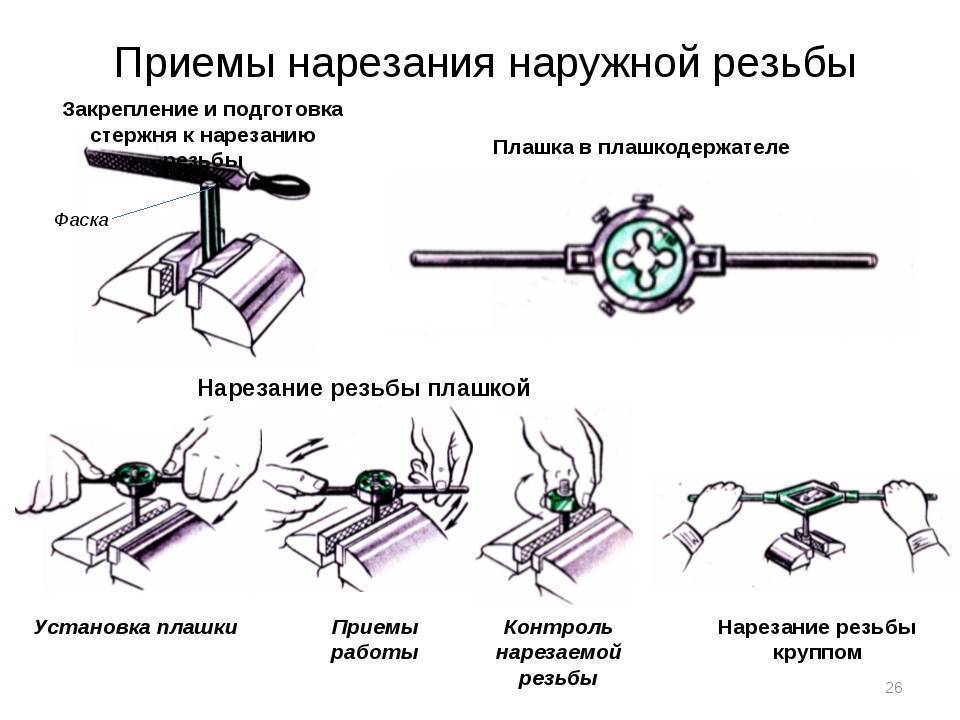
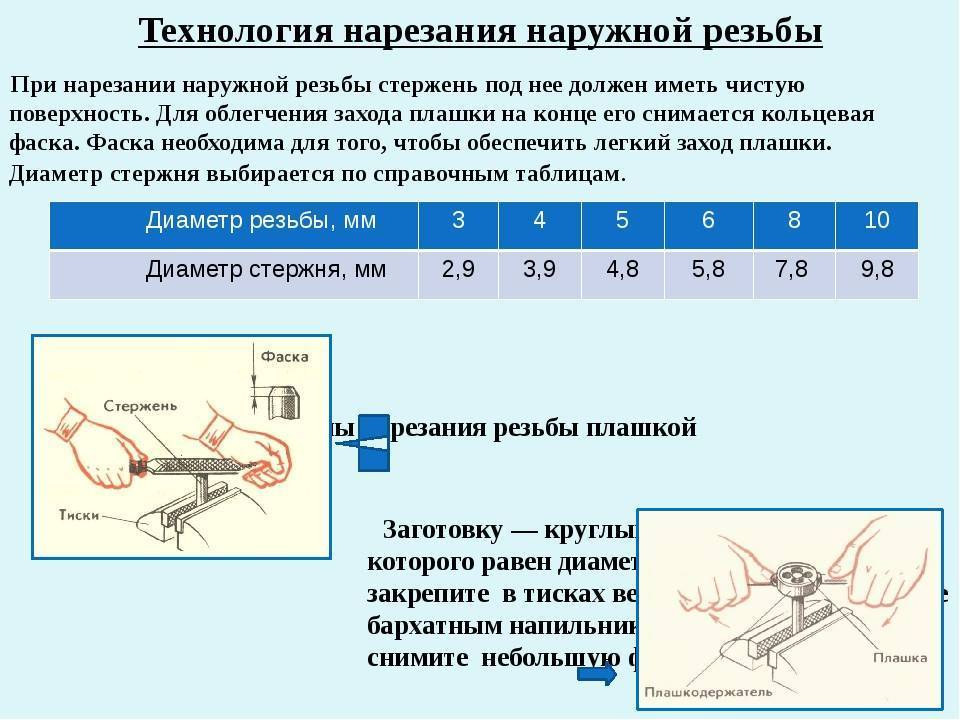
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
