Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
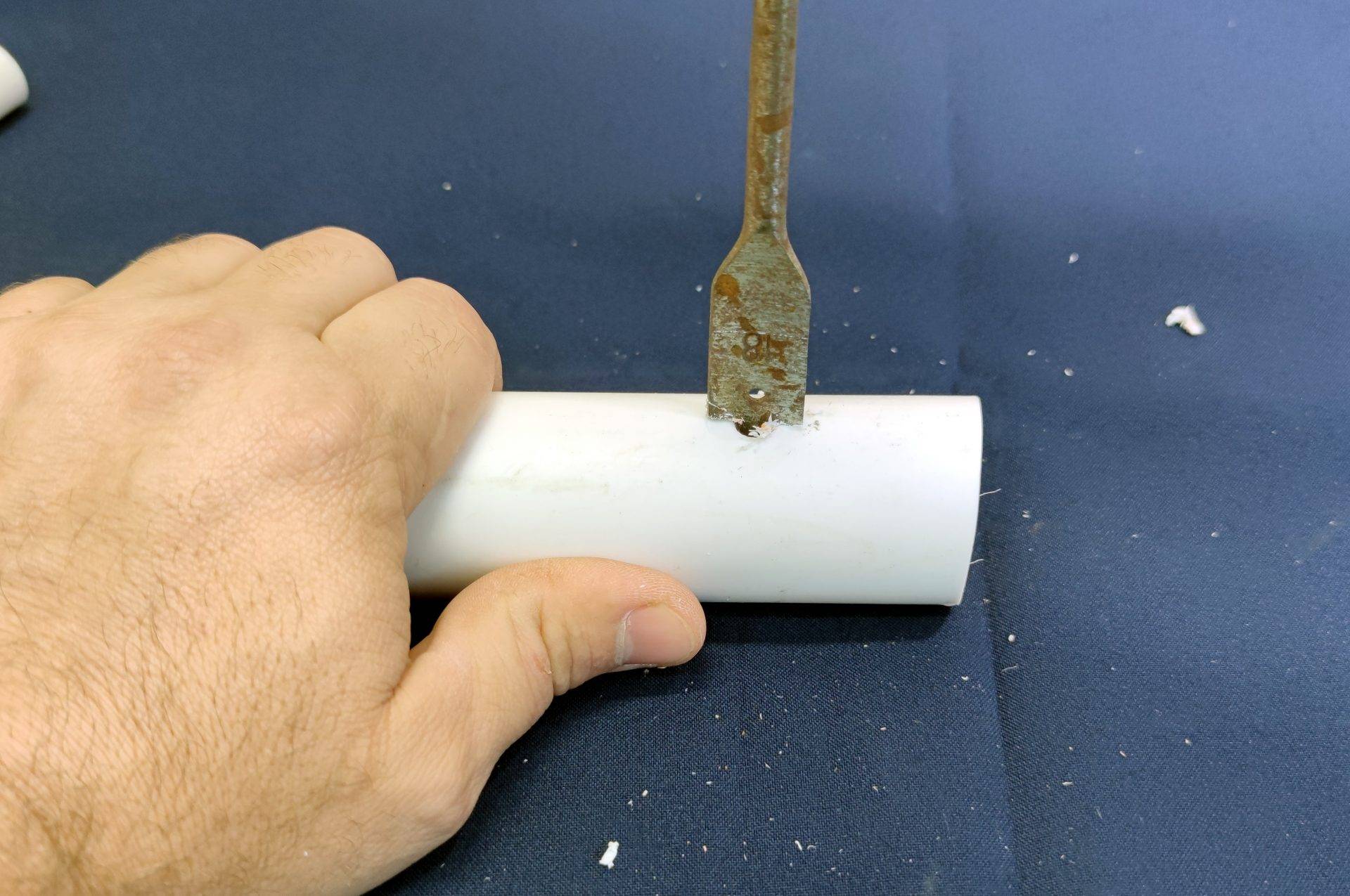
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Что такое фитинги и что к ним относится
Также для пайки потребуются фитинги – специальные приспособления для трубного соединения. По назначению они делятся на такие категории:
- продлевающие;
- разветвительные;
- соединяющие разные по диаметру конструкции;
- присоединяющие краны под воду;
- под установку счетчиков;
- для поворотов;
- для заглушек.
