Способы крепления
Насадки для сварки полипропиленовых труб можно закреплять двумя способами. Существуют разборные насадки, которые соединяются друг с другом с помощью винтов из металла. Происходит стягивание вокруг круглого стержня двух половинок.
Такой метод можно применять для паяльников, имеющих жало круглой формы. Удобство этого способа заключается в том, что насадка для пайки полипропиленовых труб может быть установлена на любом нужном расстоянии, что позволит совершать сварку в труднодоступных местах.

При втором способе крепления используются парные насадки. Такие насадки также называются адаптерами. Их применяют при муфтовом способе соединения. С одной стороны каждой из насадок вставляется конец полипропиленовой трубы и происходит разогрев наружной поверхности, а с другой устанавливают фитинг, и нагревается его внутренняя поверхность.
Если сварке подлежат трубы, размеры которых слегка отличаются друг от друга, то и насадки должны быть выбраны соответствующего размера.
Лучшие профессиональные паяльники для труб
Среди лучших профессиональных паяльников для труб стоит отметить следующие.
1. Rothenberge
Паяльник выполнен в форме меча и работает на мощности 800 Вт. Предназначен для сплава труб из полипропилена диаметром 20-63 мм.
Достоинства:
- удобная эксплуатация
- небольшой вес — 2 кг;
- качественная сборка.
Недостатки:
- высокая стоимость;
- длительный разогрев.
2. Dytron Polys P-4a 1200W TraceWeld Solo blue
Инструмент относится к профессиональным. Страна производитель Чехия. Паяльник данной фирмы ниже по стоимости, чем германский, но он не укомплектован насадками и кейсом.
Достоинства:
- мощный нагрев;
- поддержание заданной температуры на протяжении всего периода эксплуатации.
Недостатки:
- отсутствие полноценного комплекта;
- неудобная подставка.
3. CANDAN СМ-04
Турецкая модель, появилась на рынке относительно недавно, но входит в топ лучших. Компания прекрасно зарекомендовала себя и пользуется огромным спросом.
Достоинства:
- доступная стоимость;
- удобная подставка;
- 2 рабочих режима.
Недостатки:
- небольшое количество насадок, которые входят в комплект;
- большой вес.
Паяльник для полипропиленовых труб позволяет выполнить пайку даже в самых труднодоступных местах
Учитывая огромный ассортимент, представленный на строительном рынке, выбору модели следует уделять особенное внимание
Соединения
Существует несколько способов соединения полипропиленовых труб.
Стыковые соединения
Технология основана на тепловом диффузном передвижении молекул и может называться диффузной. Пайка выполняется методом «стык в стык» с помощью профессиональных аппаратов.
Правильно выполненное соединение гарантирует получение долговечных коммуникаций.
Но при использовании этого варианта предъявляется ряд требований к диаметру труб: он не может превышать 60 мм, а толщина стенок должна быть не менее 4 мм.
Весь процесс состоит из 3 шагов:
- Стыки сваривают путем удержания изделий в одном положении относительно друг друга.
- Место спайки прогревают до того момента, пока они не начнут расплавляться.
- Заготовки выдерживают в этом состоянии до появления однородной массы.
После подобного воздействия стыки будут максимально прочными и перестанут подвергаться коррозийным процессам или негативному воздействию агрессивных веществ. Если в распоряжении есть паяльник с дисковым нагревателем, все действия можно завершить вручную.
Использование электрофитингов
По принципу действия метод напоминает предыдущий. Однако для стыковки полипропилена применяют электрическую муфту и дополнительные детали с выводами для соединения с электросетью на 220В.
Использовать технологию можно в быту без покупки дополнительных приборов. Электрофитинг выполнен из полипропилена, поэтому в процессе приваривания он гарантирует герметичные стыки.
Фитинги предназначены для герметичного скрепления между собой полипропиленовых труб.
Для проведения работ необходимо выбирать идентичные фитинги. В противном случае спайка не сможет осуществляться на молекулярном уровне.
Пайка муфтовая
Муфтовая спайка предусматривает использование специальных муфт с запасом полипропиленового сырья. В продаже есть разные виды таких узлов, благодаря чему они используются в разных сферах.
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.








