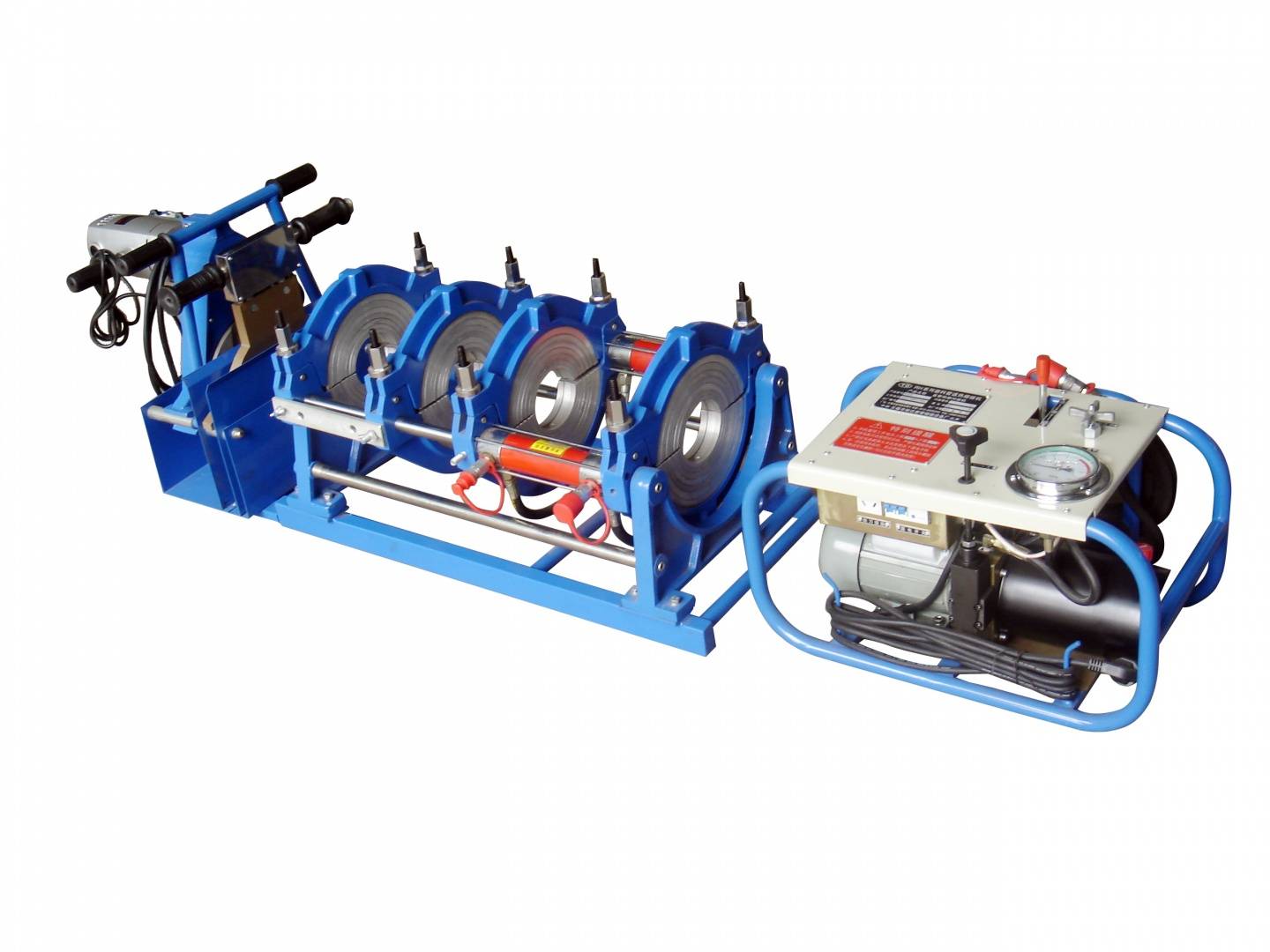
Аппараты для сварки встык
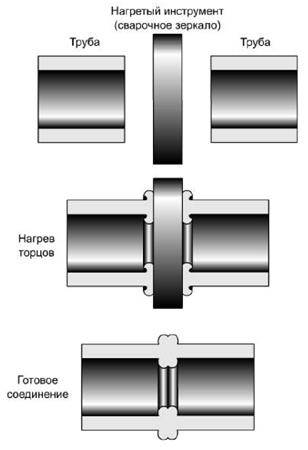
Станок для стыковой сварки полиэтилена подходит для труб самого разного диаметра, поэтому, выбирая такую технику, обратите внимание на подробности спецификации конкретного агрегата. При стыковой сварке трубы закрепляются в держателях, их концы разогреваются при помощи нагревательного элемента и затем соединяются друг с другом под давлением до полного остывания
Трубы шириной 315 мм и более соединяются исключительно стыковым методом, при этом толщина стенки трубопровода должна составлять хотя бы 5 мм вне зависимости от диаметра.
Ручные аппараты для стыковой сварки
Отдельные ручные модели позволяют работать с трубами шириной до 300 мм. Такой агрегат компактен, прост в использовании и часто применяется в домашних условиях. Основными элементами ручного оборудования являются центратор для выравнивания соединяемых изделий, торцеватель для обрезки труб и нагревательная плита.

