Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
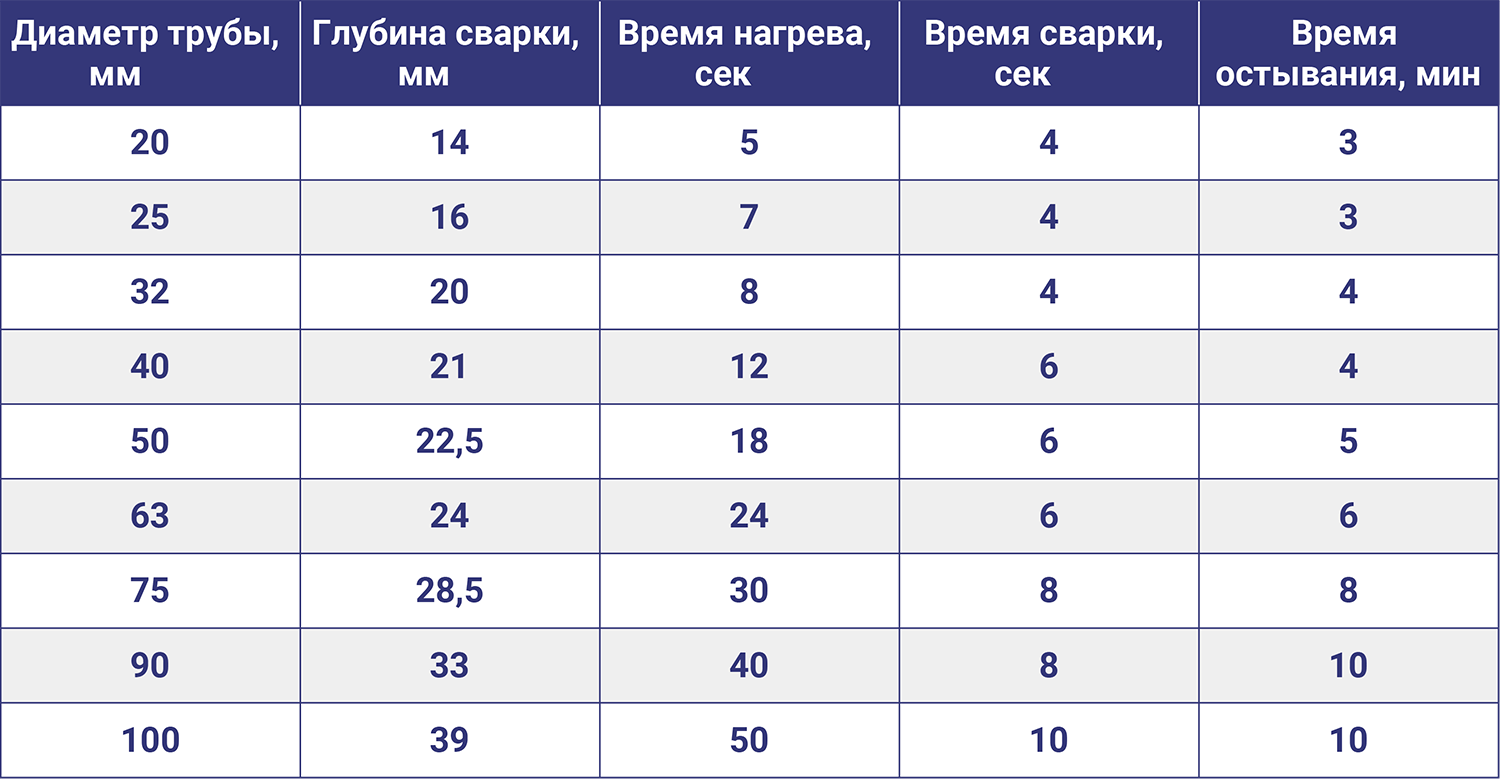
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
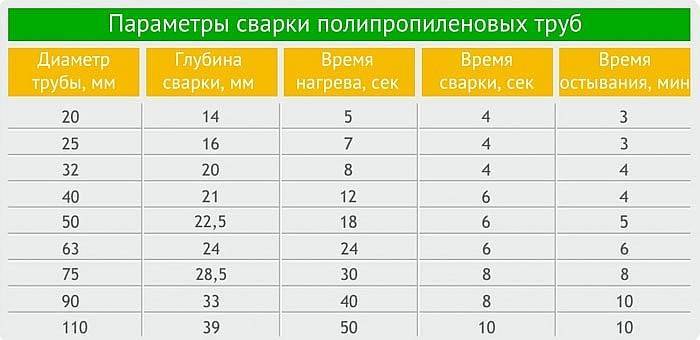
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.




С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Подписывайтесь так же на наш Youtube, группу , . Там много полезного и интересного контента!
