Инструкция по сварке
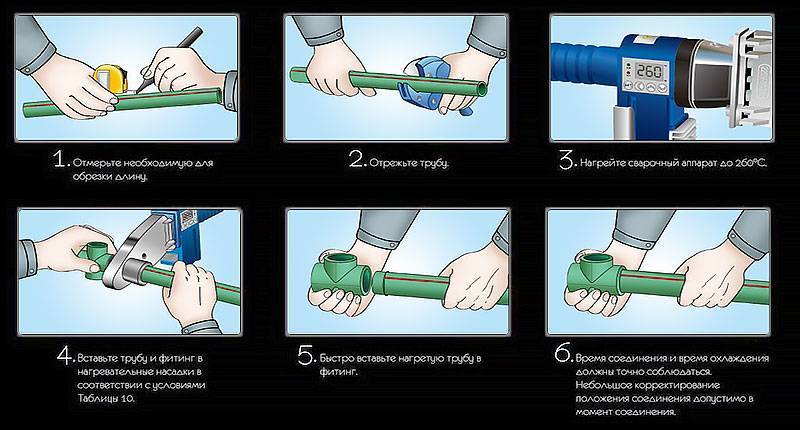
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
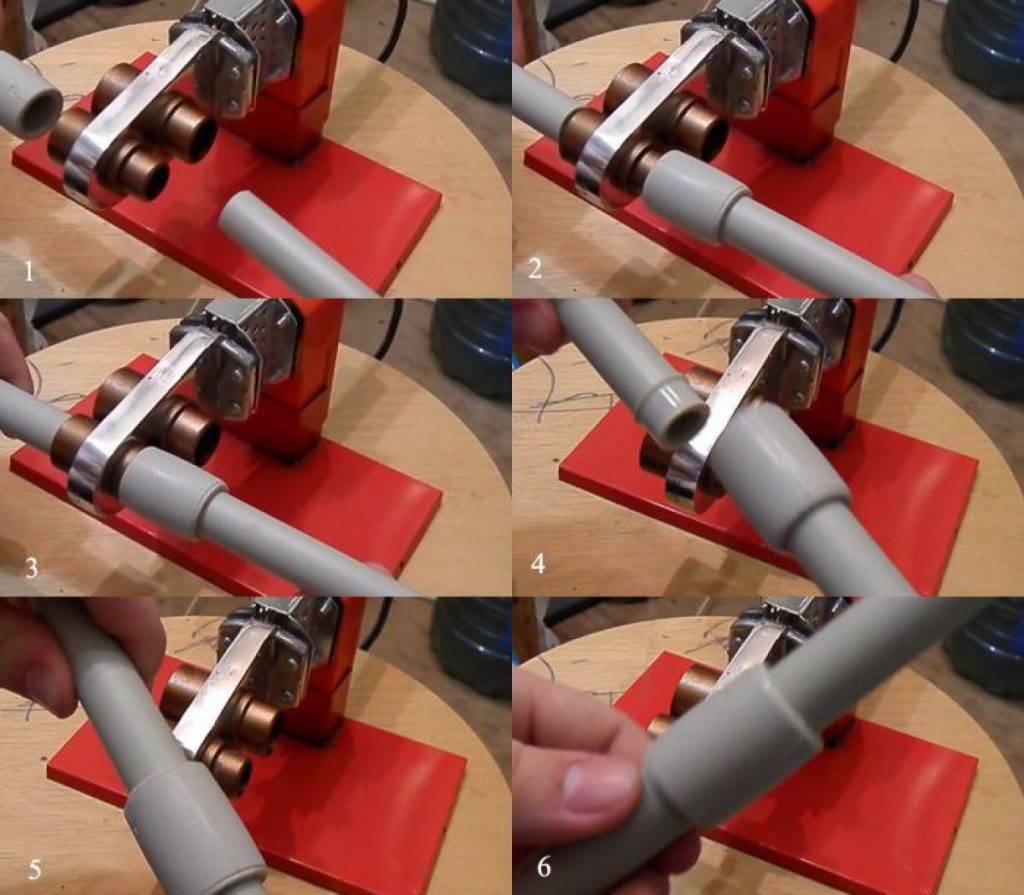
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Особенности соединений без пайки
Соединение пластиковых труб без пайки не потребует больших финансовых расходов. И доставать где-то дорогостоящее паяльное оборудование (очевидно, что оно есть далеко не у каждого) тоже не придётся.
