Введение в тему
Полипропилен дешевле металлических деталей и систем, но прослужит достаточно долго. По этому параметру он не так уж отстает от деталей, выполненных из металла.
Системы из полипропилена устойчивы к коррозийным изменениям, весят достаточно мало и легко монтируются без применения дополнительных механизмов.
Сборку можно провести в одиночку, однако наличие помощника сократит время монтажа. Это может сделать даже несведущий в таких работах человек. Достаточно выполнить все правила и следовать инструкциям.
Они различаются по набору химических элементов в составе, технологиям процесса производства, но сварочная методика работы с ними едина.
Далее представлена информация по правилам работы со сварочными инструментами и принципы их использования. А также характерные особенности процесса полимерной сварки и спецоборудования для ее проведения.
Инструкция по сварке
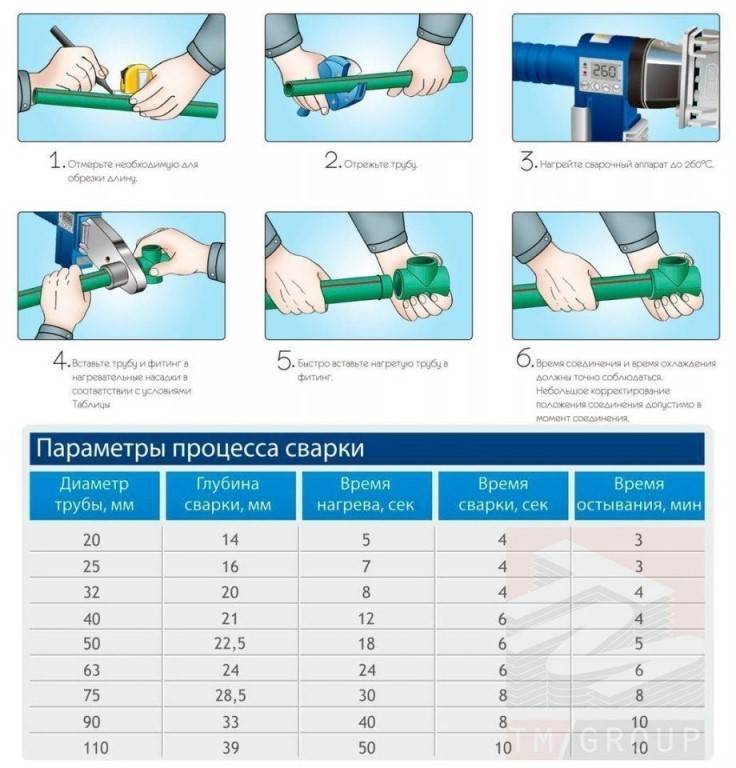
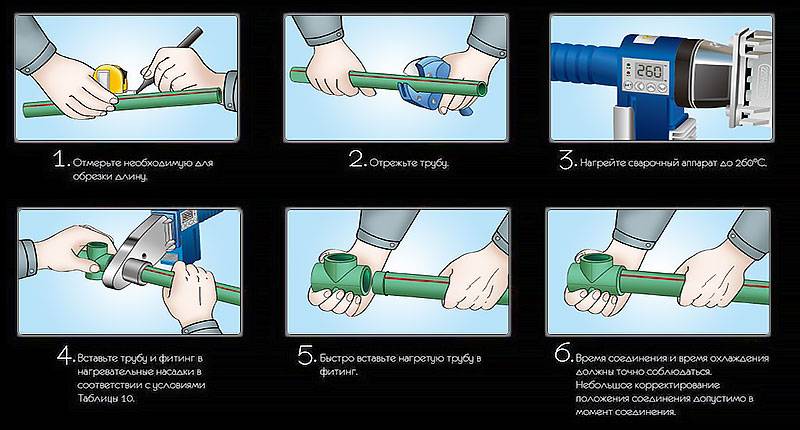
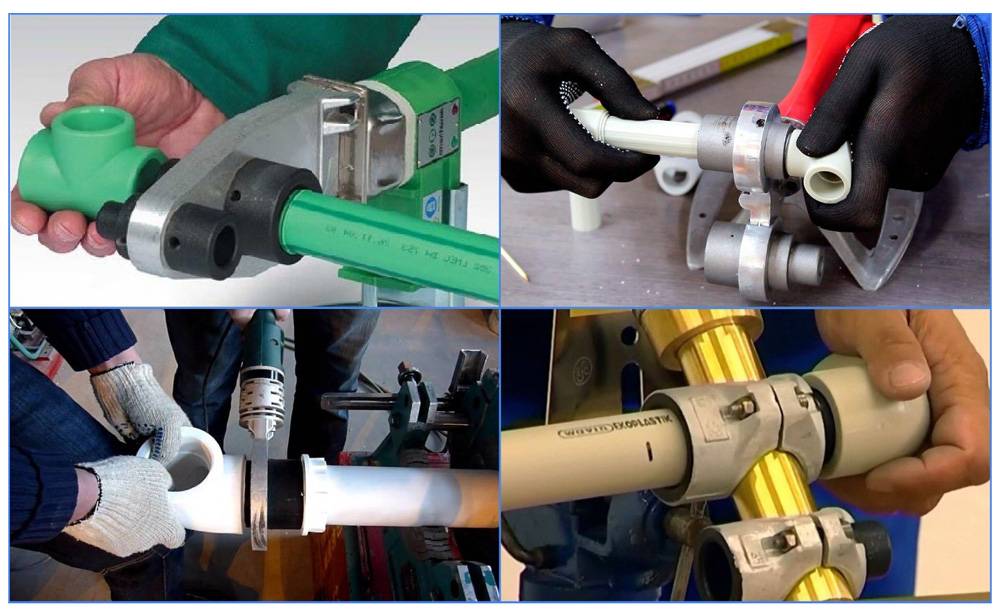
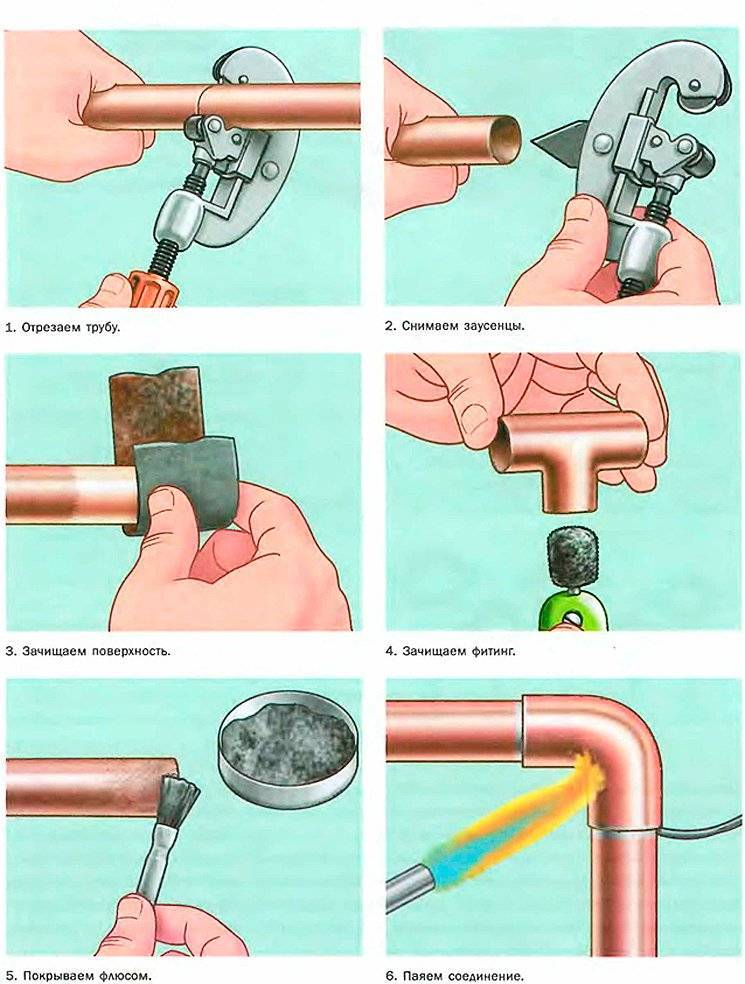
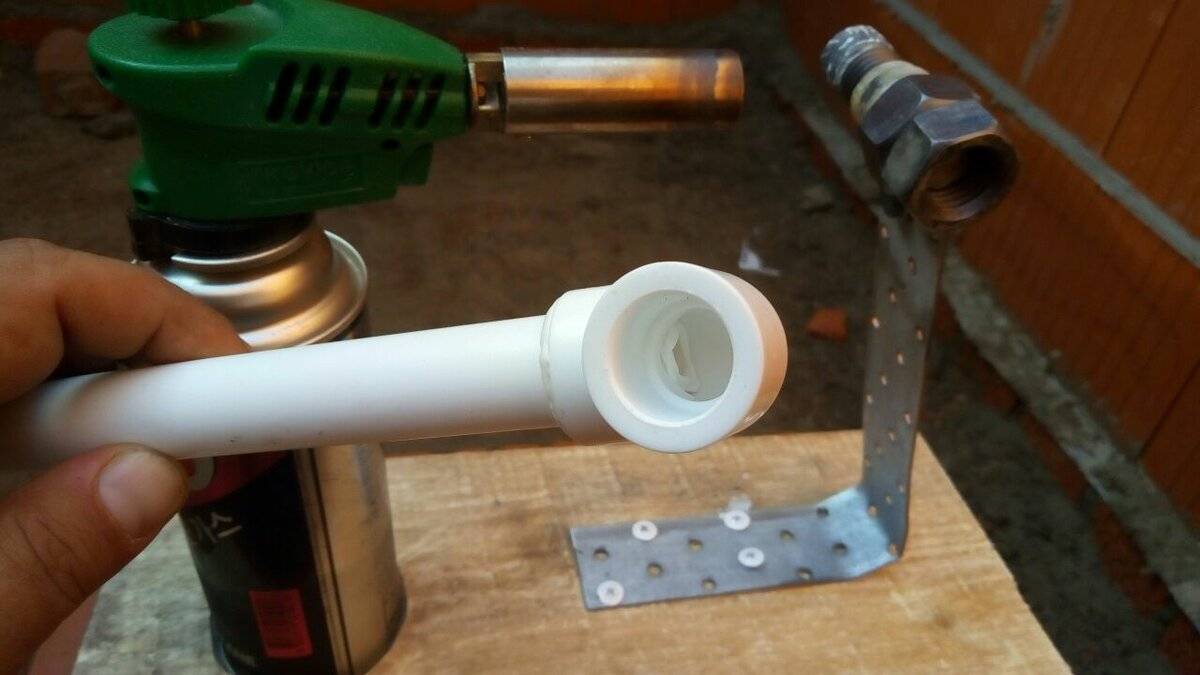
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
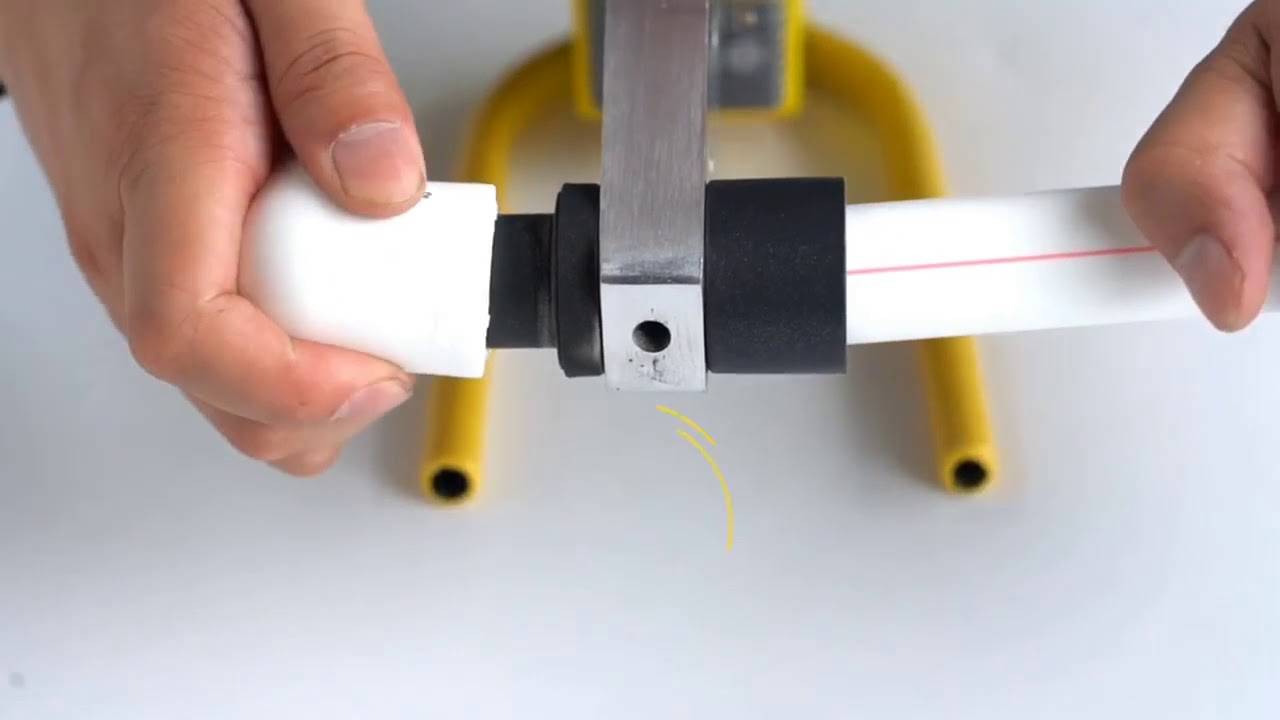
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
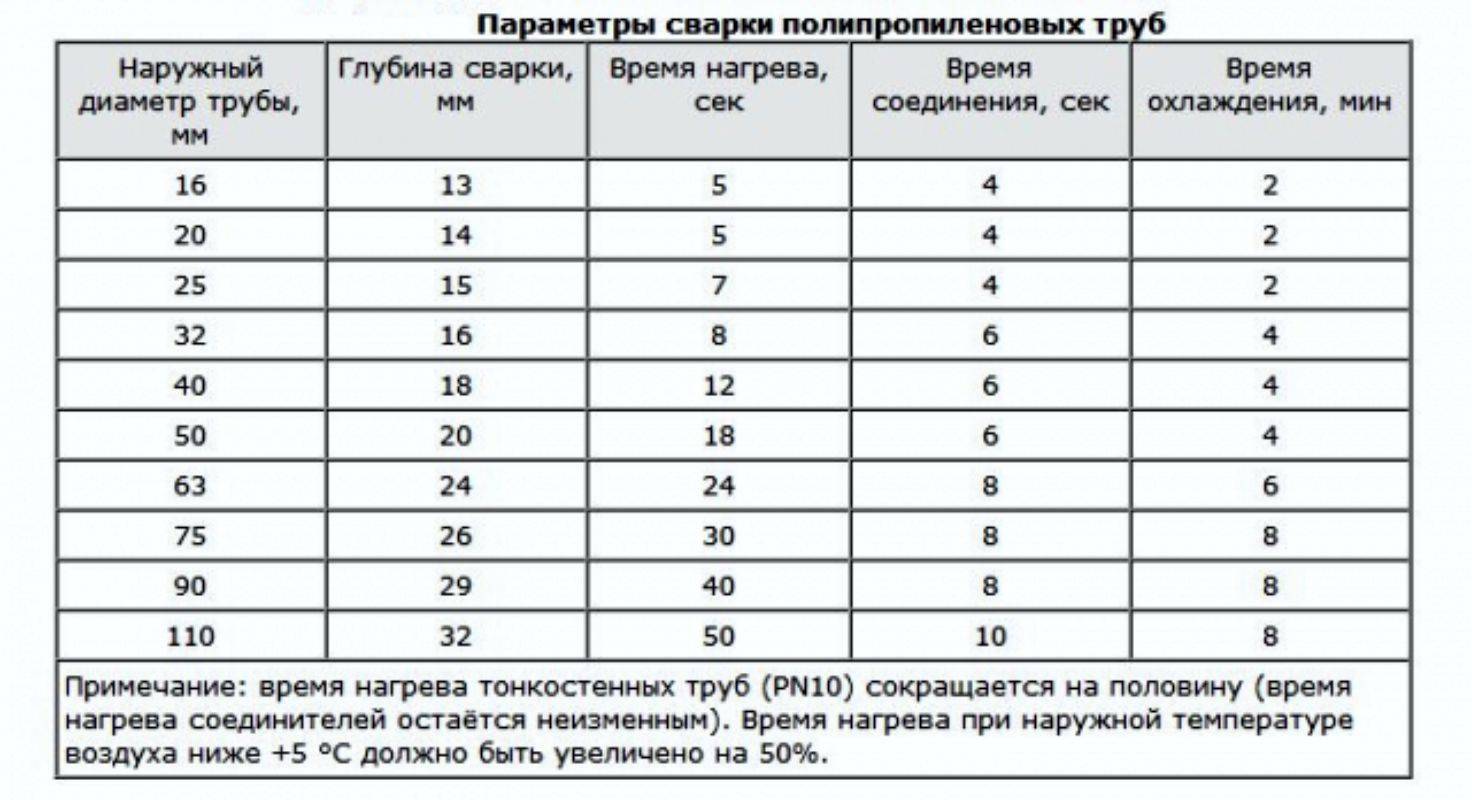
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Преимущества пластиковых труб и методы их соединения
К преимуществам пластиковых труб стоит отнести то, что они не ржавеют, их удобно монтировать, обслуживания они требуют минимального. Что касается монтажа, то он отличается