К фитингам относятся такие приспособления:
- муфты – средство, соединяющее две конструкции в виде цилиндра с внутренним диаметром, который одинаковый с наружным;
- переходники – средства для соединения двух труб с разным диаметров в виде цилиндра, оснащенного разным диаметром на концах;
- уголки – применяются для поворотов конструкции. Полипропиленовые конструкции имеют свойство гнуться, благодаря чему их можно повернуть под углом. Чтобы такие повороты не испортили внешний вид коммуникаций, применяется данное приспособление, которое может повернуть трубу от 15 и до 165 градусов. Наиболее распространенные модели – это уголки на 45 и на 90 градусов. Есть экземпляры без резьбы под две конструкции, а есть с резьбой для подключения к металлическим конструкциям или шлангу;
- крестовины и тройники – приспособления под разветвление конструкций. Благодаря им можно совмещать разветвление пластиковых труб и металлических;
- обводы – конструкции разных видов применяются для соединения, которые располагаются вдоль маленького препятствия, иногда оснащаются муфтами на концах;
- прочие виды фитингов.
Инструменты для работы
Паяльник
Пайка (или сварка, тут уже как вам больше нравится — принцип все равно один и тот же) полипропиленовых изделий при прокладке коммуникаций осуществляется с помощью специальных приспособлений – паяльников. Эти устройства достаточно просты, но при этом они позволяют эффективно сваривать пластик с относительно невысокой температурой плавления.
Внешний вид и основные элементы конструкции
Конструкция паяльника включает такие детали:
- нагревательный элемент – наиболее важная часть, к которой крепятся насадки для свариваемых элементов;
- корпус – внутри располагается электрическая часть, отвечающая за нагрев паяльника;
- рукоятка – используется для манипуляций с устройством, обтягивается материалом с низкой теплопроводностью;
- регулятор нагрева – позволяет подбирать оптимальную температуру для работы с тем или иным материалом;
Регулятор нагрева универсальной модели
основание – платформа, позволяющая усаливать паяльник на пол для более комфортной работы.
Выбирать паяльники нужно, ориентируясь на несколько факторов:
- Первый, и самый главный – мощность. Для бытового использования я не рекомендую брать слишком мощные изделия: при сварке труб до 75 мм вам «с головой» хватит 600 – 900 Ватт. Если же вы планируете заниматься монтажом полипропиленовых трубопроводов на профессиональной основе и сваривать трубы диаметром более 100 мм, то стоит потратиться и приобрести модель, рассчитанную на 1,2 — 2 кВт.
Профессиональная модель с большой мощностью
- Следующий параметр – страна-изготовитель. В моем личном рейтинге первое место занимают Германия (Rothenberger) и Чехия (Dytron), которые делают действительно хорошие устройства с солидным запасом надежности. За ними следует Турция (Candan, Valtec и аналоги) – здесь есть как отличные, так и почти полностью провальные модели. Замыкает список Китай и примкнувшие к нему производители под якобы некитайскими брендами – Энкор, Fora, Sturm.
Устройство от компании Rothenberger (Германия)
Наконец, очень важно оценить субъективное удобство: для этого достаточно взять паяльник в руки и примериться к нему. Сюда же стоит отнести и качество исполнения отдельных элементов: ручка не должна нагреваться, индикаторы обязаны быть достаточно яркими и т.д.
И только в последнюю очередь нас будет интересовать цена: самые дешевые модели стоят от 1500 рублей, а вполне работоспособный аппарат среднего класса можно приобрести за 3 – 3,5 тыс
руб.
Другие приспособления
Пайка труб из полипропилена предполагает использование и других приспособлений.
В первую очередь это инструменты, которые используются для работы с трубами:
Ножницы-труборез
- пила по пластику;
- ножницы-труборез (обеспечиваю более ровную линию отреза);
- завистные приспособления (применяются для удаления металлизированного слоя и выравнивания торцов);
Фото приспособления для зачистки
насадки для паяльника.
Набор сменных насадок
Основные разновидности фитингов для сварного монтажа трубопроводов из полипропилена
Кроме того для формирования соединения используются фитинги. Краткий перечень деталей, которые используются чаще всего, я приведу в таблице ниже.
Таблица часто используемых фитингов
| Фитинг | Назначение |
| Муфта прямая | Удлинение трубопровода за счет наращивания отрезка трубы равного диаметра. |
| Переходник | Соединение двух труб разного диаметра. |
| Муфта резьбовая | Оформление конца трубопровода для резьбового соединения. |
| Отводы | Оформление поворотов трубопровода на 90 и 45 градусов. |
| Отводы ниппельные | Оформление поворотов трубопровода с изменением диаметра трубы. |
| Заглушка/втулка | Формирование глухого отвода трубопровода. |
| Тройники/крестовины | Пайка трех или четырёх труб соответственно. |
Кроме того, для монтажа конструкции на стену понадобься хомуты (пластиковые или металлические с резиновыми вкладками), а также монтажные пластины.
В качестве запорной арматуры применяются шаровые краны разного диаметра.