Купить паяльник для полипропиленовых труб
Для разводки водопроводной системы и отопления внутри дома в подавляющем числе случаев используют полипропиленовые трубы. Они легко монтируются, а бригада работников при наличии специального оборудования способна в кратчайшие сроки выполнять большие объемы работ.
Сварочный аппарат для полипропиленовых труб — неотъемлемый инструмент сантехника. С его помощью происходит соединение частей водопровода, системы отопления. Процесс занимает не больше 1 минуты, все зависит от диаметра трубы.
Сварочный аппарат для полипропиленовых труб – устройство
Паяльник для пластиковых труб имеет довольно простую конструкцию. Благодаря этому стоимость оборудования является вполне доступной, причем это касается даже разового использования инструмента.
Среди основных частей паяльника для полипропилена можно выделить:
корпус с рукояткой; металлическая плита; терморегулятор
С его помощью можно регулировать температуру нагрева тэны, что важно для выполнения сварочных работ с трубами различного диаметра; тэн. Важнейшей его характеристикой является мощность; съемные насадки разного диаметра
Они крепятся на металлической плите
Они крепятся на металлической плите.
Принцип работы устройства является довольно простым. При подсоединении к электрической сети тэн начинает нагреваться, что в свою очередь происходит с металлической плитой, прикрепленными к ней насадками. Именно они расплавляют трубы, уголки, фитинги и иные элементы системы водо-, теплопровода из полипропилена до необходимой температуры. Нагревается внутренняя и наружная часть труб, что является залогом надежного соединения. При грамотной работе сантехника стык является абсолютно герметичным и может прослужить десятки лет.