Стоит признать, что сам процесс пайки кажется некоторым очень сложным. Человек должен уметь правильно обращаться с паяльным аппаратом, устанавливать нужное давление и температуру, подбирать припой. В общем, чтобы качественно спаять трубы, нужно знать действительно много нюансов.
Причём вместо паяльника предлагается использовать газовую горелку или зажигалку. Но и этот способ у некоторых может вызвать отторжение, так как здесь приходится иметь дело с открытым огнём.
Представим форс-мажорную ситуацию: случился прорыв пластикового водопровода. На то, чтобы вернуть ему герметичность методом пайки, может уйти много времени
А восстановление герметичности труб, соединённых без пайки, может быть осуществлено гораздо быстрее — это действительно важное преимущество
Ошибки, которые могут возникнуть при сварке
При монтаже труб из полипропилена могут возникнуть некоторые ошибки, которые появляются при отсутствии опыта. Вот некоторые из ошибок:
- Недостаточный нагрев паяльник — это очень распространённая ошибка. Вызывает понижение температуры, а значит некачественную сварку, а из-за этого может появиться протечка, нужно помнить о том, что паяльник необходимо нагревать не менее 5 минут и не отключать от сети в течение всей работы.
- Передержка или недодержка также очень вредна. Полипропилен начинает очень сильно размягчаться — это вызывает деформацию сварного соединения, что также может вызвать протечку.
- Фитинг использовать повторно нельзя ни в коем случае.
- Комплектующие изделия от разных производителей также не рекомендуется использовать, так как полипропилен разных марок может иметь различную температуру плавления.
https://youtube.com/watch?v=bEe_WcY6STk
Монтаж и сварка — это не такой уж и сложный процесс, и, овладев нужными навыками, вы сможете сами сварить тизделия, не вызывая профессионалов. Это позволит сэкономить средства из семейного бюджета, а также и подрабатывать на этом.
Пайка полипропиленовых труб своими руками
При установке полипропиленовых труб они могут быть соединены друг с другом следующими способами:
- методом диффузионной пайки;
- при помощи электрофитингов;
- посредством холодной сварки.
Ниже вы можете посмотреть небольшое видео на тему пайки полипропиленовых труб своими руками.
Особенности диффузионной пайки полипропиленовых труб

соединения полипропиленовых трубприменение доборной арматуры
Такой паяльник идет в комплекте со съемными парными насадками, которые по размеру соответствуют наружному диаметру трубы и внутреннему диаметру элементов соединения.
Пару таких насадок нужно прикрепить к термонагревательному элементу паяльника и разогреть их до температуры в 260 градусов. Когда насадки достаточно разогреются, в них нужно вставить соединительные детали буквально на пару секунд. В это время произойдет нагревание и расплавление поверхностей полипропиленовых элементов, которые вступили в контакт с насадками паяльника.
Потом доборный элемент и трубу нужно извлечь из насадки и присоединить друг к другу, чтобы они соединились посредством диффузии расплавленных частей. После того как поверхность остынет, соединение приобретет монолитную структуру.
Метод с помощью электрического паяльника имеет такие преимущества:
- легкость пайки труб;
- невысокая стоимость доборных элементов;
- невысокая стоимость самого паяльника.
Но наряду с этим такой паяльник крайне неудобно использовать в труднодоступных местах, это и есть ключевой недостаток такого метода пайки, хотя он и считается самым распространенным среди желающих сварить полипропиленовые трубы своими руками.
Как соединить полипропиленовые трубы с помощью электрофитингов

При установке полипропиленовых труб их нужно вставлять в электрофитинги и неподвижно фиксировать. К наружным контактам с помощью проводов подключается аппарат для сварки, который подает электричество на определенное время. В результате этого поверхность электрофитинга частично расплавляется, и полипропиленовая труба соединяется с другим элементом.
![[инструкция] пайка полипропиленовых труб | видео](https://brprofi.ru/wp-content/uploads/c/6/f/c6f5ca6434657a0c06336fdacf5fe478.jpeg)


![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://brprofi.ru/wp-content/uploads/9/d/0/9d072c68895fcb29c2a94c638bb75c1e.jpeg)





Такой метод оперативный и технически прост, но если вы захотите применить его своими руками, помните, что сварочный аппарат и соединительная арматура – весьма недешевые вещи. Именно по этой причине такой метод в домашних условиях для пайки практически не используется.