При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Технология процесса
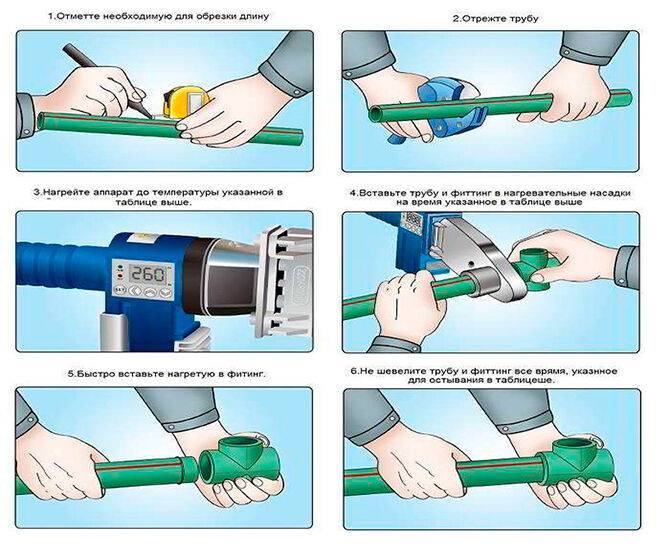
Монтаж полипропиленовых труб – несложный процесс, в котором правильное использование насадок является одним из ключевых моментов. Для соединения труб, изготовленных из полипропилена, необходимо пройти ряд этапов.
- Нарезка трубы. Если приходится прокладывать трубопровод большой протяженности, а также, когда требуются его изгибы, то трубу следует нарезать на соответствующие куски. Должно быть исключено наличие заусенцев. С торцов трубы снимаются фаски.
- Очищение. Торцы соединяемых труб должны быть очищены от грязи, пятен масла, пыли и следов ржавчины. Это является гарантией получения качественного и герметичного шва. Финишную очистку можно производить с помощью наждачной бумаги.
- Установка насадок требуемого размера.
- Включить паяльник с установленной на нем насадкой в сеть.
- При наличии у паяльника функции терморегулирования следует выставить необходимую температуру. При ее отсутствии надо убедиться в том, что на паяльнике загорелся соответствующий индикатор красного цвета. После этого необходимо немного подождать, чтобы тэн успел нагреться. После этого лампочка индикатора погаснет.
- В насадку вставить конец трубы и подержать ее там несколько секунд, что будет достаточным для плавления полипропилена.
- С помощью разогретых фитингов соединить трубы.
- После сварки труб необходимо дать минимум одну минуту для их остывания. В это время нельзя вращать трубы и сдвигать их.
Необходимо помнить, что насадки перед началом процесса должны быть надежно закреплены.
Несколько рекомендаций по спайке полипропиленовых труб
Для начала необходимо подготовить сами полипропиленовые трубы. Паяльники также нуждаются в некоторой подготовке. Для того, чтобы трубы и муфты соединялись без перекосов, на трубы наносятся отметки при помощи простого карандаша. Если фитинг был приварен с неровностями, он срезается. Вся процедура сварки начинается сначала, при помощи новых деталей.

Прежде, чем начинать пайку, нужно провести подготовительные работы
Не знаете, как пользоваться утюгами для полипропиленового трубопровода при вертикальной пайке? Работы необходимо проводить в паре – один рабочий держит трубу в изначально заданном положении, второй проводит сварочные работы. Перед каждой следующей деталью необходимо удалить с рабочей поверхности каждой насадки остатки пропилена.