простотой, но имеет свою специфику. Принцип резьбового муфтового соединения элементов системы неплохо подходит для разводки металлических водопроводных коммуникаций, но совершенно не применим для пластиковых труб.
Физические свойства синтетических термопластичных труб позволяют создавать надежное соединение. Многокомпонентные материалы дают возможность соединять пластиковые трубы без сварки, например, для ремонта элементов водопроводных систем в труднодоступных местах. Клеевое соединение называют также «холодная сварка». Наиболее простой, быстрый и надежный способ соединения пластиковых труб – это сварка, для которой требуется высокая температура.
Основное преимущество монтажа сварным способом состоит в том, что сварка пластиковых труб своими руками перестала быть операцией, доступной исключительно профессионалам. Чем больше практический опыт сварного монтажа, тем выше шансы создания безупречного соединения. Инструменты и оборудование могут сыграть решающую роль в монтаже коммуникаций.

Надежность соединения пластиковых труб зависит от качества фитингов и метода сварки
Профессионалы используют качественные, надежные инструменты и фирменное оборудование. Любители довольствуются инструментарием средней ценовой категории. Есть смысл изначально приобрести необходимые материалы и оборудование высокого качества.
Минимальная погрешность при монтаже фитингов, надежность компонентов, качественный сварной шов – это преимущества качественных компонентов. Недостаток: относительно высокая стоимость пластиковых труб премиум – класса.