Утюг для пайки полипропиленовых труб – что учитывать при выборе
Выбирая аппарат для сварки полипропиленовых труб, важно принять во внимание целый ряд аспектов. Прежде всего это касается мощности инструмента. На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт. Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры.
Немаловажной является комплектация паяльника. Все они работают от сети, поэтому имеет значение даже длина кабеля
Также стоит обратить внимание на количество имеющихся в наборе насадок и их диаметр. С помощью современных сварочных аппаратов можно сваривать разные детали водопровода диаметром от 16 до 125 миллиметров
Особое внимание, выбирая изделие, стоит уделить корпусу
Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Особое внимание, выбирая изделие, стоит уделить корпусу. Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Ручка обычно выполняется из специального термостойкого пластика
Ручка обычно выполняется из специального термостойкого пластика.
Вес и габариты — важнейшие характеристики прибора. От них будет зависеть удобство использования инструмента и транспортировка оборудования. Подавляющее число моделей имеют совсем небольшие габариты, а в комплекте поставляется специальный ящик для хранения насадок и прибора. Паяльник для пластиковых труб редко весит более 1,5 кг.
Где приобрести аппарат для сварки полипропиленовых труб
В нашем каталоге вы сможете найти паяльник для полипропилена следующих производителей:
- Kern;
- Rems;
- Rothenberger;
- Rotorica;
- Dytron;
- Ritmo.
Всего на сайте представлено свыше 30 моделей, а специалисты ежедневно работают над расширением ассортимента.