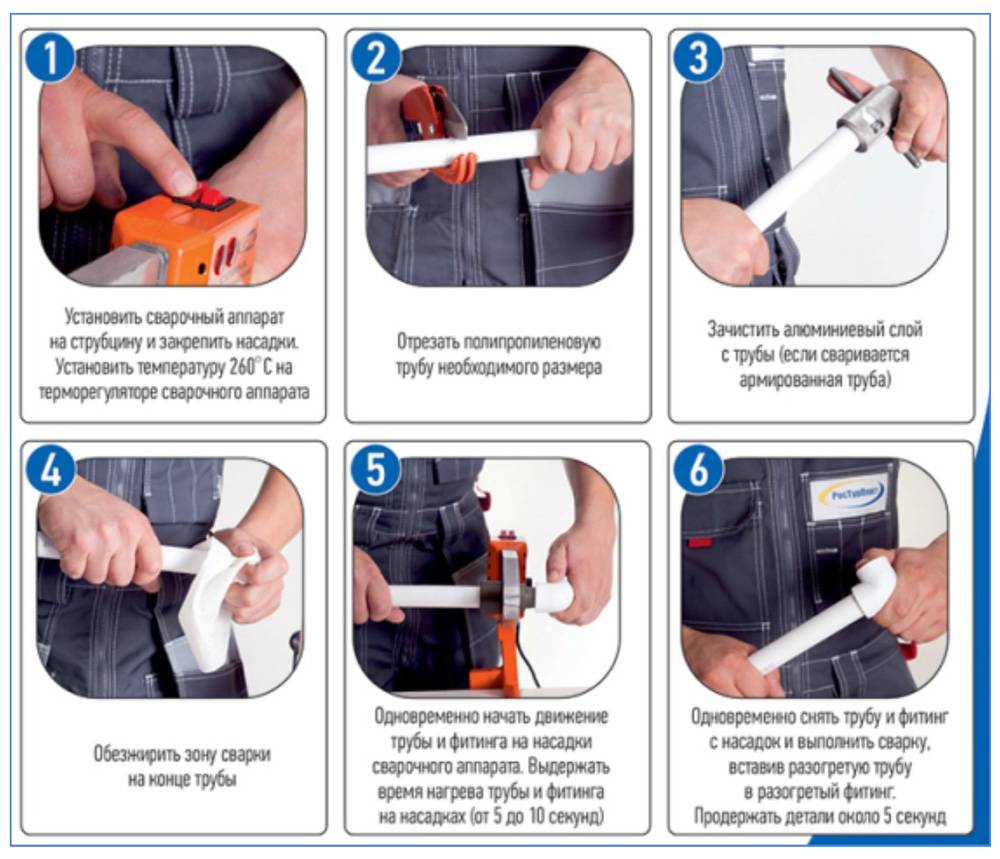
Сам процесс спайки полипропиленовой трубы и фитинга довольно прост, с ним может справиться каждый начинающий мастер. Следует придерживаться заданной последовательности:
- подготовка трубы к пайке – труба ровно отрезается, зачищается, при необходимости снимается часть алюминиевой фольги;
- затем включается паяльник в сеть и настраивается температура на термостате паяльника;
- на полный разогрев паяльника укажет световой индикатор;
- затем необходимо надеть трубу и пропиленовый фитинг с различных сторон на насадку для пайки;
- через несколько секунд (длительность меняется в зависимости от толщины трубы), детали аккуратно снимаются с насадки инструмента для спайки полипропиленовых труб;
- детали соединяются. Фитинг погружается в трубу до заранее прорисованной отметки.
При выполнении всех рекомендаций вы будете знать не только как выбрать паяльник для полипропиленовых труб, но и получите по окончании спайки качественный шов.
Критерии выбора
При выборе паяльника следует обращать внимание не только на его стоимость и бренд, но и на технические качества. Итак, что необходимо учитывать?
Электрическая мощность
Основной характеристикой, на которую стоит обращать внимание при выборе паяльника, является его мощность, поскольку от этого зависит максимальный диаметр труб и последующая их сварка. К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм
К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм.
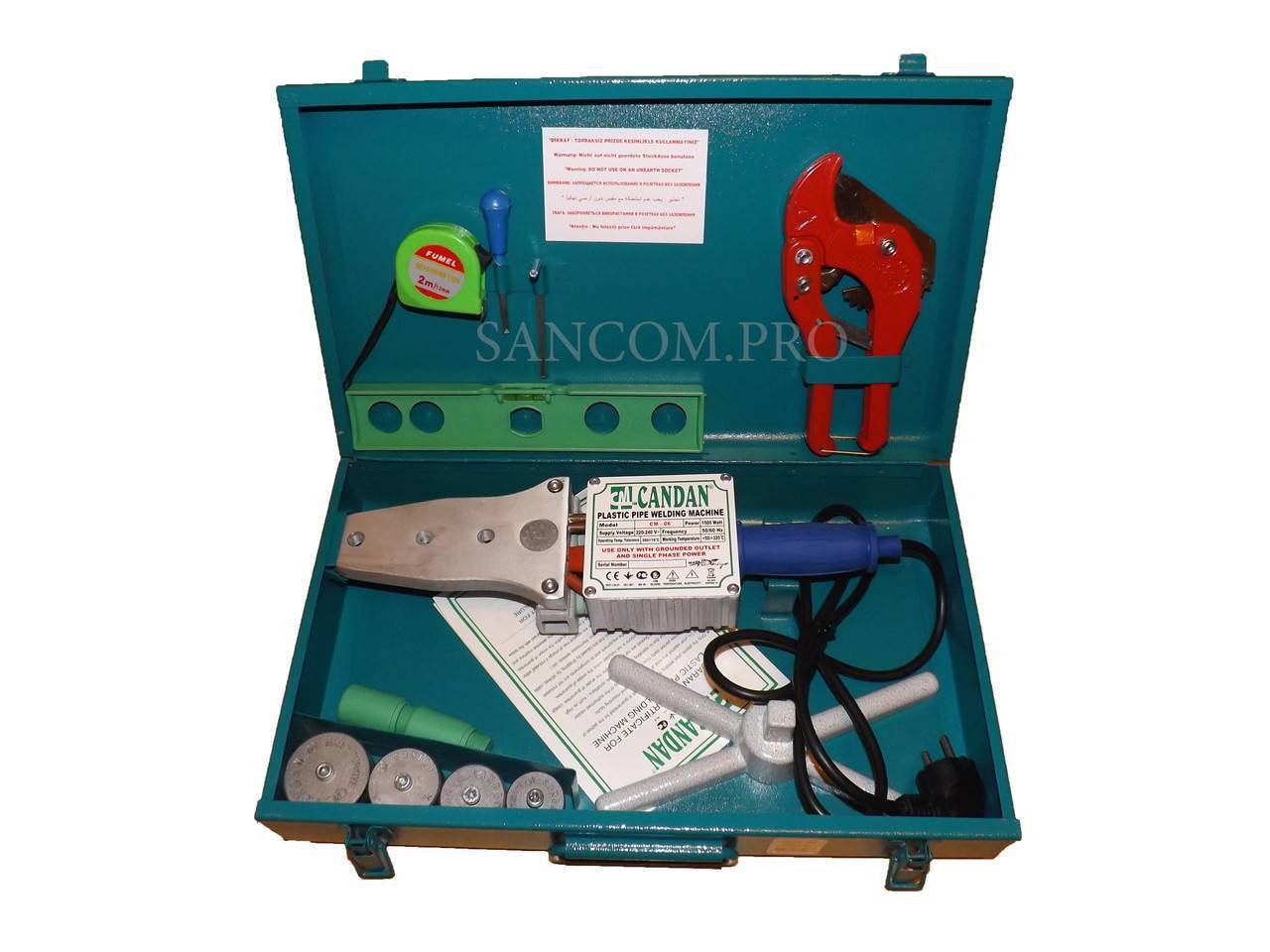
 В комплекте с инструментом идет специальный чемодан и дополнительные инструменты