Распространенные ошибки и советы
Несмотря на кажущуюся простоту – нагрел, соединил, остудил – в сварке полипропилена есть множество моментов, упускать которые не стоит:
- При полном отсутствии опыта вначале лучше потренироваться на отрезке трубы, ведь разогретый полипропилен сохраняет пластичность недолго, за это время необходимо успеть соединить элементы без перекосов, прочно их зафиксировать и, ни в коем случае не меняя их положения, дождаться полного остывания.
- Трубы и фитинги разных фирм даже одного и того же диаметра сваривать между собой не стоит – из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения ровного среза точно под 90° используют только очень острый инструмент. Все заусеницы тщательно зачищаются.
- Покупать необходимо только качественный пластик – при выборе изделий от сомнительного производителя трубопровод может дать протечку.
- Работать на весу запрещено – утюг для сварки должен обязательно иметь подставку. Удобнее, если он имеет крепление к столу в форме винтового зажима.
- Так как фитинг прогревается чуть дольше, его надевают на насадку первым.
- Слишком медлить и затягивать интервал между нагревом и монтажом не следует – сварка будет непрочной.
- Трубу необходимо вводить в фитинг до упора, иначе в месте образовавшегося зазора из-за уменьшения толщины стенки она со временем даст течь.
- Оплывы пластика, образовавшиеся в процессе сварки, сразу же удалять не стоит – неостывшее соединение легко деформируется. Хотя, конечно, у опытного мастера оплывы появляются очень редко.
- Вращать, ввинчивать детали при соединении запрещено, движение необходимо делать только по прямой.
- Чрезмерное усилие при соединении также недопустимо – в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить новым, запаивание его встык с трубой недопустимо.