Можно сразу крепить запорную арматуру, не используя резьбовые соединения
Достоинства полипропиленовых труб
Полипропиленовые трубы имеют неограниченное количество положительных моментов, по сравнению с другими видами материалов. Они не подвержены коррозии и появлению грибка. Имеют высокий срок эксплуатации. По этим причинам изделия из пластика имеют широкую сферу применения, как в промышленных, бытовых, так и ремонтных работах.





Для установки полипропиленовых труб требуется наличие специального паяльного аппарата. Любое соединение пластиковой трубы с элементами водопровода осуществляется посредством специальных соединительных деталей. Рассмотрим более подробно, как профессионально паять трубы из пластика.
Правила пайки полипропиленовых труб
С учетом того, что своими руками мало кто применяет сварку при помощи электрофитингов, а холодная сварка не слишком практична, инструкция будет посвящена методу с использованием паяльника для соединения полипропиленовых труб.
Для работы нам потребуется такой инструментарий:
- электрический паяльник с нужными насадками;
- трубные ножницы или пила;
- напильник для удаления заусенцев на торцах;
- линейка или рулетка;
- мел или маркер для отметок;
- монтажный прибор для пайки труб диаметром от 40 мм;
- ветошь из хлопка;
- жидкость для обезжиривания, например, спирт или ацетон.
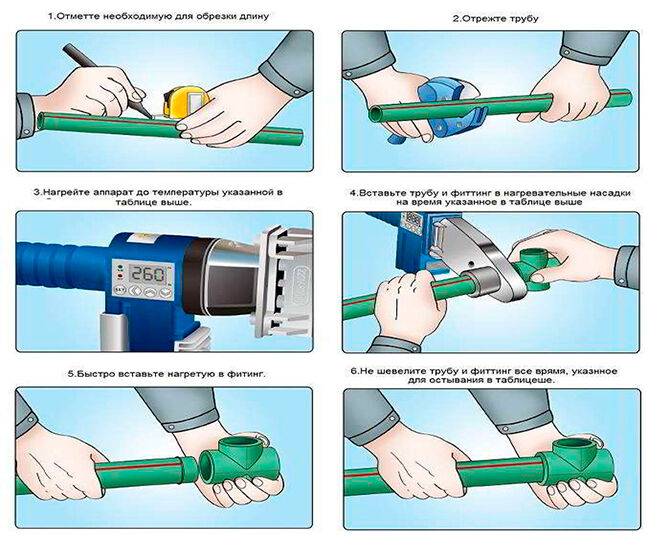
Пошаговая инструкция
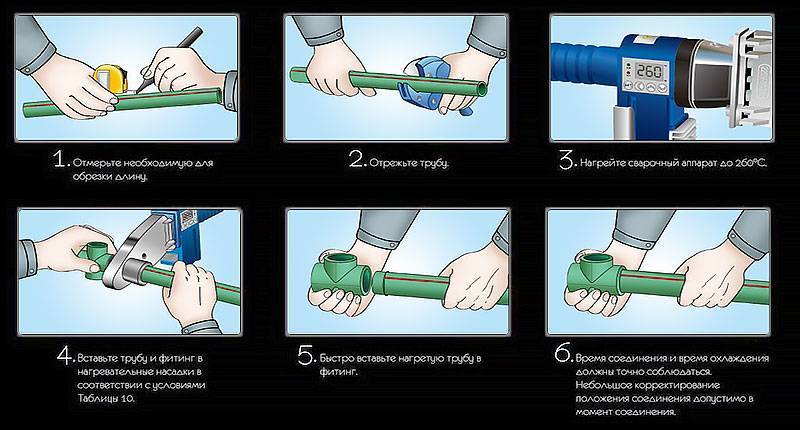
Пошаговая инструкция наших действий:
- возьмите рулетку, мел и пилу, затем отмерьте и отрежьте необходимый кусок полипропиленовой трубы. Желательно до этого сделать пробную резку, чтобы понять, насколько острый ваш инструмент;