В комплекте с инструментом идет специальный чемодан и дополнительные инструменты
Комплектация устройства
Паяльники выпускаются в виде комплектов со вспомогательными приспособлениями и приборами. Они поступают в продажу вместе с основным устройством в специальном кейсе.
Комплектация зависит от модели и марки производителя. Но, чаще всего в набор входят:
- подставка или струбина для паяльника;
- насадки различного диаметра;
- ключи для замены деталей;
- резак;
- рулетка;
- уровень;
- маркер.
Наличие терморегулятора и его конструкция
Терморегулятор отвечает за установку и поддерживание рабочей температуры. Мастер может выставить диапазон от 220 до 350 градусов.
 Благодаря встроенному терморегулятору, мастеру не придется регулярно своими руками выстраивать нужную температуру
Благодаря встроенному терморегулятору, мастеру не придется регулярно своими руками выстраивать нужную температуру
На что следует обратить внимание при покупке набора для пайки полипропиленовых труб
Покупка того или иного паяльника полипропиленовых труб основывается на трех показателях:
- стоимость прибора для сварки;
- тепловая мощность паяльника;
- форма нагревательного элемента (утюг или цилиндр).
В зависимости от стоимости, выбор паяльников для полипропиленовых труб представлен в трех категориях:
- набор паяльников бюджетного сегмента – китайского и отечественного производства;
- немного выше по стоимости турецкие наборы;
- самые дорогие наборы паяльников — европейских производителей. В особенности популярны немецкие и чешские.
Прежде, чем решить, какие паяльники для полипропиленовых труб лучше, необходимо понять – для кого он приобретается.