Метод холодной сварки
Холодная сварка полипропиленовых труб предполагает их соединение при помощи специального клея, состав которого способен размягчать поверхности соединяемых частей. Выглядит это так:
- места соединения предварительно обезжириваются;
- наносится клей в один слой;
- детали соединяются друг с другом;
- зафиксируйте их в нужном положении;
- продержите так какое-то время.
В плане прочности такой метод не уступает диффузному, технология очень проста, и паяльники со сварочными аппаратами не пригодятся. Однако ключевой недостаток такого способа пайки – это возможность его применения только для систем холодного водоснабжения. А вот для горячего водоснабжения и отопительных систем лучше применять другой метод.
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
ЧИТАТЬ ТАКЖЕ: Размеры полипропиленовых труб: длина ППР, типоразмеры пропиленовых труб
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием – прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).

Рис. 4 Сварка участков трубопровода утюгом с двумя насадками
Сварка полипропилена общие принципы
Для взора начинающего «мастера на все руки» процесс может показаться обманчиво простым. Ведь все что нужно — это разогреть составляющие детали, соединить, а затем крепко их скрепить. Но настоящий мастер знает, что дьявол скрывается в мелких деталях, поэтому нужно внимательно отнестись к нюансам, игнорирование которых, может привести к некачественному результату, плохой работе канализационной системы, затопления соседей и дальнейшему разочарованию в технологии. Подлость процесса выявления ошибок – их можно обнаружить через пару месяцев, сразу диагностировать проблему магистрали может только опытный сантехник, проводивший за своим любимым делом больше 10000 часов. Поэтому рекомендуем внимательно проработать некоторые моменты, чтобы результат самостоятельного труда радовал и эксплуатировался десятки лет.
Сварка полипропилена выполняется методом термооплифузии. Процесс состоит в разогреве состыковочных частей и их быстрого соединения. Чтобы процедура стала возможной необходимо иметь аппарат – паяльник.
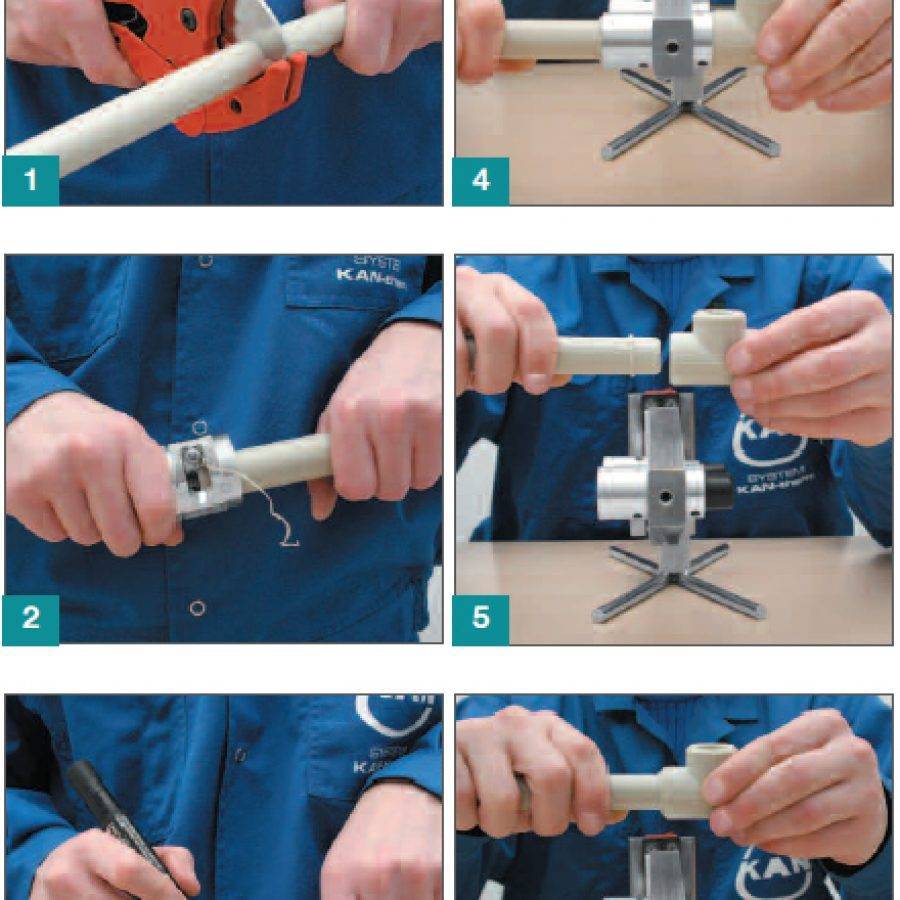
Как подготовить трубы

Режем трубу под 90 градусов
Замерив, нужный участок трубы, делается отметка маркером. Затем, труборезом или ножницами, которые следует располагать строго перпендикулярно к отрезаемой трубе, отрезается нужная часть изделия.

