Порядок проведения работ
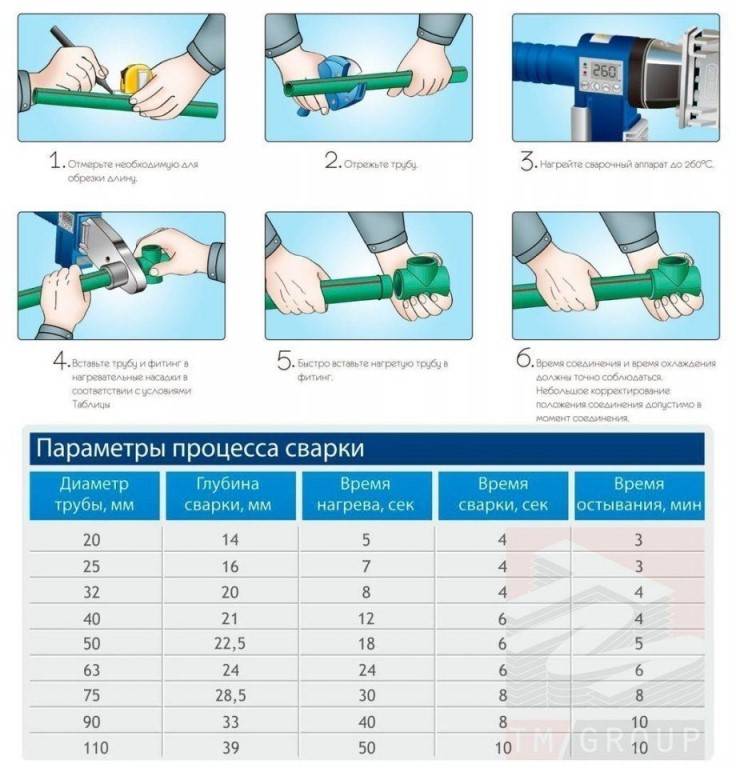
Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов.
Этап #1 — подготовка сварочного аппарата
Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок.
Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки. Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°. Аппарат включается и разогревается, что занимает примерно 10-15 мин.
При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается.
Этап #2 — подготовка трубы
При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются. Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена. Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.

Резать полипропиленовую трубу нужно только под прямым углом
Этап #3 — разогрев деталей
Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице.
Этап #4 — сваривание элементов
Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.

Детали разогреваются строго определенное время
Этап #5 — охлаждение соединения
Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы
После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости
После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.

Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент
Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом
Распространенные ошибки и советы
Несмотря на кажущуюся простоту – нагрел, соединил, остудил – в сварке полипропилена есть множество моментов, упускать которые не стоит:
- При полном отсутствии опыта вначале лучше потренироваться на отрезке трубы, ведь разогретый полипропилен сохраняет пластичность недолго, за это время необходимо успеть соединить элементы без перекосов, прочно их зафиксировать и, ни в коем случае не меняя их положения, дождаться полного остывания.
- Трубы и фитинги разных фирм даже одного и того же диаметра сваривать между собой не стоит – из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения ровного среза точно под 90° используют только очень острый инструмент. Все заусеницы тщательно зачищаются.
- Покупать необходимо только качественный пластик – при выборе изделий от сомнительного производителя трубопровод может дать протечку.
- Работать на весу запрещено – утюг для сварки должен обязательно иметь подставку. Удобнее, если он имеет крепление к столу в форме винтового зажима.
- Так как фитинг прогревается чуть дольше, его надевают на насадку первым.
- Слишком медлить и затягивать интервал между нагревом и монтажом не следует – сварка будет непрочной.
- Трубу необходимо вводить в фитинг до упора, иначе в месте образовавшегося зазора из-за уменьшения толщины стенки она со временем даст течь.
- Оплывы пластика, образовавшиеся в процессе сварки, сразу же удалять не стоит – неостывшее соединение легко деформируется. Хотя, конечно, у опытного мастера оплывы появляются очень редко.
- Вращать, ввинчивать детали при соединении запрещено, движение необходимо делать только по прямой.
- Чрезмерное усилие при соединении также недопустимо – в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить новым, запаивание его встык с трубой недопустимо.
- Некоторые агрегаты китайского и турецкого производства оснащены сразу двумя нагревательными элементами с отдельными выключателями. Но во избежание риска перегрева полипропилена использовать сразу оба не стоит, пусть второй нагреватель будет лишь запасным.
- Время остывания должно быть приблизительно равно времени нагрева. Не стоит укорачивать этот период, иначе соединение будет непрочным.
- Места соединения труб не должны быть загрязнены – сварка пыльных и грязных изделий может привести к потере прочности. Дополнительно свариваемые плоскости обезжириваются ацетоном, бензином или уайт-спиртом. Обычную водку для этих целей использовать запрещено, так как она способна разрыхлять пластик.
- Недопустимо и попадание влаги. При скоплении в трубах воды их набивают солью или хлебным мякишем, для удаления после сварки их следует хорошо промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При зачистке фольги даже небольшого оставшегося кусочка достаточно, чтобы в процессе эксплуатации образовалась течь, её необходимо удалять тщательно на всю длину спайки. Зачистка стекловолокна не требуется – этот материал спаивается очень хорошо.
- Важна не только чистота труб, но и самого паяльника. После каждой операции остатки пластика обязательно полностью удаляют.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.









Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:

Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:

Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах. Значение можно уточнить, измерив несколько фитингов глубиномером.
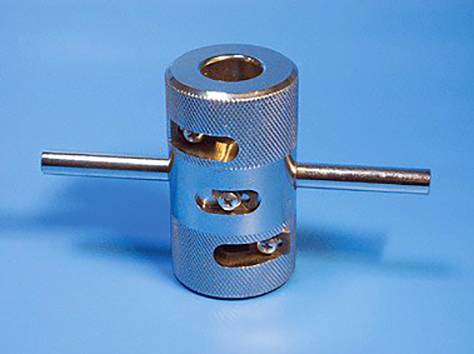
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Как паять пластиковые трубы
Суть сварочных работ по пластику заключается в процессе правильной пайки. Пайкой сваривается полностью весь трубопровод, включая запорную арматуру, предохранительные устройства и контрольно измерительные приборы.
Используют несколько способов:
- Диффузионный способ выполняется за счет сильного нагрева и сдавливания соединительных деталей конструкции.
- Пайка электрофитингом представляет собой применение фитингов с нагревательными элементами. Именно под воздействием электрического тока на эти элементы происходит сплавление пластиковых частей.
- Скрепление методом холодного жима выполняется без нагрева, с помощью добавления в места контакта пластика специального припоя.
Перечисленные способы используются в зависимости от типа материала и условий конструкции. Самым распространенным и общедоступным является способ пайки пластиковых труб посредством нагревания и сдавливания, как в диффузном способе.
Кратко о сварочном аппарате

Приступая к сварочным работам по пластику способом пайки, необходимо сначала ознакомится с работой сварочного аппарата.
Прибор нагревает пластиковые контактные части при прикосновении к нагревательному элементу, и называется подошва. Для удобства использования на подошве имеется специальные крепления для разных насадок. Весь корпус выполнен из крепких металлических частей. Для управления температурой нагрева на устройства есть регулятор выставления требуемой температуры, индикаторы включения и выключения прибора, индикатор контроля достижения требуемого значения.
Задавая вопросом, как выбрать качественный сварочный аппарат, нужно знать некоторые моменты. Устройство должно быть выполнено из хороших материалов. Подошва иметь мечевидную форму, позволяющую комфортно работать с несколькими насадками. Комплектация прибора предусмотрена удобным металлическим ящиком, с набором основных наконечников. Масса прибора не должна быть более 5 килограмм.
Процесс пайки труб
Настраивая сварочный аппарат важно знать о температурных режимах необходимых для пайки пластиковых труб значение равное 260С, а для соединения полиэтиленовых необходимо установить 220С. Правильно настроенный прибор обеспечит работу по сварке пластиковых труб своими руками в разных условиях, включая и на сваривании весу
- Для подготовки к началу пайки необходимо нарезать отрезки труб и подготовить правильных размеров фитинги.
- Установить аппарат на подставку, включить в электрическую сеть для нагревания подошвы, предварительно установив необходимую температуру на регуляторе.
- Заранее закрепить насадки на подошве нужного размера в последовательность их использования.
- Отметить глубину фитинга и сделать отметку на трубе Получив необходимого опыта, возможно, эти отметки потом не пригодятся.
- Участок, отмеченный на фитинге и трубе должен быть обезжиренным. Обе части для спаивания одновременно одеваются на насадки и нагреваются до требуемой температуры.
- После нагрева пластиковые части аккуратно вставляются, удерживаются до полного скрепления.
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.