Если необходимо собрать полипропиленовый трубопровод у себя дома – стоит обратить внимание на оборудование первого сегмента. Запас прочности деталей таких наборов справится с монтированием двух полных трубопроводных систем вне зависимости от того, цилиндр или утюг используется в качестве нагревательного элемента
Устройство просто в эксплуатации и может после использоваться при частичном монтаже или мелком ремонте (к примеру, сварка участка труб).
Главное отличие китайского оборудования для пайки полипропиленовых труб от чешского состоит не в надежности составляющих, а в его способности поддерживать температуру на изначально заданном уровне. Спустя некоторое время степень погрешности китайских паяльников достигает десяти градусов, из-за чего целостность шва нарушается, что нельзя визуально проверить сразу по окончании сварки.
Домашнему мастеру вполне достаточно будет модели из бюджетного ряда
Начинающему мастеру в начале своей карьеры подойдет использование прибора для пайки полипропиленовых труб от турецких производителей среднего ценового сегмента. Даже через несколько месяцев активного использования амплитуда погрешности составляет всего пару градусов. По себестоимости и итоговому качеству сварки вахтовому работнику намного выгодней купить и использовать два-три турецких паяльника, чем одно устройство немецкого производства.







Сотрудникам фирмы, постоянно занимающихся установкой и ремонтом пропиленового трубопровода, желательно купить дорогой качественный паяльник для сварки труб. Он намного дольше способен работать без отклонений в температуре пайки. Поэтому немецкая продукция признана лучшей для полипропиленовых труб.
Следуя рекомендациям, проще определить, какой выбрать паяльник для полипропиленового трубопровода.
Специфика пайки труб из полипропилена
Нагревание полипропилена способствует его размягчению. При этом его частицы попадают в смежные элементы. После остывания материал становится твердым и стойким к повреждениям. Как же сварить трубы из полипропилена с помочью работы паяльником? Чтобы запаять такие изделия, нужно учитывать следующие особенности:
- нагревать материал до состояния вязкой текучести;
- паять изделия из одинаковых материалов;
- плотно стыковать торцы и фитинги;
- выравнивать материал в течение нескольких секунд, поскольку полипропилен быстро застывает.
 Сварка полипропилена обладает определенными особенностями
Сварка полипропилена обладает определенными особенностями
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
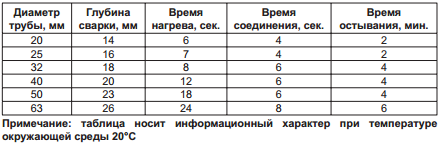
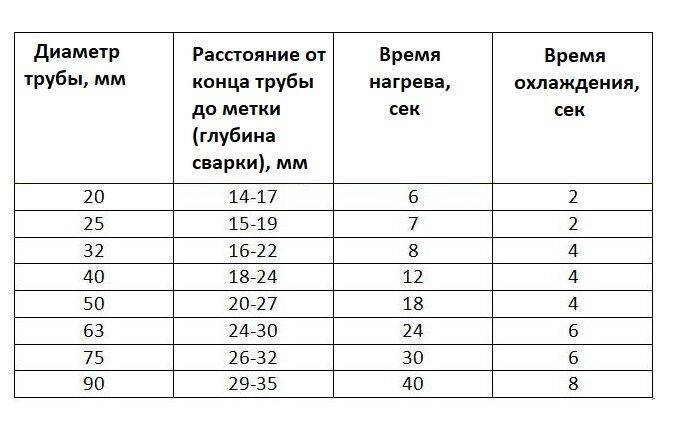
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
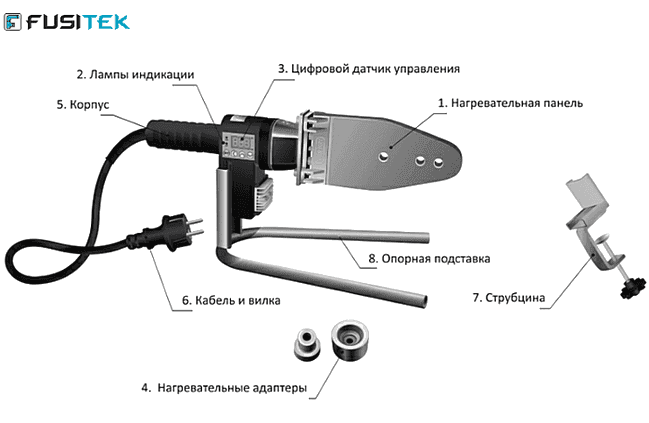
Устройство и принцип работы сварочного аппарата для ППР-труб
Конструкция аппарата для сварки ПВХ-труб включает следующие элементы:
- Управляющий блок. Компонент отвечает за мощность нагрева, защиту от скачков напряжения, отключение при перегреве.