Механические аппараты для стыковой сварки
Аппараты с механическим приводом используются для сварки полиэтиленовых труб диаметром до 250 мм для создания напорного трубопровода низкого давления. В том случае, если прокладывается безнапорная система, диаметр может быть увеличен до 315 мм. Такие машины подходят для сварки как на месте монтажа, так и в цеховых условиях. Они ценятся за относительно малый вес самой установки и надежность в работе. Ряд производителей предлагает механическое сварочное оборудование с функцией создания пластиковых отводов.

Гидравлические аппараты для стыковой сварки
Центратор сварочной установки данного типа оснащен гидравлическим приводом, что позволяет соединять трубы любого диаметра — от самого малого, 40 мм, до 2000 мм. Однако трубы двухметровой ширины способны сваривать далеко не все аппараты, наиболее часто встречающаяся верхняя граница составляет 1600 мм.
По степени автоматизации гидравлические аппараты делят на 3 группы:
- ручные;
- полуавтоматические;
- автоматические.
Ручные гидравлические аппараты
Основная сфера применения ручных аппаратов — это прокладка и монтаж трубопроводных систем низкого или среднего давления. Управление гидравлическим приводом и температурой нагревательного элемента производится вручную, параметры выбираются и задаются оператором в соответствии со сварочными таблицами. Функции протоколирования у таких агрегатов нет.

Полуавтоматические гидравлические аппараты
Это машины для стыковой сварки средней степени автоматизации, которые используются, в основном, для труб среднего и большого диаметра. Полуавтоматические установки для сварки полиэтиленовых труб снабжены электронным блоком, который снимает данные температуры сварочной плиты и давления масла в приводе, сверяет их показатели с заданной программой и в соответствии с полученными результатами подает сигналы оператору при помощи дисплея. По завершении процесса выдается протокол сварки. Некоторые полуавтоматические агрегаты изначально продаются без модуля протоколирования, однако, предусматривают возможность его подключения при необходимости.

Автоматические гидравлические аппараты
Представляют наиболее современную и технологичную категорию сварочного оборудования. Весь процесс полностью автоматизирован и проходит под контролем электронного модуля SUVI или CNC. Оператору такого прибора нужно лишь ввести данные соединяемых изделий – материал, из которого изготовлены трубы, их диаметр и SDR. После этого машина самостоятельно подбирает оптимальный режим сварки с учетом температуры воздуха. Все циклы сварочного процесса аппарат также осуществляет самостоятельно, завершающей фазой является выдача протокола сварки с указанием всех параметров.
Автоматизация сварки исключает случайные ошибки, характерные для работы на ручных установках, и обеспечивает крайне высокое качество швов. В первую очередь автоматические аппараты используются для газо-, нефтепроводов и других высоконапорных систем, требования к надежности которых самые строгие.
Способы сварки
Профессиональные монтажники трубопроводных систем различают несколько видов сварки пэ труб:
- стыковая сварка;
- сварка в раструб;
- электромуфтная сварка.
Стыковая сварка
Такой способ сварки считается наиболее распространенным типом соединения труб. Это обуславливается относительной дешевизной метода (паяльник для стыковой сварки имеет небольшую стоимость) и возможностью соединять трубы различных диаметров от 0,5 см до 120 см.
Для стыковой сварки потребуется пройти несколько этапов:
- подготовить трубы: нарезать в размер и снять фаску с концов;
- разогреть аппарат для сварки труб ПЭ;
- вставить концы труб в подготовленное оборудование и нагреть до нужной температуры;
- одновременно снять оба стыка и соединить между собой;
- подержать до остывания соединения.
Сварка в раструб
Такой способ сварки не получил широкого распространения, хотя соединение труб является надежным. Сварка в раструб подразумевает соединение трубы не напрямую с другой трубой, как при сварке встык, а сварка с муфтой. Так как требуются дополнительные фитинги, то процесс, соответственно, становится дороже.
Наиболее часто такой способ применяется для монтажа трубопровода внутри помещения и при наличии большого количества различных изгибов и ответвлений.