Посетители сайта вправе рассчитывать на помощь специалистов компании ПрофТехСнаб, нужно лишь набрать указанный номер телефона. Имея обширный опыт, они с легкостью ответят на любой интересующий вопрос, помогут подобрать оптимальный вариант паяльника для выполнения поставленных задач.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.
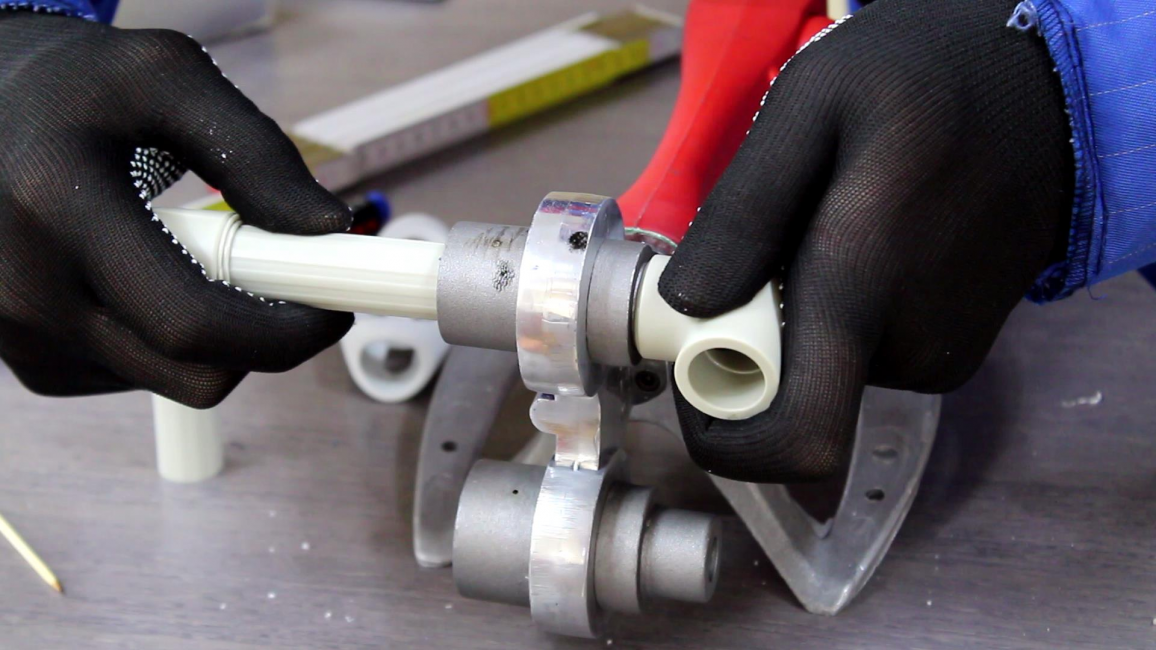
Перед начало работ требуется оснастить паяльник для полипропилена (сварочный аппарат) насадками для соответствующего диаметра соединяемых элементов. Эти насадки представляют из себя «дорн» (втулку для нагрева внутренней поверхности) и «гильзу» (для нагрева наружной поверхности)
Затянув дорн и гильзу на нагреваемой шине утюга, включаем его на температру не менее 260 градусов (некоторые аппараты имеют градацию устанавливаемой температуры 200 — 240 — 280 градусов, минуя отметку 260. В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев «догонит» температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.

Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
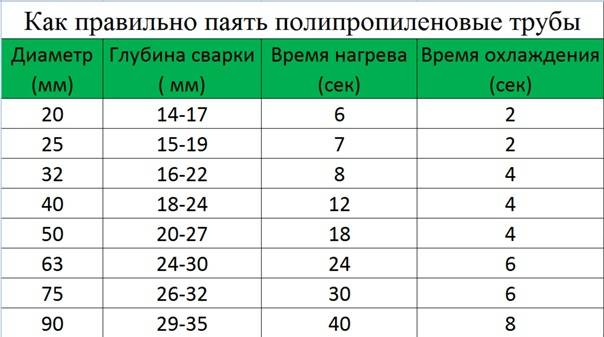
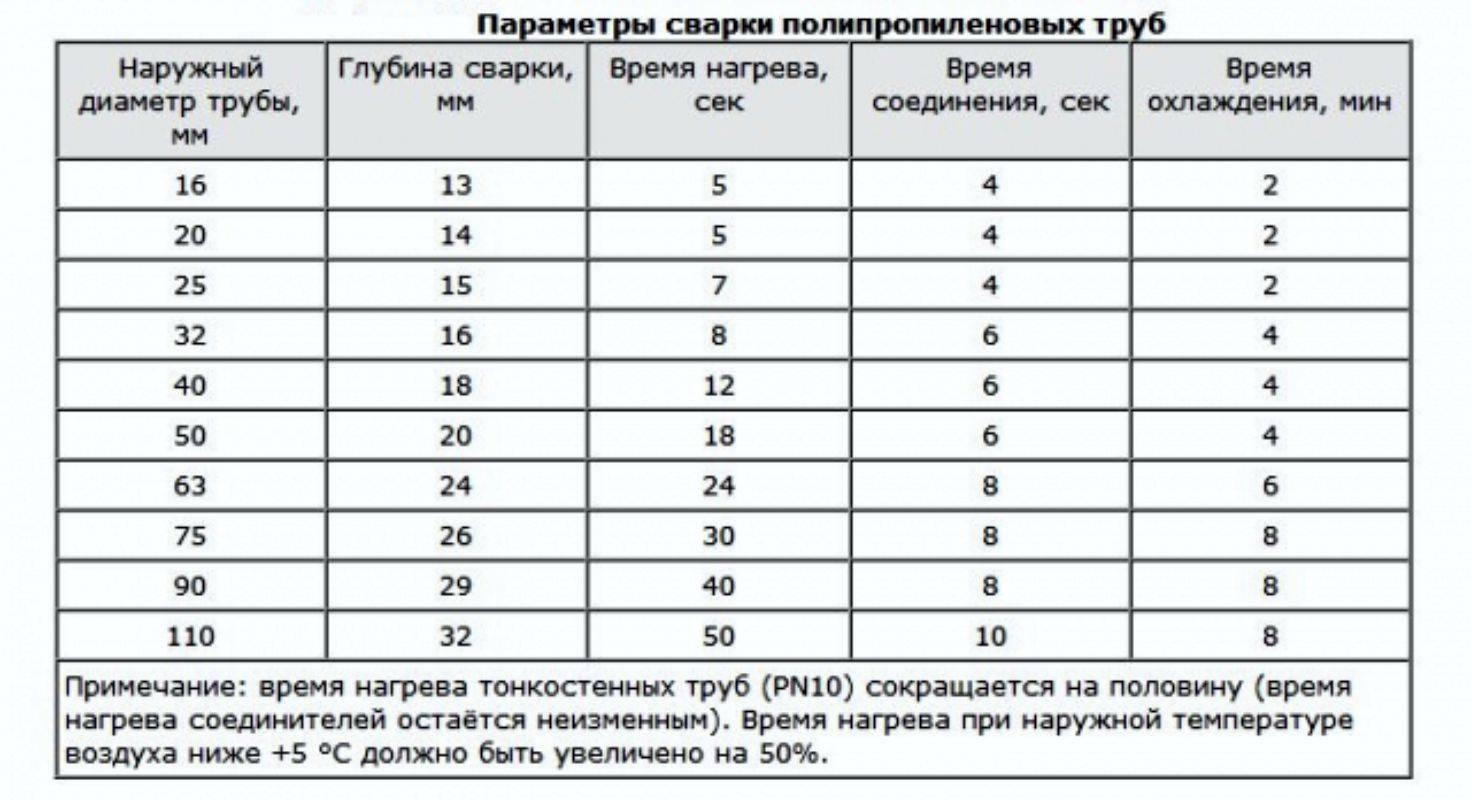
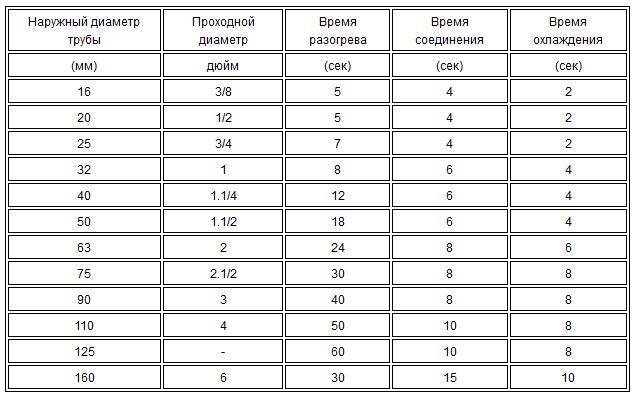
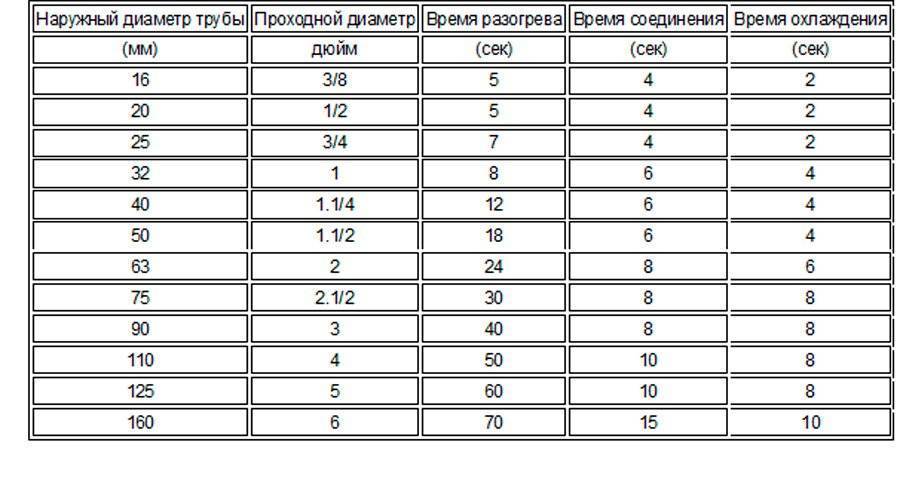
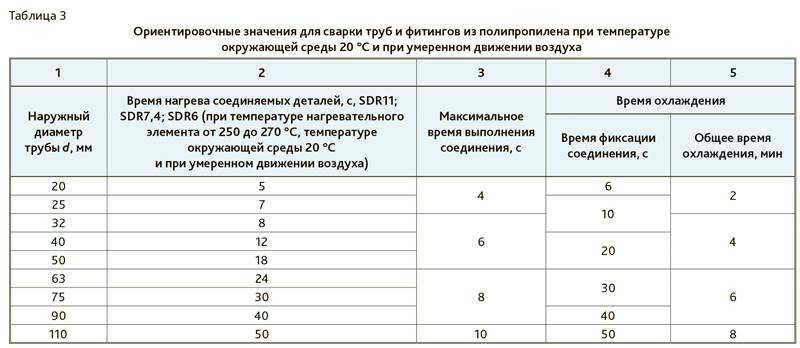
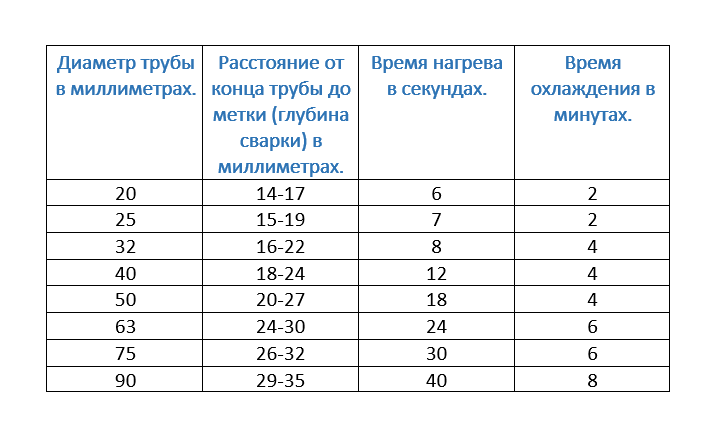
Теперь определяемся со временем нагрева в зависимости от диаметра трубы. Есть вот такая таблица, выведенная опытным путем, и не противоречащая рекомендациям производителей полипроплиновых труб и комплектующим, в которой приведено ориентировочное время нагрева труб разного диаметра при «эталонной» температуре окружающей среды (комнатной температуре) — 20-24 градуса по Цельсию.