- Некоторые агрегаты китайского и турецкого производства оснащены сразу двумя нагревательными элементами с отдельными выключателями. Но во избежание риска перегрева полипропилена использовать сразу оба не стоит, пусть второй нагреватель будет лишь запасным.
- Время остывания должно быть приблизительно равно времени нагрева. Не стоит укорачивать этот период, иначе соединение будет непрочным.
- Места соединения труб не должны быть загрязнены – сварка пыльных и грязных изделий может привести к потере прочности. Дополнительно свариваемые плоскости обезжириваются ацетоном, бензином или уайт-спиртом. Обычную водку для этих целей использовать запрещено, так как она способна разрыхлять пластик.
- Недопустимо и попадание влаги. При скоплении в трубах воды их набивают солью или хлебным мякишем, для удаления после сварки их следует хорошо промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При зачистке фольги даже небольшого оставшегося кусочка достаточно, чтобы в процессе эксплуатации образовалась течь, её необходимо удалять тщательно на всю длину спайки. Зачистка стекловолокна не требуется – этот материал спаивается очень хорошо.
- Важна не только чистота труб, но и самого паяльника. После каждой операции остатки пластика обязательно полностью удаляют.
Ошибки при сварке труб ПВХ своими руками
Выполняя сварку труб из пластика, многие пренебрегают точностью выполнения правил и допускают много ошибок на самых начальных этапах работы
Особенно важно подойти к процессу со всей ответственностью и избегать недочетов
Рассмотрим наиболее часто допускаемые погрешности:
неверное совмещение соединительных деталей, в итоге могут образовываться зазоры
недостаточный разогрев соединительных элементов, такая ошибка приведет к дефектам состыковки материала и соединение будет недостаточно прочным,
инструмент слишком перегревается,
нагревательный аппарат подобран неверно