- Рукоятку. Деталь входит в комплект ручного оборудования.
- Нагревательное зеркало. Элемент передает тепловую энергию рабочим насадкам аппарата.
Режим сварки выбирают, вращая терморегулятор. Температуру устанавливают в соответствии с соединяемыми материалами. Выбор высоких значений способствует слишком быстрому расплавлению полимера, появлению пустот в соединении. Шов становится недостаточно герметичным, из-за чего возникают протечки.
Рекомендованная температура сварки полипропиленовых труб — 260 °С. Материал приобретает нужную пластичность, после чего края элементов совмещают и спаивают. После снижения температуры шов приобретает ту же прочность, что и целая труба.

Материал
К материалу насадок на паяльник предъявляются особые требования. Это связано с тем, что во время сварочного процесса необходимо поддерживать температуру порядка 260 градусов, и материал насадки должен это выдерживать без ущерба для его характеристик.
Материал, из которого изготавливают насадки для сварки полипропилена, должны иметь высокую теплопроводность. Одновременно с этим они должны выдерживать температуру плавления полипропиленовых труб.
Чтобы улучшить характеристики, на поверхность насадок наносят особое покрытие, функцией которого является защита от пригорания. Самым удачным покрытием является тефлон, придающий насадкам синий оттенок.

Причем, чем будет толще слой покрытия, тем лучше будет защита поверхности. Однако, следует учитывать, что такое покрытие отличается хрупкостью, поэтому следует оберегать насадки от падений, ударов и механических повреждений. Наиболее прочным является металлизированное покрытие из тефлона. Такие насадки обладают большим сроком эксплуатации.
Если насадка имеет слишком тонкое покрытие, то разогретый полипропилен начнет прилипать к поверхности соединяемых деталей и фитингов. Также возможно пригорание, что значительно ухудшает характеристики. Частое очищение снизит производительность сварочного процесса.
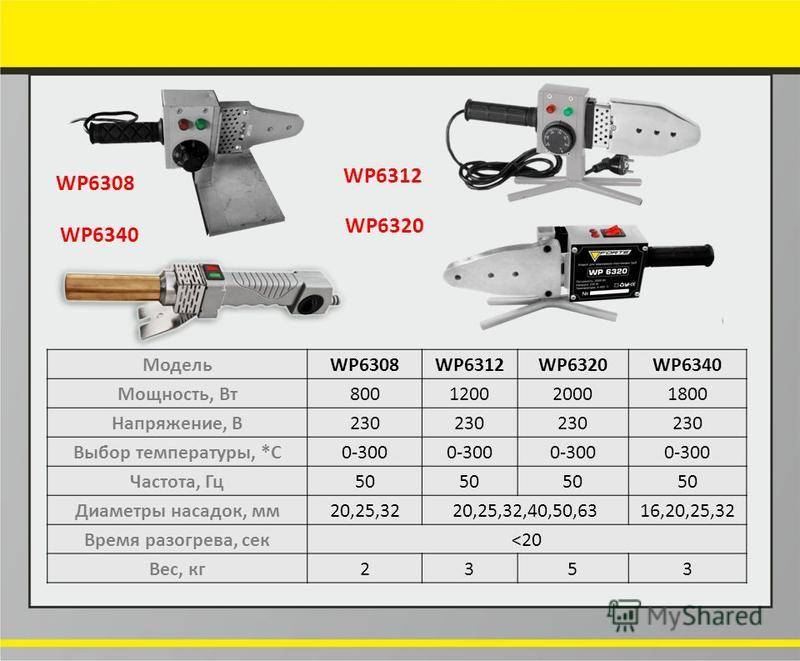
Виды паяльников
Сварочные паяльники для пайки полипропиленовых труб представлены обычными электрическими нагревателями, внутри них встраивается автоматический регулятор, который контролирует и регулирует температуру пайки. Главная задача паяльников для сварки, которые используются при монтировании трубопровода – поддержание на необходимом уровне температуры нагрева рабочей поверхности, а именно 260 градусов.