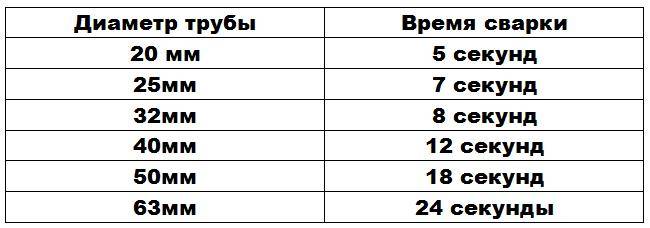
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Но это еще не все. При сварке полипропиленовых труб, есть такое понятие как «время сварки» Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
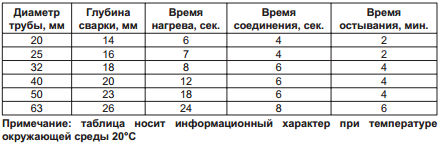
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
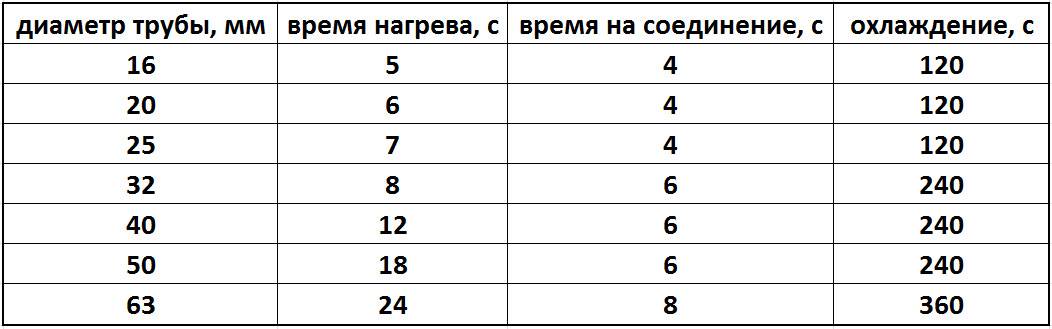
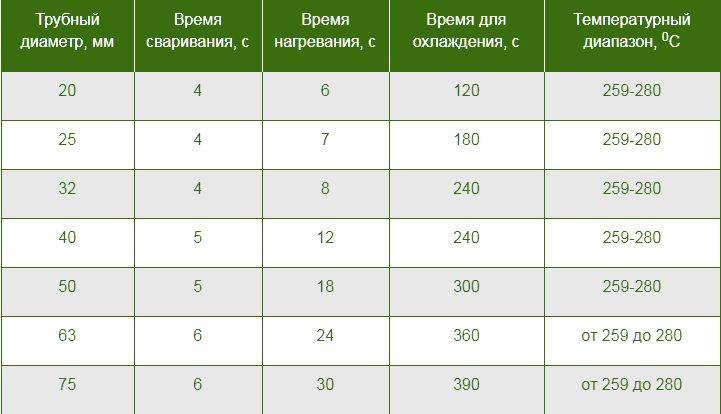
Теперь, для того что бы соединение не имело возможности деформироваться, или изменить ориентирование, и его ресурс был долгим, следует воздержаться от механического воздействия на спаиваемый узел (изгиба, вытягивания) Время выдержки после пайки называется «временем охлаждения» и должно быть не меньше —
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.