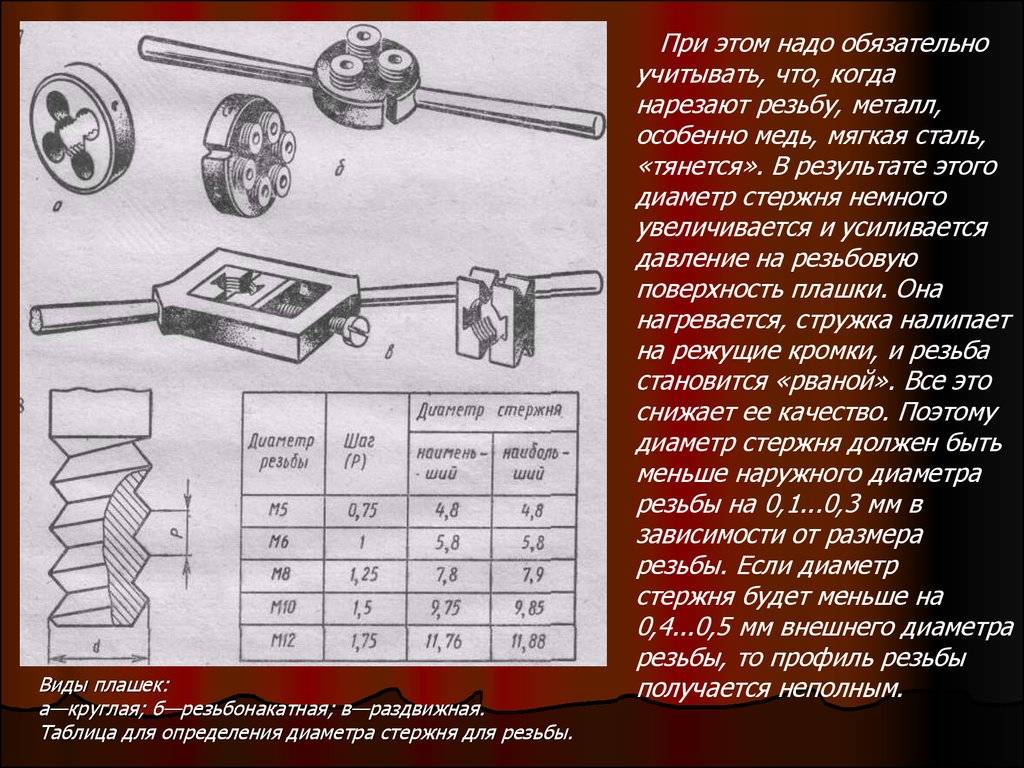
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
| Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.