Паяльники для полипропиленовых трубопроводов состоят из корпуса и рукоятки. Внутри корпуса размещаются электрические детали, которые обеспечивают стабильную работу. Спереди у аппарата располагается нагреватель, к которому прикрепляются рабочие насадки. В зависимости от диаметра труб изменяются и сами насадки. Вне зависимости от вида, все устройства паяльники для полипропиленовых труб работают по одному и тому же принципу. Сначала элемент нагревает поверхность трубы до температуры, которая выставляется на терморегуляторе, затем выключается. Если не сможете выбрать утюги для пайки полипропиленовых труб, какой лучше других, помните, что показатели для различных работ меняются.
В некоторых моделях паяльников для сварки полипропиленовых труб при остывании не более, чем на 5 градусов, электронная схема или термостат снова включает нагреватель до максимального разогрева. Потребителям доступны приспособления для пайки полипропиленовых труб, которые различаются по типу своего нагревательного элемента, а именно:
- паяльники для труб из полипропилена с нагревателем цилиндрической формы, насадки на нагреватель надеваются как хомут на трубу;
- паяльники с нагревателем, который выглядит как плоская плита. На плите присутствуют отверстия для крепления насадок. Из-за подобного вида паяльники могут также называться «утюгом» для пайки полипропиленовых труб.
В магазинах можно найти приборы отечественного и зарубежного производства
Но важно обращать внимание на качество и стоимость, а не только на страну-изготовителя

Внешний вид и форма паяльника никак не влияет на качество спайки труб
Принцип работы аппарата для сварки полипропиленовых труб
Сварка для монтажников и подрядчиков имеет репутацию надежной и постоянной. Часто гораздо легче убедить их сварить, чем склеить. Однако, как и любой из способов подключения, он имеет свои преимущества и недостатки:





Сварочный аппарат позволяет получить рабочую температуру:
- наконечника — в диапазоне 200-480 °С;
- горячего воздуха — в диапазоне 100-480 °C.
В большинстве случаев сварка пластмасс осуществляется в диапазоне температур от 280 до 350 °С.
Принцип работы сварочных аппаратов для пластика очень прост. Края соединяемых элементов нагреваются, что пластифицирует материал. Затем наносится связующий электрод, который соединяет две заготовки в одну.
Материал нагревают двумя способами:
- С помощью горячего воздуха – в технике Hot-Air используется обдув нагретым до определенной температуры воздухом. Края плавятся и сплавляются друг с другом, после чего материал затвердевает, герметизируя соединение.
- Использование горячего жала — метод, чем-то похожий на тот, что используется в традиционных паяльниках для электроники. Устройство снабжено наконечником, который нагревается и при прямом контакте разжижает края соединяемых элементов.
Сделать правильный и эстетичный стык относительно просто, но требует некоторой практики. Всего через несколько ремонтов — и вы овладеете этим искусством сварки пластиковых элементов так, чтобы сварной шов был прочным, а заготовка фиксировалась в нужной компоновке и форме. При сварке частицы связующего и материала смешиваются, поэтому после остывания закрепляются и образуют неразрывное целое.
При сварке пластмасс наиболее распространенным является соединение фрагментов методом Hot-Air, т. е. сварка в потоке горячего газа (газообразный теплоноситель) с использованием сварочных стержней, выполняющих роль связующего.
Итоги
Прочитайте руководство пользователя вашего устройства и следуйте приведенным инструкциям. И вечный совет, который действителен для любого типа оборудования, будет заключаться в том, чтобы плотно прикрутить горелки к нагревательной пластине и убедиться, что они не загрязнены.
После включения устройства дождитесь, пока нагревательная пластина нагреется до рабочей температуры. О готовности сигнализирует контрольная лампа. Когда нам нужна точность рабочей температуры, хорошо проверить ее с помощью карандаша-термометра или измерителя температуры поверхности. Взаимное положение соединяемых элементов должно быть отмечено на точно разрезанных трубах.
Конец трубы перед нагревом должен прилегать очень плотно или иметь немного меньший диаметр, чем нагревательный рукав. Вставьте его в съемник и очистите на глубину сварного шва. Затем вставьте конец трубы в нагревательный рукав на глубину разреза и наденьте фитинг до упора. Когда труба и фитинг заходят на полную глубину, начинается процесс сварки.