Разумеется, после приобретения опыта сварных работ на полипропилене, вы научитесь опытным путем определять степень нагрева соединяемых элементов из полипропилена, и рука будет понимать как она чувствует степень нагрева трубы даже через рукоятку утюга. И что такое «буртик/валик» слоя пропилена, получающийся при правильной пайке на стыке соединяемых элементов, вот он —
Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином. При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
При использовании в строительной отрасли для прокладки водопроводных и отопительных сетей полипропиленовых труб небольших диаметров (до 63 мм) стыковой метод абсолютно непригоден по следующим причинам:
- может быть реализована сварка полипропиленовых труб только одного диаметра;
- после стыковки внутри трубопровода образуется выпуклый шов, снижающий сечение проходного канала – это существенно повышает гидравлическое сопротивление трубопровода малого диаметра и снижает эффективность его использования, увеличивает вероятность засоров.
- соединение обладает меньшей прочностью, чем муфтовое.
Технология пайки с использованием муфт заключается в применении для стыковки труб переходной детали (отрезка обычной однослойной ПП трубы) с внутренним диаметром, соответствующим наружному соединяемых трубных отрезков. Для проведения работ специальным паяльником одновременно разогревают наружную поверхность трубы и внутреннюю переходной муфты, после чего детали быстро соединяют вручную. Аналогичную процедуру с нагреванием муфты и внешней трубной оболочки проводят со вторым стыкуемым отрезком. Понятно, что после вставки в муфту торцы обоих трубных отрезков почти соединяются встык без выпуклого шва, а если использовать переходник с разными диаметрами, то можно состыковывать трубопроводы любых размеров.