- с конца отрезка конструкции снимите торцевую фаску и уберите заусенцы специальным напильником или ножом;
- если изделие имеет диаметр более 40 мм, торец срезается под углом в 40 градусов, чтобы при пайке не образовывались задиры. Затем подберите элемент соединительной арматуры согласно требуемым размерам;
- проверьте детали соединения, чтобы ни них не было никаких внешних дефектов. Сама труба должна плотно и целиком до конца входить в элемент соединения, при этом не должно быть ни перекосов, ни люфтов. Если есть большой люфт, нужно взять другой доборный элемент;
- обработайте поверхности, которые будут соединяться, жидкостью для обезжиривания;
- отметьте на конце трубы мелом или маркером глубину входа во второй элемент с учетом зазора в 1 мм, который нужен, чтобы не допустить внутреннего сужения диаметра трубы, когда во время пайки ее торцевой край будет пробиваться внутрь;
- отметьте мелом взаимное размещение двух элементов по отношению друг к другу;
- выберите пару нужных греющих насадок соответствующего диаметра;
- очистите их поверхности от жира ветошью и проверьте, чтобы соединительные детали входили без большого люфта;
- готовим электрический паяльник к работе. Закрепите на нагревательном элементе насадки, затем установите его на подставку и подключите к сети;
- выставьте на термостате паяльника нужную температуру нагрева;
- после того, как он нагреется до нужной отметки, он автоматически отключится, в этот момент нужно вставить в насадки на пару секунд соединяемые полипропиленовые конструкции;