Зачищаем края трубы
Так как в армированной трубе присутствует алюминиевый слой, то необходимо избавиться от него. Дело в том, что со временем алюминиевая фольга станет разрушаться от соприкосновения с водой. Для этого, с помощью устройства для зачистки удалить верхний и фольгированный слои.
У элементов без армирующего алюминиевого слоя, отмечают глубину сварки на конце трубы, в зависимости от длины муфт.
Затем следует обезжирить места сварки с помощью спиртосодержащих жидкостей. Это сделает соединение более надежным и долговечным.
При этом следует внимательно осмотреть поверхность свариваемых труб. Любая, мельчайшая частица, которая попадет в шов, способна испортить не только этот стык, но и всю систему.
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
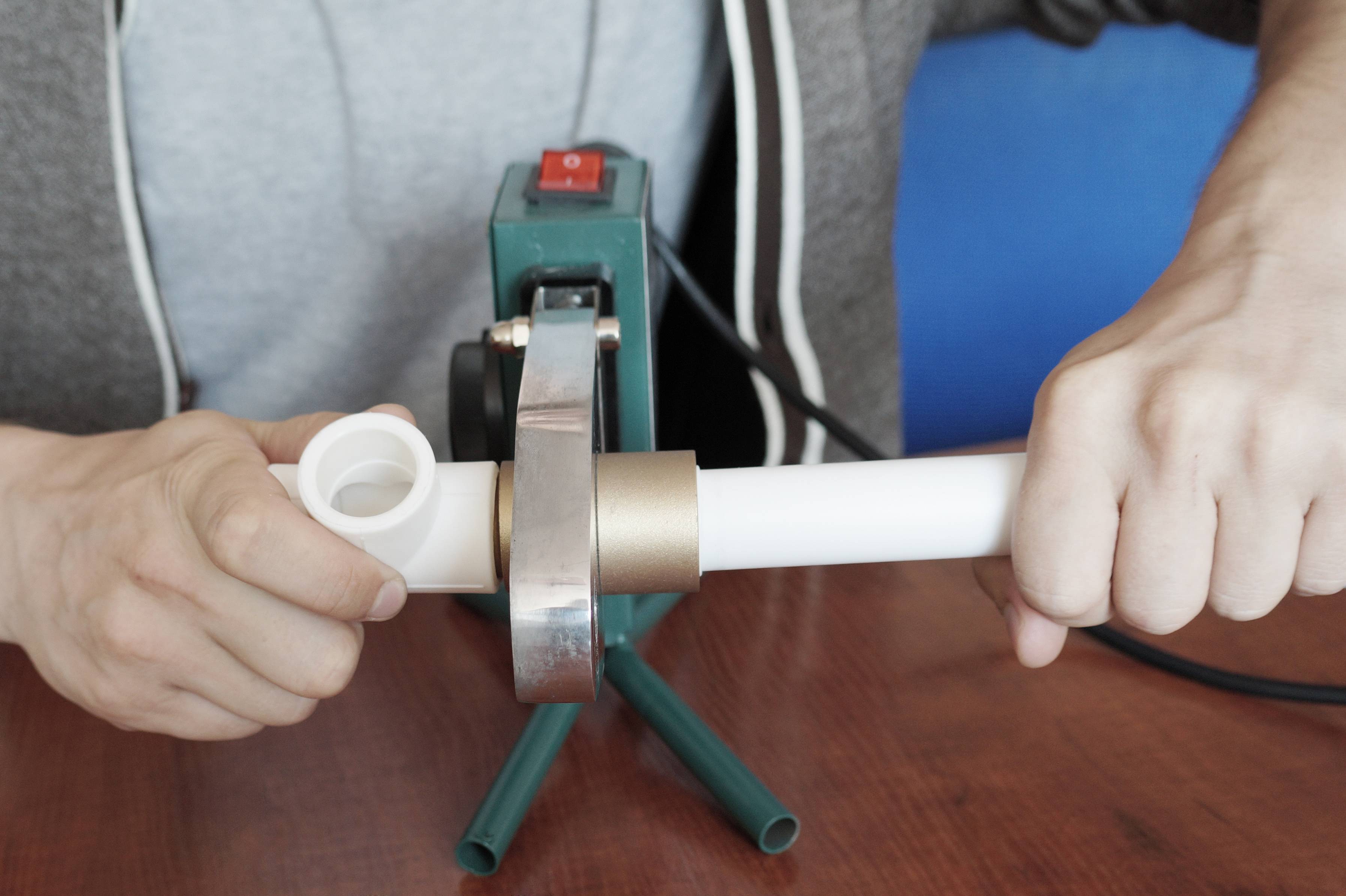
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.