Рис. 5 Пайка пластиковых труб – технологический процесс
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
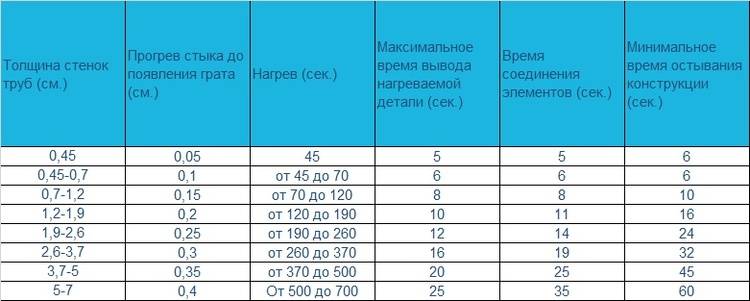
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Виды фитингов
Для внутренней и внешней разводки используют различные виды фитингов. Это удобные соединители, позволяющие прочно сваривать полипропиленовые трубы в единое целое под необходимыми углами.

Выделяют следующие разновидности фитингов:
- Переходники. Могут иметь несколько разветвлений с резьбой или гладкой стенкой.
- Обводы. Специальные изделия, позволяющие обогнуть уже проложенные трубы.
- Повороты. Созданы уголки с поворотом в 45°, 90° и 135°. Стенки соединений могут быть гладкие или с резьбой.
- Запорная арматура. Созданы полипропиленовые вентили и краны, которые позволяют регулировать силу потока в трубопроводе.
- Компенсаторы. Необходимы для снижения ударных нагрузок на стенке трубы и в местах соединения.
- Заглушки. Необходимы для герметизации ответвлений.
- Крепежи. Изделия для удобного монтажа труб и их фиксации.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
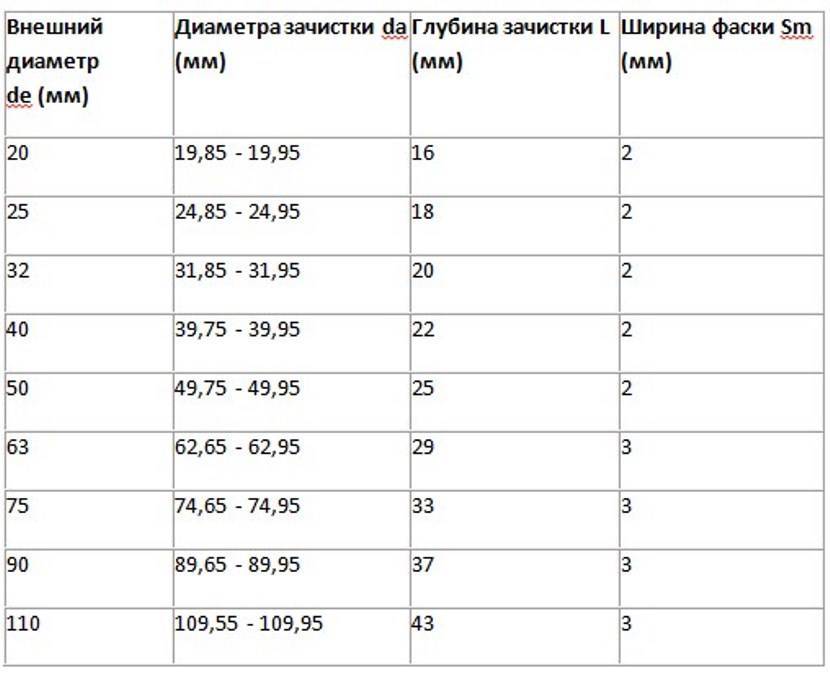
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
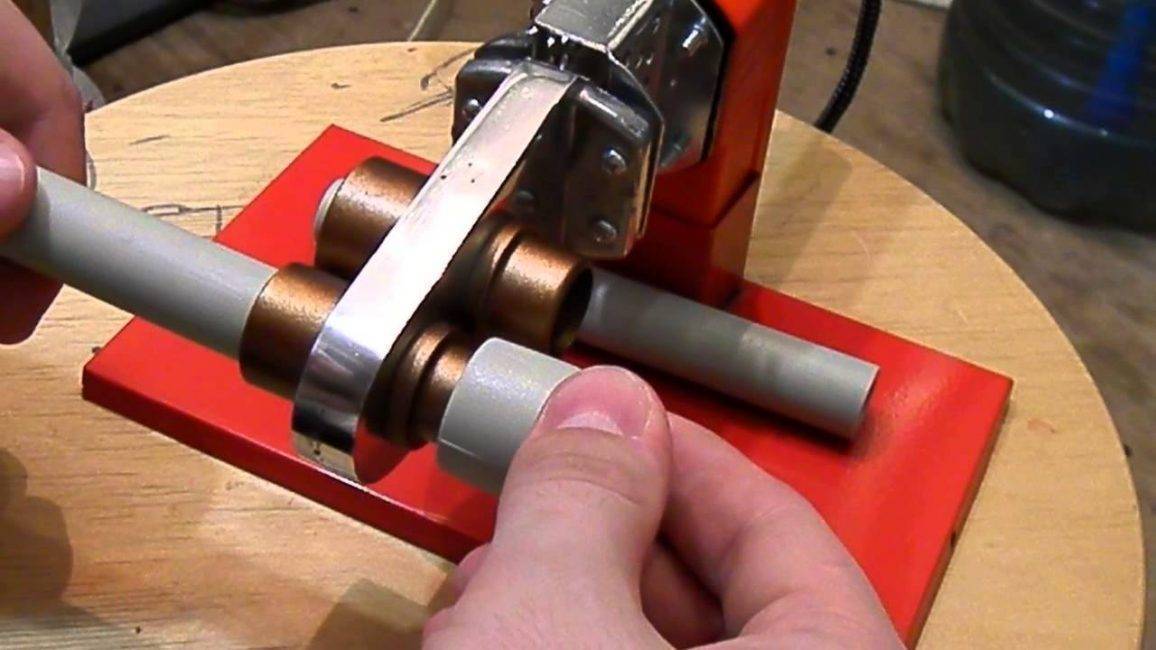
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
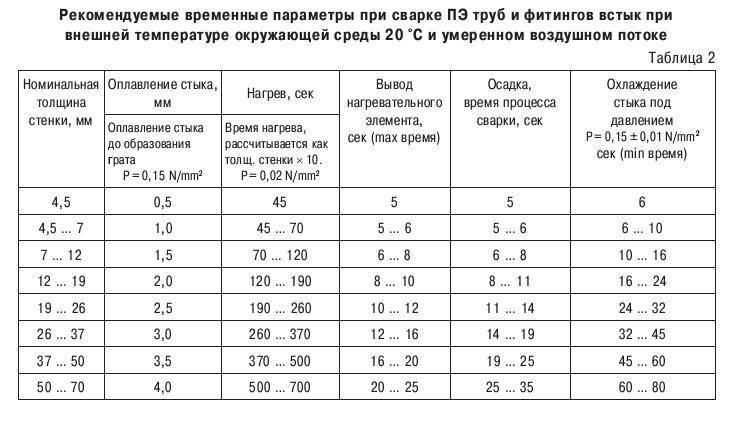
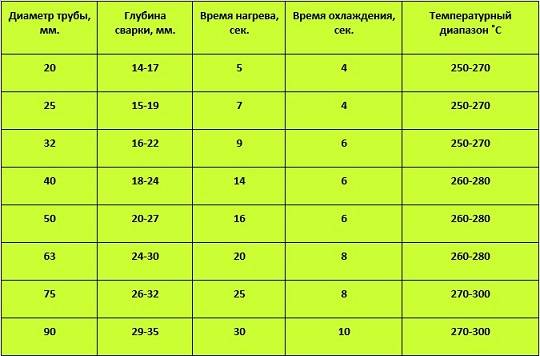
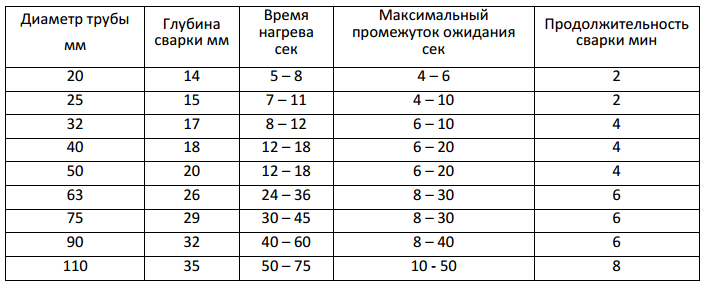
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Преимущества и недостатки трубопроводов
Трубная система PPR является единственной в своём роде пластиковой системой, в которой трубы и фитинги состоят из одного и того же материала, что снижает вероятность отказа, такие системы рассчитаны на срок более 50 лет. Преимущества:
- Трубы PPR устойчивы к коррозии, в их случае отложений ржавчины или известняка не происходит.