- если они плохо входят в насадку, то можно допустить незначительное осевое вращение. Сначала на внутреннюю насадку нужно надеть соединительный элемент, а потом во внешнюю вставить конец трубы;
- после нагрева извлеките детали в противоположной последовательности, поскольку соединительная деталь имеет более толстые стены, соответственно, будет нагреваться дольше;
- после процедуры прогрева детали следует извлечь из насадок на паяльнике и медленно вставить друг в друга до совпадения ранее проставленных меток. Нельзя вращать их при этом;
- следите за получившимся соединением;
- после соединения деталей их нужно зафиксировать и выдержать в таком положении порядка нескольких секунд согласно таблице параметров пайки полипропиленового материала.
Использовать трубопровод по назначению вы сможете примерно через час после пайки. Если вы обнаружили определенные дефекты соединения, участок нужно отрезать и провести пайку заново.
Рекомендации по пайке полипропиленовых труб
Пред началом работу включаем паяльный аппарат. Стандартные механизмы обладают двумя основными индикаторами – включение аппарата и терморегулятор. Во время нагревания аппарата индикаторы не гаснут. Спустя 10-15 минут погаснет индикатор терморегулятора. Это говорит о том, что паяльник нагрелся до нужной температуры и готов к работе. Учитывая, что во время работы, паяльник потребляет много электроэнергии, в этом случае лучше дождаться повторного включения паяльника, и уже после этого можно приступать к работе. Берется труба и отмеряется нужная длина
Длину следует брать с запасом, так как нужно принимать во внимание глубину насадки и фитинга. Обозначенный размер трубы отрезают ножницами или ножовкой для металла