Важно, чтобы мощность устройства, используемого для сварки была равна десятикратному значению диаметра пластиковой трубы.. Таким образом, мы рассмотрели, какие методы сварки труб ПВХ своими руками существуют, в чем их основные особенности
Вам остается только подобрать способ себе по душе и выполнять все рекомендации. [Всего: 0 Средний: 0/5]
Таким образом, мы рассмотрели, какие методы сварки труб ПВХ своими руками существуют, в чем их основные особенности. Вам остается только подобрать способ себе по душе и выполнять все рекомендации. [Всего: 0 Средний: 0/5]






Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
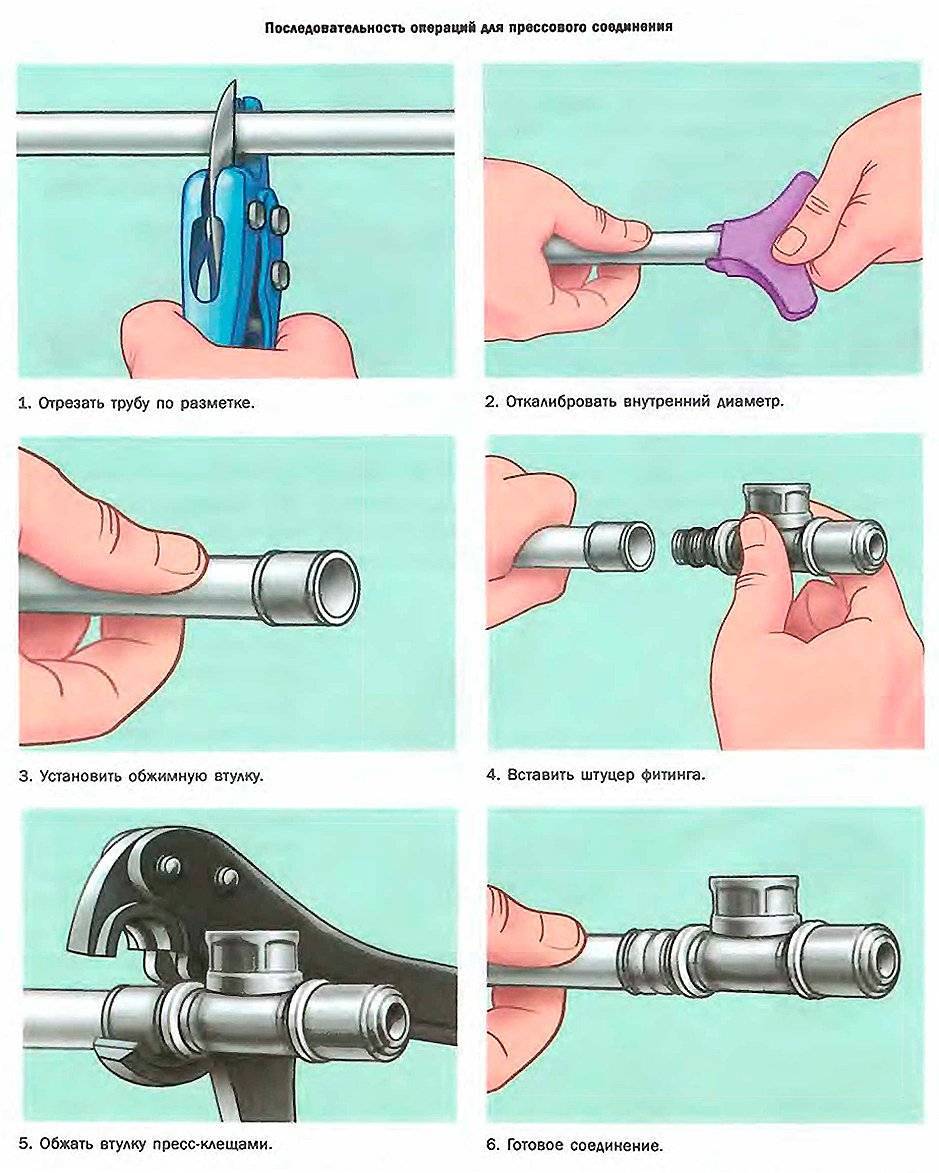
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
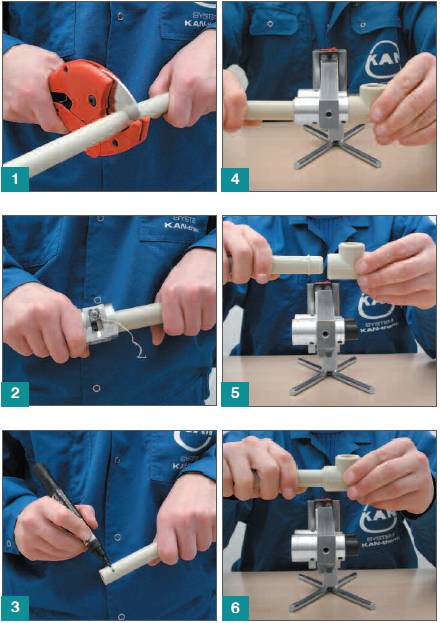
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
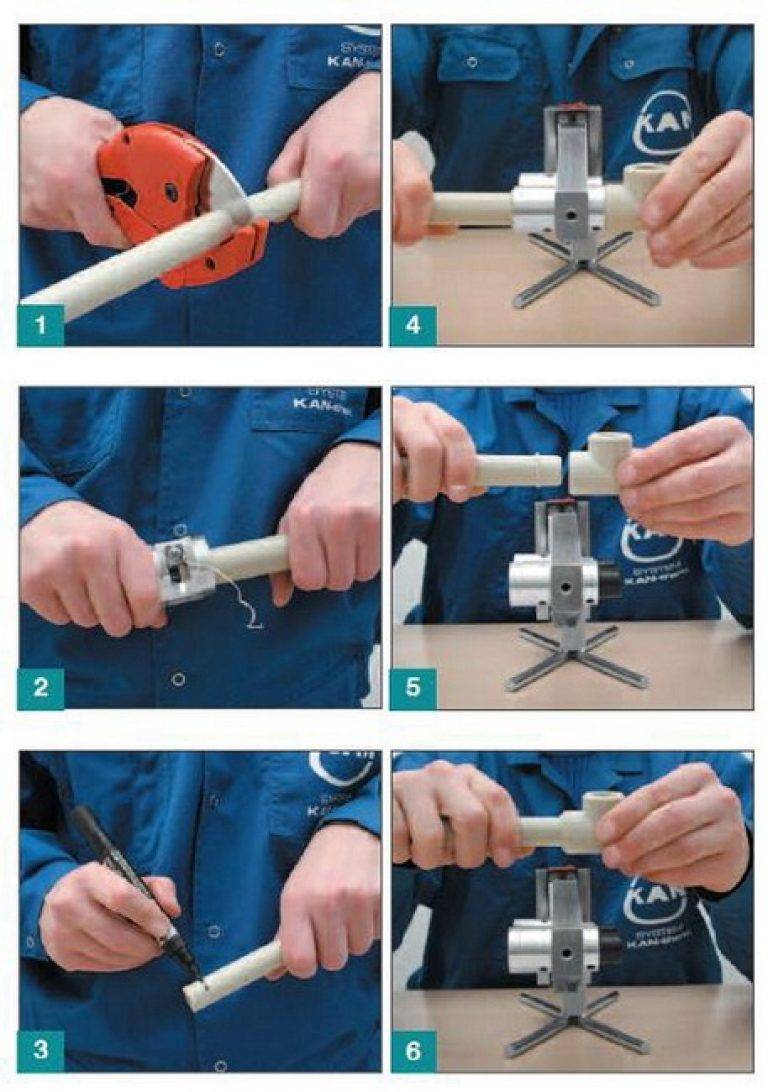
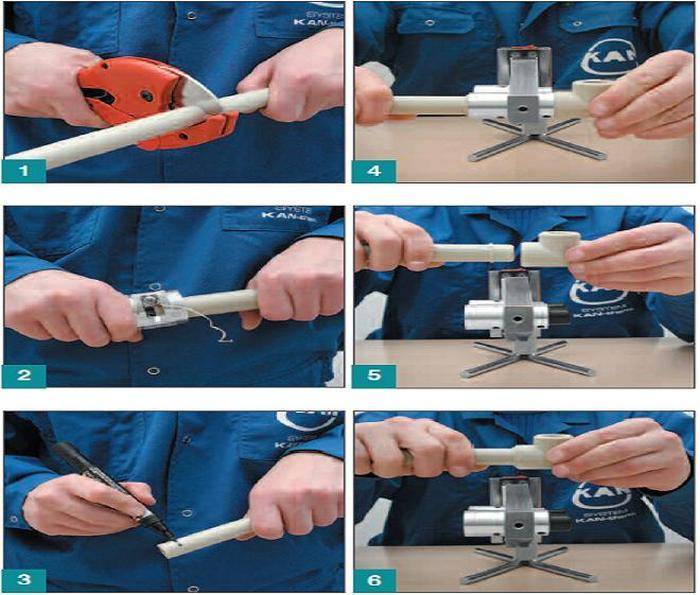
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.






Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Оборудование и инструменты для сварки пластиковых труб
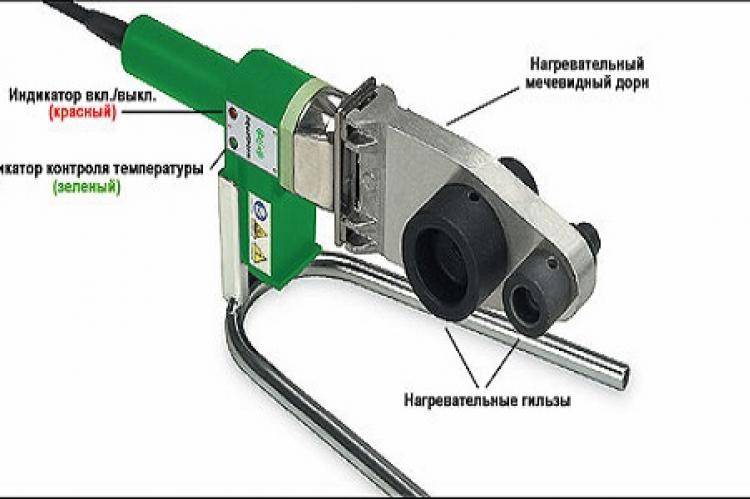
Сварка пластмассовых изделий не требует высокой температуры нагрева и только для соединения деталей большого диаметра необходима громоздкая машина для сварки. В бытовых условиях используется ручной нагревательный элемент с двусторонними насадками разного диаметра устроенный по принципу утюга для сварки. Он нагревается тенами и имеет регулятор с термоэлементом и автоматическим отключением при достижении заданной температуры, что позволяет паять заготовки, частично расплавляя поверхность труб. При остывании сваренных участков приобретается монолитная целостность трубопровода с высокими эксплуатационными характеристиками.
Такая сварка пластиковых труб своими руками требует определённых навыков и обработки торцов соединяемых заготовок с целью получения качественного шва.