- Трубы не пропускают ультрафиолетовые лучи, поэтому внутри их не образуются водоросли или бактерии.
- Сопротивление труб не позволяет изменять вкус или запах воды.
- На месте сварки не образуется утолщения.
- Они обеспечивают экономию в 70% при выполнении строительно — монтажных работ из-за минимальных технологических потерь.
- Они подходят для использования при температурах от -20 oc до + 95 oc.
- Продукт, полученный из отходов сырой нефти (пластик является побочным продуктом), PPR полностью утилизируется.
- Изоляция в 35 раз выше, чем у меди, что делает её энергосберегающим продуктом.
- Все фитинги привариваются к трубе и поэтому не подлежат повторному использованию.
Недостатки трубопроводов PPR:
- Они не предназначены для наружной установки, где они подвергаются воздействию прямых солнечных лучей.
- Если установки выполнены, продукт должен быть специально окрашен для защиты от солнца, высушивающего содержание масла, присутствующего во всех пластмассах.
- Реконструкция и ремонт систем труб PPR можно выполнять только с помощью инструмента для сварки плавлением.
Области применения пластиковых труб:
- водопроводные сети;
- оросительные трубы;
- горная техника;
- воздуховоды;
- канализационные сети;
- газоснабжение;
- отопительная техника;
- шланги;
- системы защиты кабеля;
- системы охлаждения;
- пищевая промышленность;
- вентиляционные каналы;
- оборудование для бассейнов.
Originally posted 2018-03-28 15:15:28.
Оборудование для сварки
Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.





Почему лучше отказаться от кустарного

Самодельный аппарат для сварки
Одно из наименований сварочного агрегата — “утюг” — объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка — объемы работ и скорость

Электрофитинги
При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.

Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Оптимальный выбор для самостоятельного соединения деталей

Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку
Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.

Ламинат на деревянный пол своими руками: полное описание процесса. Схемы укладки, какие материла следует использовать (Фото & Видео) +Отзывы
Некоторые особенности выдержки теплового режима
Производя расчет схем трубопроводов, обязательно учитывают пошаговый дальнейший монтаж. Следует избегать повышенного расстояния между аппаратом пайки и дислокацией места соединения. Иногда происходят просчеты, приводящие к тому, что не удается подобраться к месту сварки и приходится вести разогрев на значительном расстоянии от него, вследствие чего возникают неизбежные потери тепла во время переноса деталей и их точном позиционировании на месте муфтового стыка. Подобные неучтенные моменты приводят к ослаблению шва.
Вид провода при пайке, сварке, скрутке.
Ошибки последовательности пайки при монтаже часто приводят к тому, что последний стык невозможно произвести по причине того, что устройство нагрева не удается разместить между деталями. В таком случае нежелательно деформировать участки трубопроводов для увеличения зазора, в который можно вставить аппарат на место будущего стыка. Это скажется на эстетическом состоянии коммуникаций и, возможно, приведет к статическому напряжению отдельных участков системы.
Грубейшая ошибка, приводящая к потере контроля над температурой, это последовательный нагрев деталей перед стыком, то есть отдельно нагревается фитинг и отдельно труба. Подобный технологический подход полностью нивелирует температурный режим и вызовет либо чрезмерное остывание первой детали по причине потери времени на разогрев второй детали, либо значительный перегрев первой детали, произведенный умышленно для компенсации потерь тепла. Такой метод соединения не дает полного контроля над стадией размягчения материала и неприемлем.
https://youtube.com/watch?v=Jytd2grNuN0
Основными критериями для точного контроля температурного режима являются: качественный аппарат для сварки полипропиленовых труб, позволяющий выдерживать заданные значения с малой погрешностью, расстояние между аппаратом нагрева и местом соединения не более 1.5 метра, производство работ в относительно теплом помещении, одинаковая степень теплоты двух соединяемых деталей перед их инсталляцией в аппарат сварки.