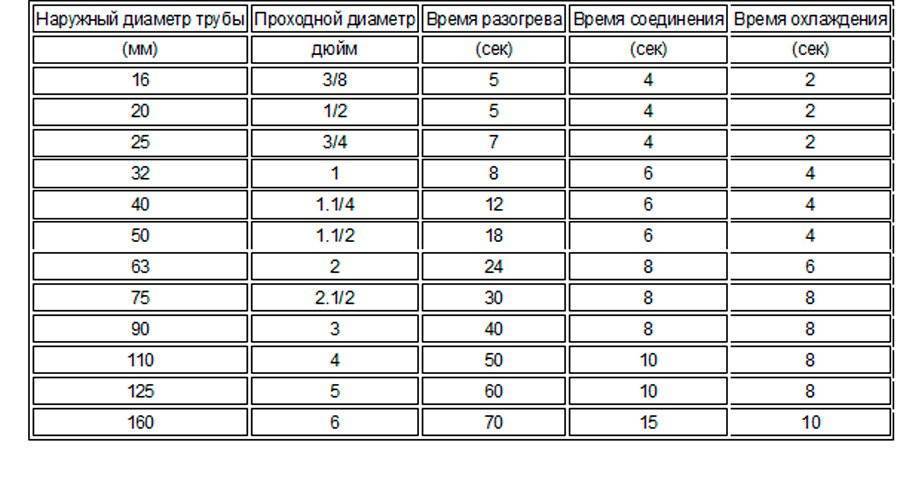
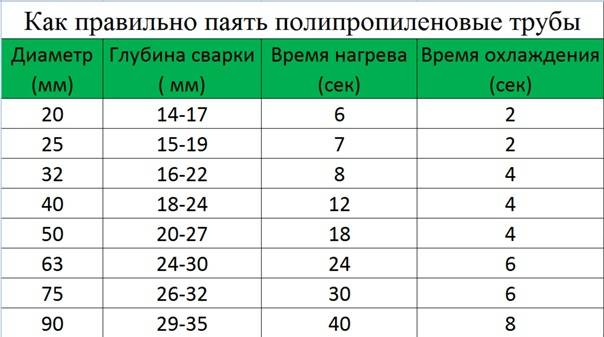
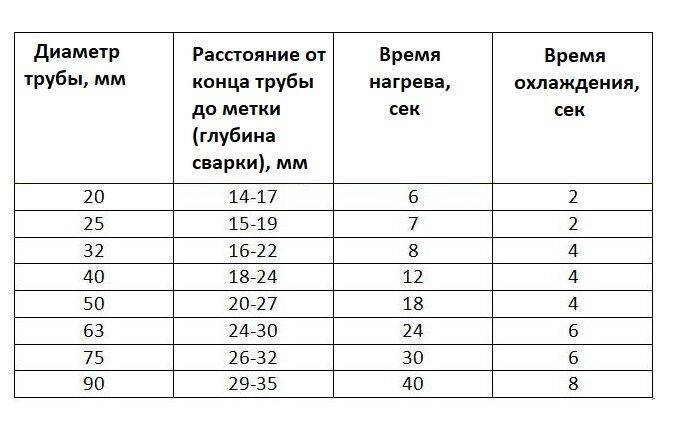
После этого, нужно по размеру подобрать фитинг. Его внутренний диаметр в не разогретом состоянии должен быть больше диаметра трубы. Фитинг и внешняя часть трубы очищается от пыли и обезвреживается раствором из мыла, после чего тщательно просушивается. Все детали устанавливают на нужные насадки паяльника. Трубу вставляют внутрь гильзы, а фитинг одевают на дорн. Все значения диаметра определяются согласно приведенной ниже таблице:
Диаметр трубы, мм | Ширина пояса, мм | Время нагрева, сек | Время соединения, сек | Время для охлаждения спайки, мин |
20 | 14-16 | 6 | 4 | 2 |
25 | 15-18 | 7 | 4 | 2 |
32 | 16-21 | 8 | 6 | 4 |
40 | 18-22 | 12 | 6 | 4 |
50 | 20-25 | 18 | 6 | 4 |
63 | 24-28 | 24 | 8 | 6 |
Затем все необходимые детали снимают с паяльника и соединяют друг с другом без поворотов по своей оси. Это нужно делать с небольшим нажимом. Трубу вставляют в фитинг на всю его глубину. После окончательного затвердевания пластика все соединения становятся надежными и прочными.
![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://brprofi.ru/wp-content/uploads/5/d/a/5dacd39065c1b38971890db0c19b0e3a.jpeg)







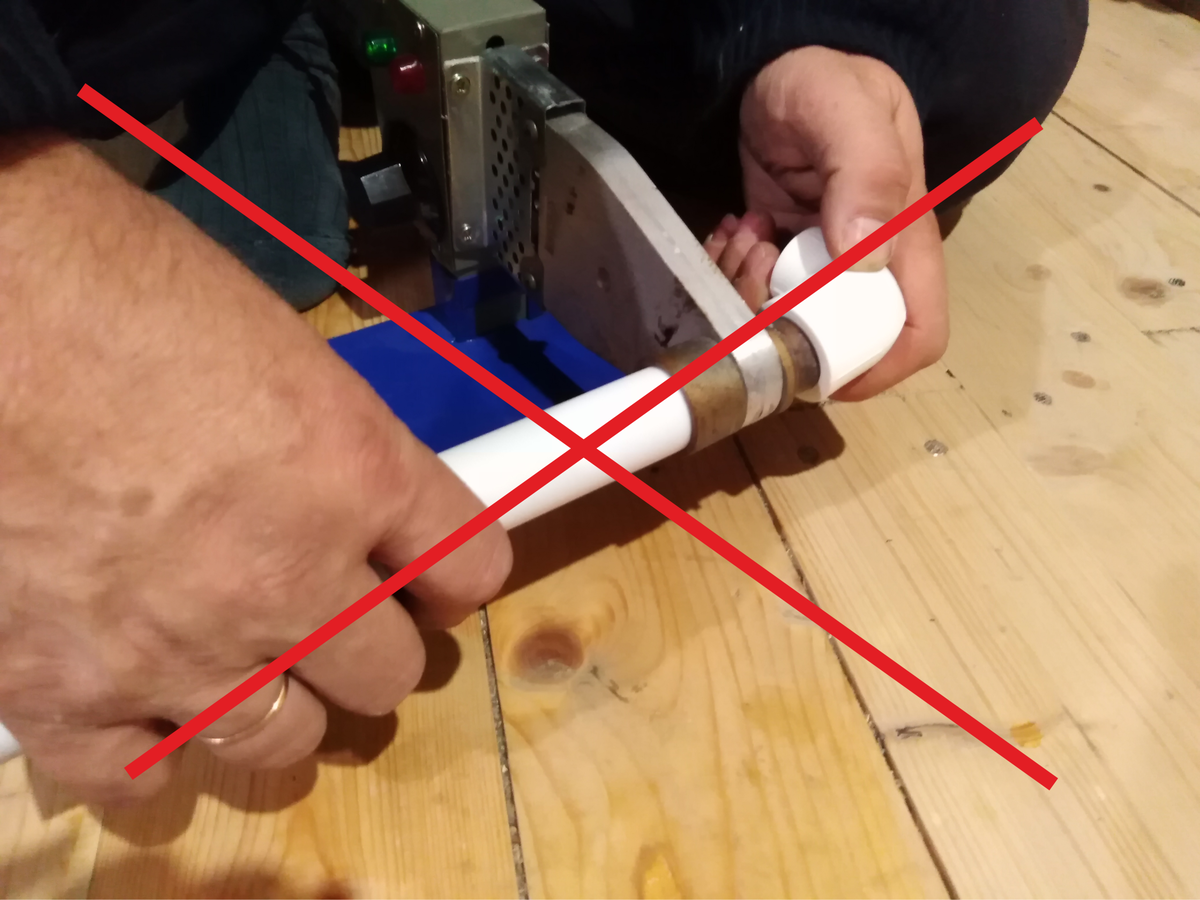
В том случае если на краях раструба появился сплошной наплыв по всей окружности, то это свидетельствует о том, что соединение выполнено, верно. Во время выдерживания времени охлаждения запрещено поворачивать трубы. Если у соединения образовался угол или оно оказалось смещенным, то его нужно обрезать и всю работу выполнить заново.