Назначение
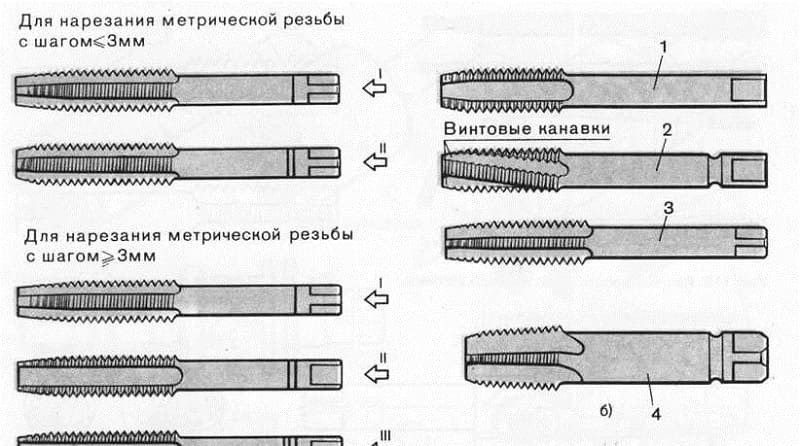
Режущие перья изготавливаются в виде зубьев, имеющих конфигурацию механических резцов, обладающих всеми элементами для обработки металла. Они режут основной шаг резьбы, располагаясь по всей окружности метчика. Канавки – это продольные проточки между режущими перьями.
Данные компоненты образуют кромки резания. Через них удаляется стружка, циркулирует охлаждающая жидкость. Метчики с наружным сечением до 20 миллиметров производятся с тремя канавками, более 20 и до 40 миллиметров – с 4-мя. Конструктивное устройство каждого предопределяется его функциональным назначением.
Практически, метчик представляет собой винт с канавками на наружных плоскостях. Метчик ГОСТ с винтовыми канавками намного приоритетнее своего аналога с прямыми канавками. Винтовая структура инструмента обеспечивают более благоприятные условия нарезки резьбы. Они предпочтительнее по следующим характеристикам:
- Нарезка сложных ниток.
- Особо точные работы.
- Высокое качество исполнения.
- Лучше отводят стружку.
- Испытывают меньшие температурные воздействия.
Итак, на какие виды делится метчик? Существует два больших направления:
- нарезание резьбы внутри детали;
- наружное нарезание: прогонки, плашки, винторезные доски.
- станочные;
- для ручных слесарных операций.
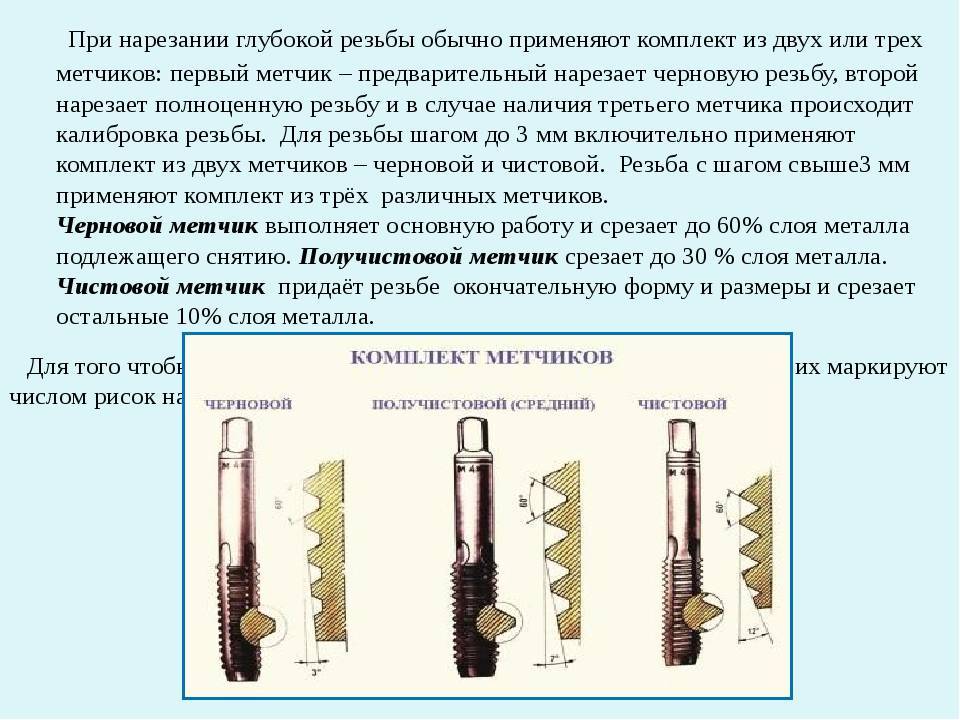
Промышленность производит наборы ручных изделий для нарезания ниток. ГОСТ на метчики для метрической резьбы регламентирует, чтобы любой набор включал два либо три инструмента.
Каждый должен иметь свое индивидуальное назначение. В комплекте они называются: первый, второй, третий.
Относительно расположения продольных канавок резьбонарезные инструменты классифицируются как винтовые и прямые.
Наиболее точная резьба получается тогда, когда ее выполняют винтом. Левая резьба нарезается метчиком с левой резьбой, и наоборот.
Инструменты, используемые для нарезания резьбы
Прежде чем приступать к выполнению работы, необходимо подготовить инструмент для нарезки резьбы на трубах, в состав которого входят следующие приспособления:
- рулетка, карандаш и штангенциркуль. Сборка трубопровода происходит по ранее подготовленной схеме. На первом этапе необходимо подготовить трубы определенной длины, указанной на схеме. Для разметки применяются рулетка и карандаш. Штангенциркуль используется для измерения диаметра труб и подбора нужного инструмента;