![[инструкция] пайка полипропиленовых труб | видео](https://brprofi.ru/wp-content/uploads/d/8/9/d8974f39572a65331c827903359ddd03.jpeg)



- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.
Что потребуется для проведения монтажных работ
Работа с полипропиленовыми трубами заключается в раскрое заготовок, подготовке торцевых кромок к монтажу, термической обработке элементов и формировании стыка. Реализация проекта требует наличия небольшого арсенала инструментов для пайки:
- измерительные приборы, слесарный угольник и разметочные материалы (карандаш, маркер);
- роликовый труборез или специальные ножницы;
- ветошь с обезжиривателем;
- аппарат для пайки тех или иных полипропиленовых труб;
- плотные перчатки с антискользящим покрытием.
 Набор для монтажа полипропиленового трубопровода
Набор для монтажа полипропиленового трубопровода
Режущий инструмент должен быть удобным, исправным. Лезвие проверяют на наличие дефектов, заточку. Если есть возможность – исправляются недостатки, если нет – приобретают новые ножницы
Важно также отслеживать перпендикулярность реза, который должен быть чистым и ровным. Подобные требования исключают применение ножовочного полотна (пила, лобзик) или болгарки
 Ножницы для резки полимерных изделий
Ножницы для резки полимерных изделий
Чтобы обеспечить герметичное и надежное соединение между полипропиленовыми заготовками, необходимо подготовить рабочие кромки. Процесс включает устранение пыли, грязи, заусенцев, влаги, а также обезжиривание поверхностей. Для этого можно использовать готовый общестроительный состав или спирт (этиловый, изопропиловый).
Для масштабных проектов с трубами большого диаметра применяют механическое, электрогидравлическое оборудование. В состав таких приборов входят станина, блок управления, захваты с уплотнителем, торцеватель, дисковый нагревательный элемент, динамометр. Фиксация, смещение и корректировка положения полимерных заготовок осуществляется передвижными центраторами. Они управляются вручную посредством рычага. Другой вариант предусматривает наличие гидравлического привода.
 Установка для стыковочной сварки
Установка для стыковочной сварки
Сварочный аппарат для работ с трубами малого диаметра и толщины конструктивно представлен подставкой, ручкой, блоком регулировки, нагревательным элементом в виде зауженной пластины (мечевидный) или штыря (цилиндрический). К последним крепят специальные насадки (гильза-дорн) различных диаметров. Как правило, допустима установка одновременно нескольких сменных снастей (под отверстия или в виде хомутов), чтобы проводить беспрерывный монтаж магистралей из разноразмерных каналов. Для крепления деталей в комплектацию входит шестигранный ключ.
 Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов
Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально — соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
Канализация в частном доме своими руками – быстро и без проблем. Описание устройства, какие бывают виды и схемы (20 Фото & Видео) +Отзывы
Как паять полипропиленовые трубы в труднодоступных местах
Если верить производителям, то срок эксплуатации труб из полипропилена составляет более 45 лет, что делает их наиболее востребованными сегодня в системах водоснабжения и отопления. Но нужно отметить, что такой срок службы возможен только при соблюдении оптимальных условий. Например, при температуре среды со знаком «минус» напор в системе должен быть высоким, а при высокой температуре – низким. В других условиях срок службы труб будет составлять не более 5 лет. Стоит отметить, что в имеющихся бытовых условиях практически всегда наблюдаются оптимальные условия для работы полипропиленовых труб, поэтому возникнуть проблем с ними не должно.