Отличительные моменты спайки армированных труб:
1. На внешней стороне снимается фаска и, используя шейвер, защищается армирование.
2. Если труба будет армирована алюминием в верхней части, то ее просто устанавливают в зачистку и делают несколько оборотов.
3. Если армирование было внутренним, то армирующий слой сильно прижимают к торцевателю и проворачивают.
Таблица пайки и температура их нагрева
Качество пайки зависит от температуры и времени нагрева
Очень важно соблюдать необходимые температурные параметры. Плохо влияет на качество соединения, как перегрев, так и недостаточное нагревание
- Перегрев ведет к деформации, уменьшению проходимости.
- Не достаточное нагревание ослабляет соединение, что может привести к образованию течи.
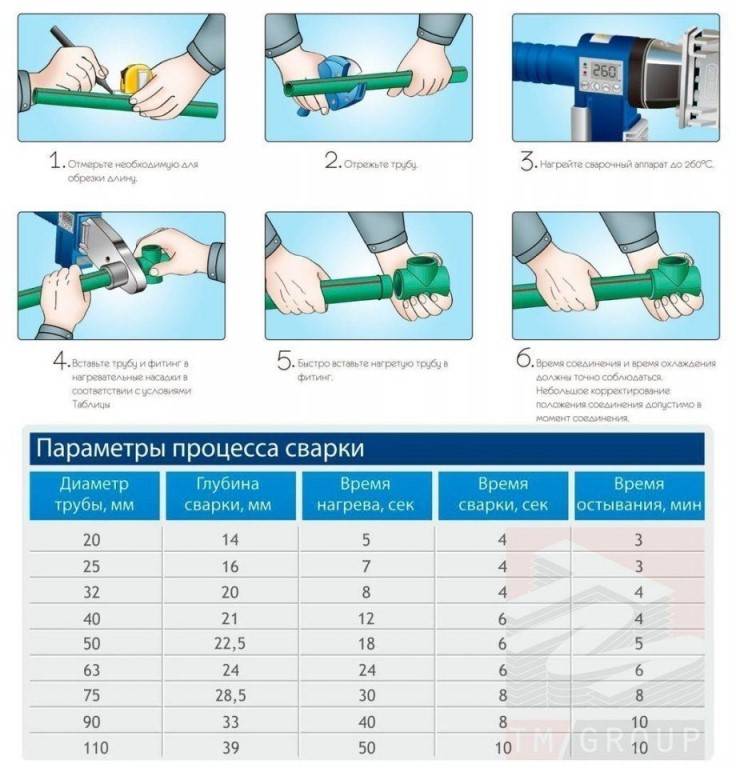
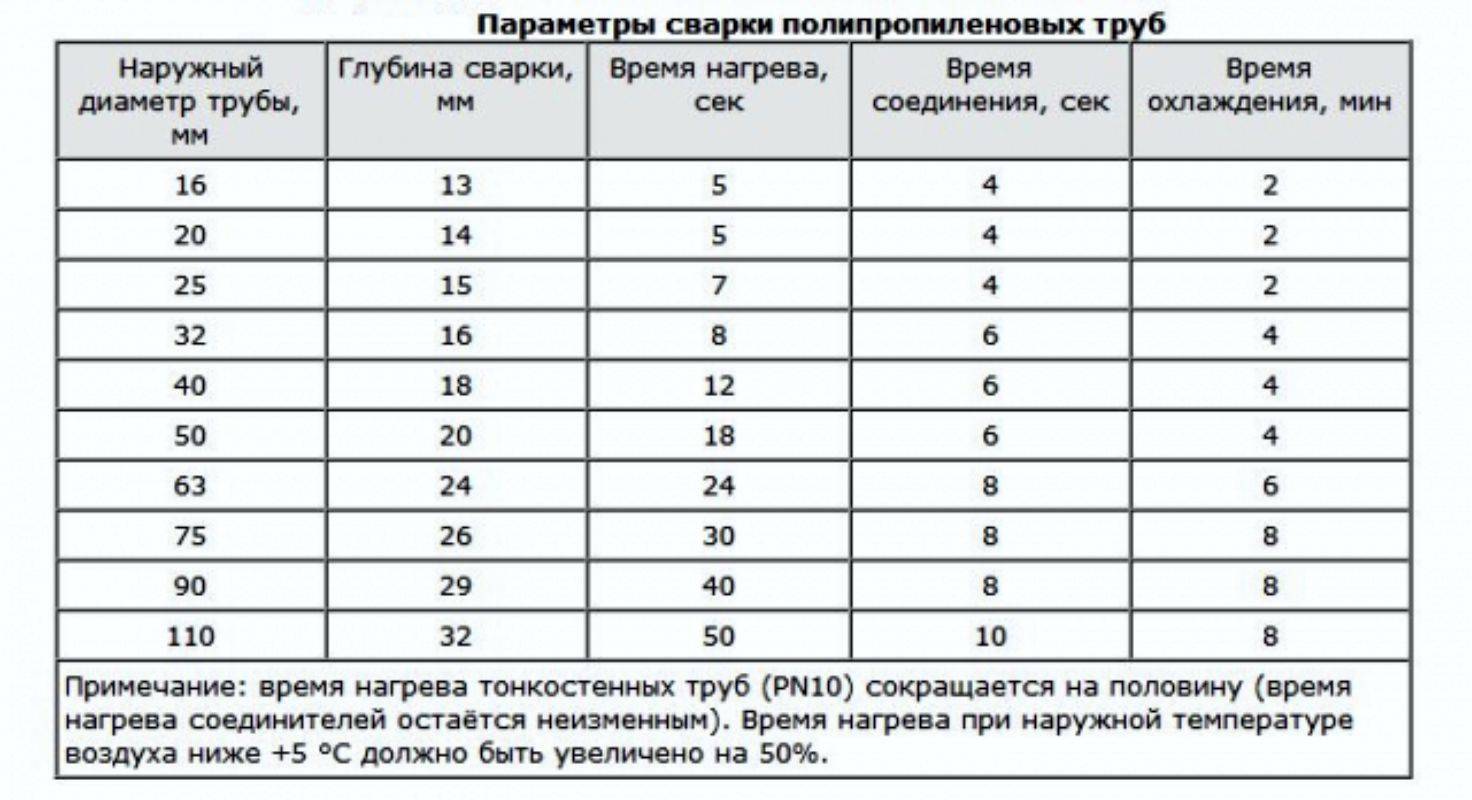
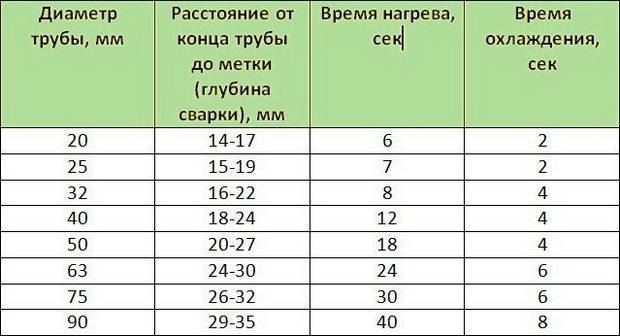
Перед Вами таблица температур и времени пайки полипропиленовых труб:
| Диаметр трубы, mm | Время нагрева, с | Время сварки, с | Время охлаждения, мин | Глубина плавления, mm |
| 16 | 5 | 4 | 3 | 13 |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 15 |
| 32 | 8 | 4 | 4 | 17 |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 18 | 6 | 5 | 23 |
| 63 | 24 | 6 | 6 | 26 |
| 75 | 30 | 8 | 8 | 28 |
| 90 | 40 | 8 | 8 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Следующий важный температурный параметр для получения качественной пайки – это температура окружающей среды. Рекомендуется выполнять соединение при температуре от 0° до 25°С.