Рулетка и штангенциркуль для замера труб
Производить разметку труб надо предельно внимательно и аккуратно. Любая погрешность в измерении может привести к сбору неправильной конструкции, что приведет к необходимости повторного изготовления трубопровода.
- болгарка. Инструмент используется для нарезки труб по ранее нанесенной разметке. Вместо болгарки можно использовать ножовку по металлу;
Инструмент для нарезки металлических труб
- тиски. Нарезание резьбы на трубах должно производиться четко горизонтально. Для этого отрез трубы необходимо надежно зафиксировать;
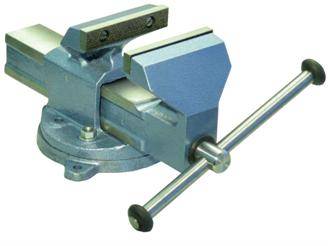
Устройство для фиксации трубы в определенном положении
- машинное масло и любой иной смазывающий материал. Нарезка резьбы на трубах вручную будет производиться гораздо легче, если инструмент и конец трубы смазать специальными средствами;
- очки для защиты глаз. Любая работа должна производиться, соблюдая все правила безопасности. При нарезке резьбы металлическая стружка может попасть в глаза и нанести им сильные повреждения, поэтому необходима защита в виде очков;
- инструмент для нарезания резьбы на трубах. Это может быть один из трех вариантов:

Набор клуппов для нарезки резьбы разной величины

Набор плашек и плашкодержатель

Инструменты для нарезки внутренней резьбы
Выбор инструмента должен основываться на виде резьбы и приоритете мастера. Для нанесения внешней резьбы используются плашки, которые устанавливаются в клупп или плашкодержатель. Чтобы нанести внутреннюю резьбу, применяются метчики.
ISO-Допуски на внешние диаметры резьб болтов 4 h, 6 g, 6 e
(Выписка из DIN 13, лист 15)
| 4h | 6 g для резьб свыше Ø резьбы 1,4 6 h для резьб свыше Ø резьбы 1,4 | 6е | ||||||||
| Номинальный диаметр резьбы, мм | Шаг, мм | Минимальный размер, мм | Максимальный размер, мм | Диаметр обточки, мм Контрольная цифра | Минимальный размер, мм | Максимальный размер, мм | Диаметр обточки, мм Контрольная цифра | Минимальный размер, мм | Максимальный размер, мм | Диаметр обточки, мм Контрольная цифра |
| 1 | 0,25 | 0,958 | 1,0 | 0,98 | 0,933 | 1,0 | 0,97 | 0,888 | 0,955 | 0,92 |
| 1,1 | 0,25 | 1,058 | 1,1 | 1,08 | 1,033 | 1,1 | 1,07 | 0,988 | 1,055 | 1,02 |
| 1,2 | 0,25 | 1,158 | 1,2 | 1,18 | 1,133 | 1,2 | 1,17 | 1,088 | 1,155 | 1,12 |
| 1,4 | 0,3 | 1,352 | 1,4 | 1,38 | 1,325 | 1,4 | 1,36 | 1,279 | 1,354 | 1,31 |
| 1,6 | 0,35 | 1,547 | 1,6 | 1,57 | 1,496 | 1,581 | 1,54 | 1,469 | 1,554 | 1,51 |
| 1,8 | 0,35 | 1,747 | 1,8 | 1,77 | 1,696 | 1,781 | 1,74 | 1,669 | 1,754 | 1,71 |
| 2 | 0,4 | 1,940 | 2,0 | 1,97 | 1,886 | 1,981 | 1,94 | 1,857 | 1,952 | 1,90 |
| 2,2 | 0,45 | 2,137 | 2,2 | 2,16 | 2,080 | 2,180 | 2,13 | 2,052 | 2,152 | 2,10 |
| 2,5 | 0,45 | 2,437 | 2,5 | 2,46 | 2,380 | 2,480 | 2,43 | 2,352 | 2,452 | 2,40 |
| 3 | 0,5 | 2,933 | 3,0 | 2,96 | 2,874 | 2,980 | 2,92 | 2,844 | 2,950 | 2,89 |
| 3,5 | 0,6 | 3,420 | 3,5 | 3,46 | 3,354 | 3,479 | 3,41 | 3,322 | 3,447 | 3,38 |
| 4 | 0,7 | 3,910 | 4,0 | 3,95 | 3,838 | 3,978 | 3,91 | 3,804 | 3,944 | 3,87 |
| 4,5 | 0,75 | 4,410 | 4,5 | 4,45 | 4,338 | 4,478 | 4,41 | 4,304 | 4,444 | 4,37 |
| 5 | 0,8 | 4,905 | 5,0 | 4,95 | 4,826 | 4,976 | 4,90 | 4,790 | 4,940 | 4,86 |
| 6 | 1 | 5,888 | 6,0 | 5,94 | 5,794 | 5,974 | 5,88 | 5,760 | 5,940 | 5,85 |
| 7 | 1 | 6,888 | 7,0 | 6,94 | 6,794 | 6,974 | 6,88 | 6,760 | 6,940 | 6,85 |
| 8 | 1,25 | 7,868 | 8,0 | 7,93 | 7,760 | 7,972 | 7,87 | 7,725 | 7,937 | 7,83 |
| 10 | 1,5 | 9,850 | 10,0 | 9,92 | 9,732 | 9,968 | 9,85 | 9,697 | 9,933 | 9,81 |
| 12 | 1,75 | 11,830 | 12,0 | 11,92 | 11,701 | 11,966 | 11,83 | 11,664 | 11,929 | 11,80 |
| 14 | 2 | 13,820 | 14,0 | 13,91 | 13,682 | 13,962 | 13,82 | 13,649 | 13,929 | 13,79 |
| 16 | 2 | 15,820 | 16,0 | 15,91 | 15,682 | 15,962 | 15,82 | 15,649 | 15,929 | 15,79 |
| 18 | 2,5 | 17,788 | 18,0 | 17,89 | 17,623 | 17,958 | 17,79 | 17,585 | 17,920 | 17,75 |
| 20 | 2,5 | 19,788 | 20,0 | 19,89 | 19,623 | 19,958 | 19,79 | 19,585 | 19,920 | 19,75 |
| 22 | 2,5 | 21,788 | 22,0 | 21,89 | 21,623 | 21,958 | 21,79 | 21,585 | 21,920 | 21,75 |
| 24 | 3 | 23,764 | 24,0 | 23,88 | 23,577 | 23,952 | 23,77 | 23,540 | 23,915 | 23,73 |
| 27 | 3 | 26,764 | 27,0 | 26,88 | 26,577 | 26,952 | 26,77 | 26,540 | 26,915 | 26,73 |
| 30 | 3,5 | 29,735 | 30,0 | 29,87 | 29,522 | 29,947 | 29,73 | 29,485 | 29,910 | 29,70 |
Лерки для машинного нарезания резьбы
В сравнении с ручным методом, заготовка при машинном формообразовании совершает винтовые движения, а плашка возвратно-поступательные. В данном случае лерки разделяются на неподвижные, когда монтируются прямо на столе, и подвижные, фиксируясь в ползунке станка.
В случае с неподвижными лерками рабочая область представлена 3 частями:
- Калибрующей, где происходит настройка главных параметров резьбы, после чего осуществляется плавный выход продукции из области резьбообразования;
- Профилирующей, где выполняется накатывание резьбы;
- Заборной, где начинается захват заготовки.
Подобный метод не позволяет развиваться сильным колебаниям, которые неизбежны по причине особенностей работы устройства: присутствие холостого хода, когда при захвате новой заготовки плашкодератель с ползуном возвращаются в первоначальное положение, и большая производительность (порядка 400 об/мин).
Подвижная плашка отличается менее сложной конструкцией. По длине ее приемная область в сравнении с диаметром заготовки достигает около 30-35 процентов. До нужного уровня профилирования профиль поднимается под углом 4-7 градусов. При обратном ходе ползуна случайный захват накатанной заготовки исключается за счет того, что длина подвижной лерки больше.
При помощи машинной плашки можно запросто нарезать как обыкновенные резьбы, так и более сложные профили, к примеру, резьбу для шурупов и саморезов, а также головки пресс-масленок. Для этого на формообразующем участке плашки создается особый гребень, где в канавках создается требуемое заострение конца фиксируемого элемента.
Как правило, плашки для машинной нарезки резьбы производятся предприятиями, занимающимися выпуском резьбонакатного оборудования. Из наиболее заметных компаний можно выделить бельгийскую Malmedie, японскую Sakamura и итальянские Sacma и Sima.
Помимо причисленных изготовителей, на рынке сегодня присутствует продукция из Тайваня и КНР, которая отличается меньшей стоимостью, однако механические свойства и эксплуатационные характеристики у них вызывают ряд вопросов!
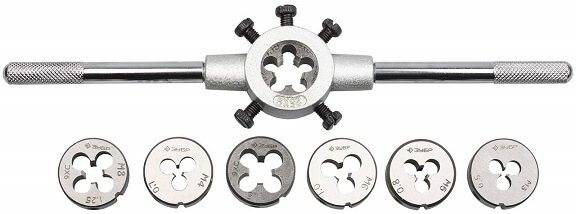
Подбор плашки для резьбы на болтовых соединениях и трубах позволит проводить работы по ремонту в домашних условиях, без необходимости вызывать слесаря. Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.
Фотография № 1: Метрические плашки для нарезания резьбы и вороток
Изделия производят из быстрорежущей стали Р18, Р9 либо легированной стали с маркировкой ХВСГ и 9ХС (идет на изготовление инструментов для работы по металлу). В продаже есть плашки различных форм: круглые, квадратные, трубные, шестигранные. По конструкции корпуса изделия бывают цельными, раздвижными и разрезными.
Еще одна классификация основана на способе нарезания резьбы:
- для круглой идет инструмент по ГОСТ 13536-68;
- цилиндрической на трубах — ГОСТ 9740-71;
- конической — ГОСТ 6211-81;
- дюймовой — ГОСТ 6111-52;
- метрической — ГОСТ 9150-81.
Наиболее часто у специалистов возникает необходимость купить плашки круглого формата. Они дают возможность выполнять резьбу за 1 проход. Сравните: инструменту раздвижного типа для достижения аналогичного результата требуется 3–4 прохода. Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Назначение устройства
Для соединения двух металлических труб пользуются сваркой или резьбовым соединением . Недостатком сварочного соединения является невозможность его разъединения при возникновении такой необходимости . При работе сваркой нужен опыт, так как соединение должно быть не только прочным, но и еще надежным . Наличие резьбы не требует применения сварочного аппарата, что упрощает процесс соединения двух труб . Такое соединение получается надежным, прочным, а также может в любой момент быть разъединено с помощью двух ключей .