![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://brprofi.ru/wp-content/uploads/1/0/1/101ff261bf79bf051967cfd7010b161f.jpeg)

Виды полипропиленовых труб




По внешнему виду трубы из полипропилена можно разделить на элементы с черным, серым, а также белым или зеленым покрытием. Причем трубы черных оттенков наименее подвержены действию ультрафиолета. Благодаря большому сроку их службы можно трубы из полипропилена устанавливать как внешне, так и внутри стен. А чтобы знать, как правильно сделать выбор труб отопления, необходимо ознакомиться с их классификацией:
- трубы PN10 чаще всего применяют для систем холодного водопровода, а также при монтаже «теплого пола» с температурой не более 45 °C;
- трубы PN16 хороши в системах холодного трубопровода с высоким напором, а также в системах центрального отопления, где наблюдается несколько низкий напор;
- трубы PN20 являются универсальными, потому как применяются как в системах холодного, так и горячего водопровода с температурой жидкости до 75 °C;
- трубы PN25 производители дополнительно укрепляют, поэтому они незаменимы при установке в системах с высоким напором.
Как правильно паять полипропиленовые трубы
Для монтажа труб из полипропилена поперечной длиной до 6 сантиметров своими руками обычно применяют зажимный или раструбный метод пайки (см. видео). И тот, и другой способ предусматривает использование специальной вспомогательной детали – зажимного устройства. Для соединения труб с резьбой чаще всего применяют фитинги. Паять полипропиленовые трубы большого диаметра, т.е. более 6 сантиметров, рекомендуется методом стыка, который не требует применения дополнительных элементов и поэтому является более надежным.

Для пайки полипропиленовых труб поперечной длиной до 4 сантиметров можно использовать ручной сварочный аппарат, а для соединения труб большого диаметра, т.е. больше 5 сантиметров, – устройство с центрированными приспособлениями. Соединяются части труб между собой путем нагрева при помощи насадок сварочного аппарата. Паяльник устанавливается обязательно на горизонтальной поверхности и закрепляется. Специальные насадки для полипропиленовых труб нужного размера в нем должны быть зафиксированы еще до его нагревания. Температура нагревания аппарата обычно доходит до 260 °C за 12-14 минут.





Нужно отметить, что паять трубы из полипропилена нельзя при слишком низкой температуре воздуха, ведь это очень влияет на качество соединений. Например, при слишком высокой температуре среды температура нагревания должна быть несколько уменьшена, а при низкой – наоборот увеличена. Первая сварка труб должна проводиться только через 5 минут после полного нагрева аппарата, а по окончанию каждой пайки механизм должен очищаться от ненужных остатков.
Пайка в углах
Трубы из полипропилена для пайки в углах должны обрезаться своими руками только под углом 90 градусов (см. видео). Кроме того их концы должны зачищаться и обезжириваться. Для того чтобы обеспечить плавное прохождение труб в углах во время пайки используют зажимное устройство или фитинги. Глубину вхождения труб в них обозначают еще перед началом работ. Чтобы паять трубы их вместе с угловой насадкой помещают в сварочный аппарат и нагревают до необходимой температуры. В конце пайки трубам дают время на остывание. Особенно это касается элементов с негрубыми стенками, которые могут легко деформироваться.
В труднодоступных местах
Работать с трубами из полипропилена своими руками в труднодоступных местах достаточно сложно, так как требуется точность движений. При получении хоть малейших искривлений, особенно для элементов большого диаметра, необходима их срочная замена. Во время пайки аппарат для сварки постоянно должен находиться во включенном состоянии, а нагрев отдельных труб должен проводиться одновременно, как на видео.
Недостаточный их нагрев может привести к тому, что качество соединения будет низким, что в свою очередь приведет к поломке системы в будущем. Перегрев труб из полипропилена при соединении в труднодоступных местах может привести к потере их формы и невозможности введения в зажимное устройство или фитинг.