Для работы с полипропиленовыми изделиями необходимо подготовить следующее оборудование и материалы:
- ручной нагревательный прибор с индикацией включения и заданного температурного режима, снабжённый площадкой для установки на горизонтальную поверхность;
- насадки с тефлоновым покрытием диаметром от 20 мм до 40 мм с крепёжными болтами;
- ножницы-труборезы со специальной заточкой для ровной обрезки кромок;
- ключ шестигранник для крепления насадок;
- рулетка, уровень и фломастер для разметки;
- растворитель, ветошь, наждачная бумага и нож для обезжиривания и зачистки кромок;
- материалы и комплектующие.
Мощность подобных паяльников для сварки колеблется от 850 до 1800 Вт и зависит от производителя, при этом температура нагрева регулируется от 50оС до 360оС и автоматически поддерживается на заданном уровне. Обычно такие приборы комплектуются удобным кейсом для переноски, и имеют две ступени мощности подогрева. Кроме того, на нагревательном элементе имеется два отверстия для крепления, которые позволяют работать с двумя насадками одновременно, а степень их нагрева несколько отличается. Все работы необходимо проводить в перчатках потому, что горячий пластик и утюг при контакте может привести к серьёзным ожогам.
Очень важно содержать насадки в чистоте и убедиться в целостности тефлонового покрытия, чтобы избежать залипания и порчи заготовок при разогреве.
Процедура сварки
Инструкция по сварке полипропиленовых труб такова. Перед этапом сварки составляют подробную схему готового трубопровода с указанием размерности труб, количества и местонахождения монтажа фитингов.
Подготовительный этап
Технология пайки полипропиленовых труб.
К сварочному аппарату подсоединяют насадки требуемых размеров.
При использовании нового трубореза проводят его испытания на лишнем куске трубы. Места срезов должна характеризовать ровность и гладкость.
Для эффективного сваривания полипропилена агрегату дают время разогреться до момента расплавления. Температура полипропиленовой поверхности для сваривания должна достигнуть 260º. Аппараты для сварки, как правило, оборудуют регулятором температур и устройством сигналов, которое извещает о том, что агрегат нагрет до требуемой температуры.
Перед сваркой проверяют, нужного ли размера надеты на аппарате насадки и обезжирены ли срезы деталей. Обрабатывать спиртом рекомендуют и насадки, это позволит исключить прилипание к ним пластмассовых частиц.
Трубы заблаговременно нарезают на необходимой длины составляющие. Срезают кромку трубы, выдерживая угол в 45º.
Сваривая трубы большого диаметра, убеждаются, что сечение у них идеально округлое, а не деформировано в овал.
После вставки трубы в фитинг замеряют глубину входа, отмечая маркером данную величину. Деталь не должна быть заведена впритык, должен образоваться зазор шириной приблизительно 1 мм.
Когда при разрезании изделий применяют не труборез, а обычную ножовку по металлу, после нарезания элементов осуществляют добавочную обработку срезов, устраняя неровности и заусеницы.
Непосредственно сварка
Перед началом процедуры еще раз обезжиривают концы заготовок и фитингов.
На насадку агрегата, подогретого до рабочей температуры, первым делом надевают фитинг (толщина у стенок чуть больше), а потом полипропиленовую заготовку.

Аппарат для пайки полипропилена.
Затем делают паузу на прогрев всех деталей. В период нагрева все детали должны находиться в фиксированном положении, иначе они деформируются.
По прилагаемой к агрегату таблице высчитывают время на сварку изделий, поскольку на него влияет еще диаметр заготовок.
Нагретые элементы убирают с насадок и выверенным движением стыкуют, при этом их не проворачивают по оси. Трубу вставляют в фитинг до отметки, проставленной ранее.
Элементы держат в необходимом положении в течение одной минуты. Пластик остывает.







Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
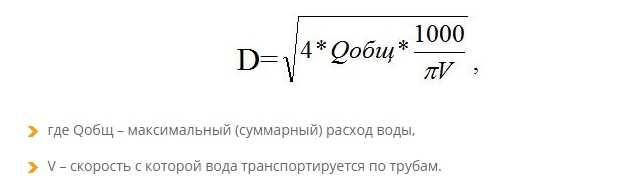
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.

Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
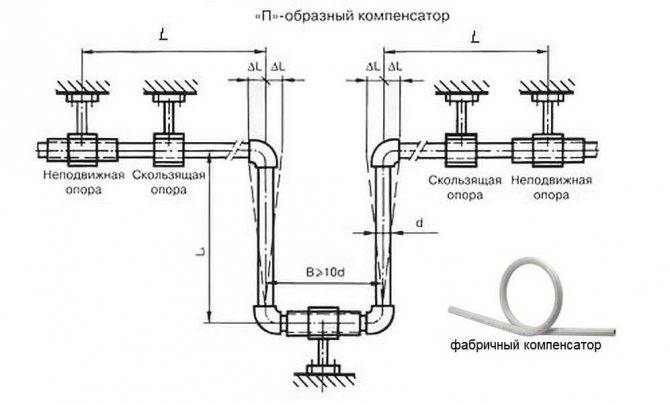
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.

Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.

Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.