| Диаметр сечения трубы, мм | Глубина сварки, мм | Длительность нагрева, сек | Фиксация, сек | Период охлаждение, мин |
| 20 | 13 | 7 | 8 | 2 |
| 25 | 15 | 10 | 10 | 3 |
| 32 | 18 | 12 | 12 | 4 |
| 40 | 21 | 18 | 20 | 5 |
| 50 | 27 | 24 | 27 | 6 |
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Как спаять полипропиленовые трубы в труднодоступных местах своими руками – практические советы
К местам затрудненного доступа можно отнести помещения ограниченной площади с высокой плотностью коммуникаций, а также углы и зоны под потолком.
Работу выполняют вдвоем. Пока один стыкует детали, другой устанавливает элемент на насадку или возвращает паяльник на платформу. Иногда может потребоваться еще одна пара рук.
Если трубы расположены близко к стене, сварку выполняют путем поочередного нагревания частей. Пока нагревается второй участок, первый не должен остыть. При необходимости его расплавляют повторно. Действуют быстро, но без суеты. Место для сварочного аппарата готовят заранее.








Используемое оборудование
Для соединения элементов при помощи муфты используется специальный паяльник, который оснащен массивным металлическим нагревателем.
На поверхности плиты предусмотрено гнездо для установки наконечников, соответствующих диаметру секций трубопровода. Для прямой или стыковой сварки необходим аппарат с механизмом центровки соединяемых деталей.
Дополнительная оснастка и инструмент, используемые при пайке трубопроводов:
- специальные ножницы для резки деталей;
- рулетка и инструментальная линейка для разметки;
- слесарный угольник;
- приспособление для зачистки армированных труб (шейвер);
- карандаш с мягким грифелем или маркер для разметки;
- нож для разделки фасок (необходим при стыковой сварке);
- жидкость для обезжиривания поверхностей перед пайкой.
Что потребуется для проведения монтажных работ
Работа с полипропиленовыми трубами заключается в раскрое заготовок, подготовке торцевых кромок к монтажу, термической обработке элементов и формировании стыка. Реализация проекта требует наличия небольшого арсенала инструментов для пайки:
- измерительные приборы, слесарный угольник и разметочные материалы (карандаш, маркер);
- роликовый труборез или специальные ножницы;
- ветошь с обезжиривателем;
- аппарат для пайки тех или иных полипропиленовых труб;
- плотные перчатки с антискользящим покрытием.
Набор для монтажа полипропиленового трубопровода
Режущий инструмент должен быть удобным, исправным. Лезвие проверяют на наличие дефектов, заточку. Если есть возможность – исправляются недостатки, если нет – приобретают новые ножницы
Важно также отслеживать перпендикулярность реза, который должен быть чистым и ровным. Подобные требования исключают применение ножовочного полотна (пила, лобзик) или болгарки
Ножницы для резки полимерных изделий
Чтобы обеспечить герметичное и надежное соединение между полипропиленовыми заготовками, необходимо подготовить рабочие кромки. Процесс включает устранение пыли, грязи, заусенцев, влаги, а также обезжиривание поверхностей. Для этого можно использовать готовый общестроительный состав или спирт (этиловый, изопропиловый).