Для соединения трубы при помощи резьбового соединения нужно выполнить нарезку резьбы . Для этого используется такой инструмент, называемый клупп. Его применение позволяет получить резьбу следующих диаметров:
- полдюйма;
- ¾;
- дюйм;
- дюйм с четвертью.
Преимуществом резьбового соединения является то, что при таком способе не нарушается цинковый слой, как при сварке. Это защищает трубу от негативного воздействия коррозии, продлевая ее срок эксплуатации. Применяется инструмент для получения прочного соединения водопроводных и паропроводных труб, которые выдерживают большие нагрузки по температуре и давлению.
Как выглядит рассматриваемое устройство
Трубный клупп является прототипом плашки, а точнее он произошел от лерки. Это упрощенный вариант режущей лерки, хотя имеются изделия, которые имеют достаточно высокую стоимость. Отличается изделие от лерки и плашки тем, что имеет разборную конструкцию. Плашка изготавливается полностью из прочной стали, а в клуппе из нее отливаются только резцы.

Чтобы обеспечить эффективную нарезку резьбы на трубе, в инструменте используются прочные резцы и держатель из обычного металла. К основным конструктивным элементам трубного клуппа относятся:
- Держатель, который играет роль основания. В держателе можно заменить резцы, так как конструкция является разборной.
- Резцы. Выпускаются различных диаметров, и подлежат замене в держателе при стачивании режущей кромки.
Конструкция простейшего изделия имеет форму направляющей с фиксаторами для резцов. Усилие прикладывается к ручкам, которыми оснащается устройство. Если рукоятки отсутствуют, то нарезка резьбы выполняется путем перемещения клуппа трубным или гаечным ключом.
Разновидности инструмента
Обычно в комплекте идет набор клуппов для нарезания резьбы разного диаметра, а выглядит комплектация следующим образом.

Резьбонарезной инструмент для труб классифицируют на следующие виды:
- Ручной резьбонарезной клупп. В движение изделие приводится двумя ручками или гаечными ключами. С помощью такого вида изделия удобно выполнять нарезку резьбы на трубах диаметром до одного дюйма.
- Ручной клупп с трещоткой. Трещотка позволяет осуществлять возвратно-поступательные движения режущим инструментом при выполнении работы. Преимуществом таких изделий является упрощение работы по получению резьбового соединения большого диаметра. Пользование таким прибором напоминает завинчивание гайки на болт с помощью ключа трещотки.
- Электрический инструмент. Посредством электрического устройства обеспечивается максимальный комфорт в работе. Использовать такой инструмент рационально только тогда, когда приходится ежедневно выполнять соответствующие работы в больших объемах.

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
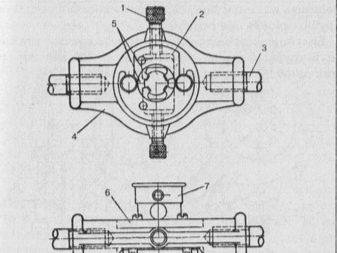
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
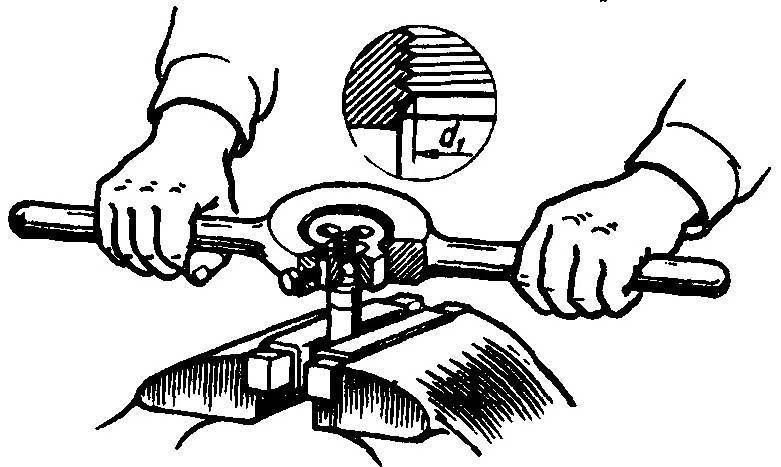
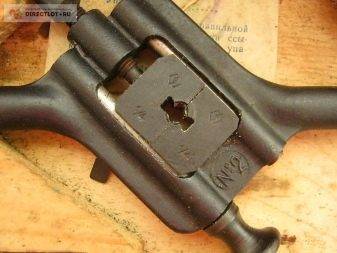
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Некоторые технические характеристики и отдельные виды плашек
Сразу нужно сказать, что все подобные инструменты используются только вместе со специальными держателями.
Такие зажимные инструменты, как правило, могут нормально функционировать сразу с несколькими диаметрами лерок. Например, один держатель используется сразу со всеми лерками диаметром до 1 см, такой же один держатель используется со всеми лерками диаметром от 12 мм до 24 мм, и такая же ситуация с инструментами с диаметрами от 27 мм до 42.