Еще одно значение, которое необходимо знать при сварке — это глубина плавления. При монтаже, выполняя замеры, проще измерить длину от фитинга до фитинга. Например, между двумя углами расстояние 110 мм, то необходимо отрезать трубу длинной – 110 мм + 2*14 мм, получим длину 138 мм.
Таблица глубины плавления ПП:
| Диаметр трубы, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Глубина плавления, mm | 13 | 14 | 15 | 17 | 20 | 23 | 26 | 28 | 33 | 39 |
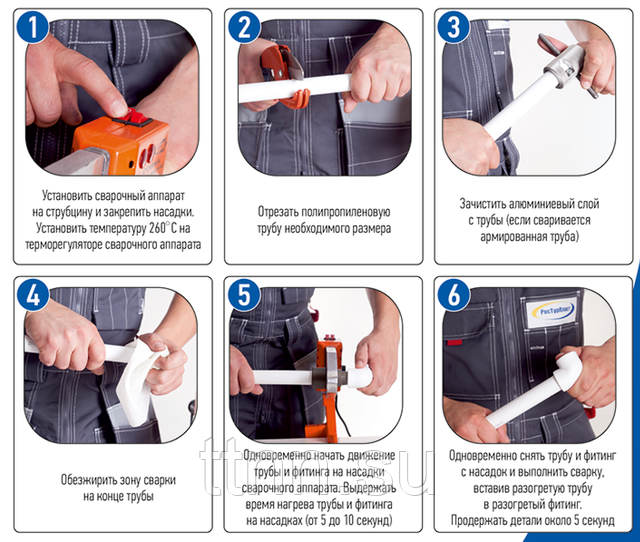
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
Подготавливается рабочее место, материалы и инструменты.
Паяльник устанавливается на штатив и оснащается насадками нужного размера.
Насадки обрабатываются обезжиривающим раствором.
Прибор подключается к сети, на индикаторе загорается красная лампочка.
На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе.
Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают.
На трубе делается отметка, соответствующая глубине посадки для данного диаметра.
Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника.
Детали нагреваются в течение положенного времени.
Осторожно, без вращения снимаются с насадок.
Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки.
Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Интересно: чем отличается сварка труб от пайки
По сути процесса данные операции не отличаются: соединяемые детали разогреваются до состояния, когда их можно склеить и получить герметичное соединение. Паяльник часто называют сварочным аппаратом – это тоже правильно. Но понятие «сварка полипропиленовых труб» используют больше для промышленной пайки трубопроводов крупных диаметров в коммунальном хозяйстве (стыковая сварка).
Большие паяльные аппараты устроены несколько иначе. Работа происходит следующим образом:
- Свариваемые трубы помещаются в центрирующее устройство (направляющая), защищаются специальным диском, который обеспечивает плоскостность и параллельность зачищаемых краев. После диск снимают, проверяют площадь прилегания – трубы должны идеально стыковаться.
- Между трубами вставляют нагревательный диск, к нему приживаются части трубопровода и разогреваются.
- Нагревательный элемент убирается, трубы подводятся одна к одной и спаиваются стык в стык.
- После остывания стыка (выдержка обязательна) направляющую конструкцию снимают.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
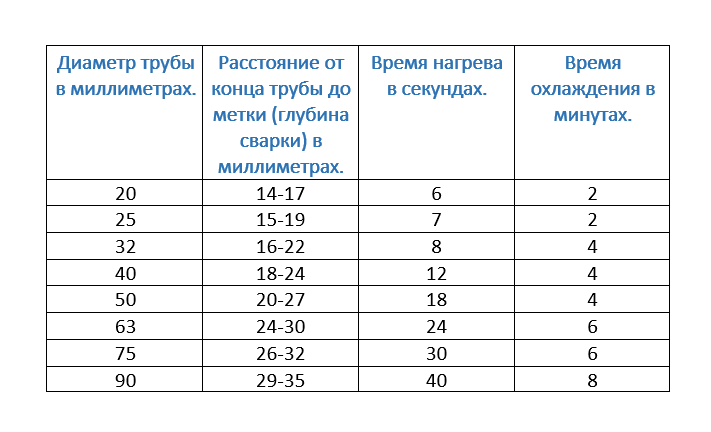
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах. Значение можно уточнить, измерив несколько фитингов глубиномером.
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.

Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.

Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:


![[инструкция] пайка полипропиленовых труб | видео](https://brprofi.ru/wp-content/uploads/7/c/e/7ce7bbf344aa7222f5ee21ac0a559cb7.jpeg)
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу

Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.