Для масштабных проектов с трубами большого диаметра применяют механическое, электрогидравлическое оборудование. В состав таких приборов входят станина, блок управления, захваты с уплотнителем, торцеватель, дисковый нагревательный элемент, динамометр. Фиксация, смещение и корректировка положения полимерных заготовок осуществляется передвижными центраторами. Они управляются вручную посредством рычага. Другой вариант предусматривает наличие гидравлического привода.
Установка для стыковочной сварки
Сварочный аппарат для работ с трубами малого диаметра и толщины конструктивно представлен подставкой, ручкой, блоком регулировки, нагревательным элементом в виде зауженной пластины (мечевидный) или штыря (цилиндрический). К последним крепят специальные насадки (гильза-дорн) различных диаметров. Как правило, допустима установка одновременно нескольких сменных снастей (под отверстия или в виде хомутов), чтобы проводить беспрерывный монтаж магистралей из разноразмерных каналов. Для крепления деталей в комплектацию входит шестигранный ключ.
Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
Сварка труб из полипропилена
Высокая надежность таких швов позволяет выполнять скрытый монтаж трубопровода с заделкой труб в конструкцию здания. Наибольшую популярность сегодня получила технология неразборного соединения при помощи сварки с использованием соответствующих фитингов.
Общие правила работы
На сегодняшний день существует два способа соединения — это враструб и встык. При этом, вне зависимости от выбранной вами технологии, необходимо учитывать соответствующие правила, что позволит гарантировать великолепную прочность и долговечность сварного шва.
Все работы проводятся при плюсовой температуре. А вот выполнение их при отрицательных температурах неизменно приведет к проблемам с качеством работы, в итоге такое соединение быстро потеряет свою герметичность.
Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Не рекомендуется использовать дополнительное охлаждение соединения с помощью холодного воздуха или воды. Такое резкое охлаждение шва приведет к появлению термического напряжения, что отрицательно сказывается на прочности сварки.
Соединение полипропиленовых труб враструб
Сварка враструб получила наибольшее распространение, что объясняется отличным качеством выполняемых работ и простотой используемого оборудования. Специальный паяльник имеет доступную стоимость, что позволяет приобрести такой инструмент даже обычному домовладельцу.
Выполнить качественное соединение можно даже без какого-либо существенного опыта работы. Необходимо лишь использовать специальные фитинги, отводы, тройники и углы, правильно подбирая их диаметр и материал, из которого они изготовлены.
Если говорить о преимуществах такого способа, то отметим следующее:
- качество соединения ппа;
- простота выполняемых работ;
- возможность использования дополнительных тройников и отводов;
- полная герметичность.
Процесс сварки враструб подразумевает оплавление краев сопрягаемых поверхностей с внутренней стороны
фитинга и внешней поверхности труб. При этом используется специальный паяльник, в патроны которого вставляются разогреваемые детали, после чего происходит их оплавление. Предлагаем вам простейшую инструкцию по выполнению такой работы.
Необходимо лишь соединить разогретые трубы и фитинги, после чего полипропилен будет соединен на молекулярном уровне, что и позволит обеспечить великолепную прочность такой сварки.
Отличием данного способа соединения от сварки встык является использование соответствующих фитингов, что обеспечивает улучшенную прочность конструкции и не требует выполнять центровку шва. При этом стоимость используемых фитингов находится на доступном уровне, что позволяет сократить расходы на прокладку такого трубопровода.
Технология сварки враструб
Данная технология соединения полипропилена используется в тех случаях, когда диаметр соединяемых трубопроводов может существенно различаться. При сварке враструб также нагревают кончики соединения, после чего соединяемые части вставляются друг в друга и оплавленный пластик прочно сваривается.
Оборудование для сварки
Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.
Почему лучше отказаться от кустарного
Самодельный аппарат для сварки
Одно из наименований сварочного агрегата — “утюг” — объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка — объемы работ и скорость
Электрофитинги
При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.









При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.
Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Оптимальный выбор для самостоятельного соединения деталей
Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку
Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Утепление балкона изнутри: описание материалов, полная пошаговая инструкция как все сделать своими руками (40+ Фото Видео) +Отзывы
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.