Инструмент для нарезки резьбы
Как уже было сказано ранее, есть инструменты, которые способны нарезать резьбу на трубе в метрической и дюймовой системе исчисления. Вышеуказанные размеры приведены для метрической системы. На корпусе всегда будет присутствовать маркировка в виде буквы «М». Полное же обозначение будет содержать еще и шаг резьбы, то есть 8,10 и так далее.
Выглядеть это будет так: М8, М33 и так далее.
Инструменты
Для осуществления работ нужно приготовить все необходимые инструменты и приспособления для нарезки. В каждом конкретном случае трубный резьбовой набор будет различаться по составу, но для ручного использования он состоит из плашек, клуппа и держателя с трещоткой. Состав набора также дополнительно комплектуется труборезом, газовым ключом, напильником, ножовкой, болгаркой, смазочными материалами и прочими инструментами. Для тех, кто не хочет работать по старинке классическим методом, существует альтернатива – электроинструмент.




Сама нарезка осуществляется с помощью плашек. Одни нарезаны только с одной стороны, другие – с обеих.
Для осуществления внутренней резьбы в состав комплекта также могут входить несколько метчиков с разными показателями глубины прорези. Одни предназначены для черновой обработки внутренней поверхности трубы, другие – для чистовой. Это оборудование представлено в виде винта со стружечными канавками. Крепится оно в воротках при помощи хвостовой части.

С помощью метчика производится внутренняя нарезка в несколько подходов. Их количество зависит от материала, с которым работают. Например, для осуществления резьбы в титановых сплавах предназначены специальные наборы из нескольких метчиков.
Плашка, прогонка или лерка используется для осуществления резьбы различных форм на трубах. Она представляет собой стальную гайку с режущей основой внутри, в которой находятся специальные отверстия – канавки для отходов. Плашки бывают трубчатые, шестигранные, круглые и квадратные. Модификация их корпуса бывает цельной, разрезной и раздвижной.

Раздвижные (призматические) модели еще называют полуплашками, они крепятся в клупп при помощи винтов и специальной прокладки – сухаря. Это необходимо для равномерного распределения давления на винт. С помощью плашек осуществляют нарезку цилиндрической, конической, круглой или метрической резьбы. Комплектующие детали плашки – специальные воротки и патроны, с помощью которых она крепится с корпусом рамки.


Клупп состоит из рамки, в которой закрепляются режущие элементы – плашки. Каждая оправка снабжена четырьмя стальными плашками. Клупп также оснащен специальной ручкой с трещоткой. В плашкодержатель можно вставить лишь одну плашку, в клупп – несколько. Режущий механизм прогонок способен осуществлять нарезку двух видов резьбы: 0,5 – 1 ¼, 1 ½ – 2 дюйма.


Ручной клупп, как правило, осуществляет нарезку труб небольшого диаметра. Они комплектуются специальной ручкой – держателем. Их также можно использовать с помощью подходящего трубного ключа. Он небольшого размера, прост и удобен в использовании.


Клупп с держателем и трещоткой – это модификация конструкции с зубчатым механизмом, предназначенным для осуществления резьбы диаметром более одного дюйма. Трещотка – незаменимый механизм. С помощью лево- и правосторонних трещоток удобно работать в труднодоступных местах, например, возле стен. При помощи рычага трещотки клупп быстро снимается с резьбы прокручиванием в обратную сторону, обеспечивая возвратно-поступательный способ нарезки резьбы.


Косым клупп называется потому, что в нем регулируется расстояние между раздвижными плашками. Это сообщает диаметр нарезки. Конструкции такого вида являются самыми простыми в использовании.

Клуппы Маевского более сложной конструкции, используются для осуществления трубной резьбы. Они содержат три комплекта сменных плашек, специализируются на диаметрах резьбы до 2 дюймов. Конструкции этого вида используются для резьбы на трубах с небольшим диаметром.

Нарезку на трубах большого диаметра осуществляют в промышленных масштабах. Например, чтобы нарезать бесшовную трубу диаметром 219 мм, необходим специальный автостанок. Обсадные трубы (колонны) нарезают только на специальных станках в особых условиях при соблюдении всех мер безопасности.