Сварка в раструб
Электромуфтовая сварка
Электромуфтная или электромуфтовая сварка производится с помощью сварочного аппарата и специальных электромуфт. Такой способ соединения труб преимущественно применяется для монтажа длинных трубопроводов, когда произвести сварку встык невозможно и в зонах сейсмической активности.
На место соединения труб надевается муфта, которая подключается к станку для сварки и нагревается вместе с концами труб.
Электромуфтное соединение
Выбор наиболее подходящего метода сварки труб из полиэтилена обуславливается конструкцией системы и воздействием внешних факторов.
Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Одношнековый экструдер, модель RS-75/30

| Экструзионная производительность | 220-280 кг/ч |
| Диаметр | 75 мм |
| Соотношение L/D | 33:1 |
| Материал шнека | 38CrMoAl |
| Обработка поверхности шнека | Азотация, полировка |
| Глубина азотации | 0,4 – 0,7 мм |
| Максимальная скорость вращения | 150 об/мин |
| Материал цилиндра | 38CrMoAl |
| Обработка поверхности шнека | Азотация |
| Глубина азотации | 0,4 – 0,7 мм |
| Количество зон нагрева | 5 |
| Мощность нагревателей | 22,5 кВт (общая) |
| Тип охлаждения | Водяное/воздушное |
| Вентиляторы охлаждения | 0,37 КВт х 4 |
| Редуктор | Передача- зубчатая Низкий уровень шума Вал: NSK Японии Материал механизма: 20CrMnTi Бренд: сделано Guomao |
| Приводной электродвигатель | 90 КВт |
| Компоненты экструдера | Частотный преобразователь: бренд Delta Контактор переменного тока: Schneider Переключатель: Schneider Электрическое реле: Schneider Регулятор температуры: RKC, Япония |
Способы соединения
Популярность ПНД труб обусловлена, помимо всего прочего, простотой их монтажа. Соединение выполняется двумя основными методами:
- разъёмным;
- неразъёмным.
Для реализации первого используются соединительные детали. Второй же предполагает использование аппарата для сварки ПНД труб. Как показывает практика, именно этот способ даёт лучшие результаты. Полученные в ходе сварки швы являются абсолютно герметичными и самыми прочными.
Эта технология в свою очередь бывает двух видов. Рассмотрим их несколько подробнее.
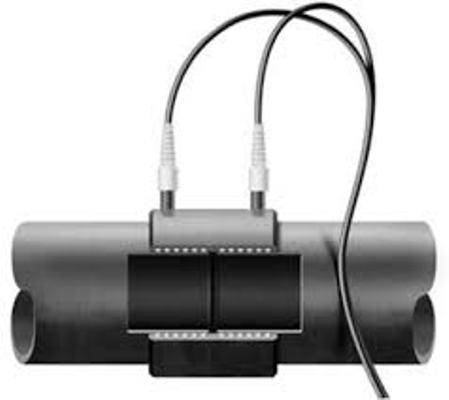
Электромуфтовой метод. Здесь используется специальная полиэтиленовая муфта со встроенными электрическими спиралями. Их концы выводятся и подключаются к специальному аппарату для электромуфтовой сварки ПНД труб. Он создаёт напряжение и по спиралям начинает протекать электроток. В результате деталь нагревается до необходимой температуры, а её поверхность плавится и увеличивается. Расплавленный полиэтилен, будучи ограниченным в пространстве внутренним диаметром электромуфты, подвергается воздействию требуемого для сварки давления. Далее аппарат можно отключить.
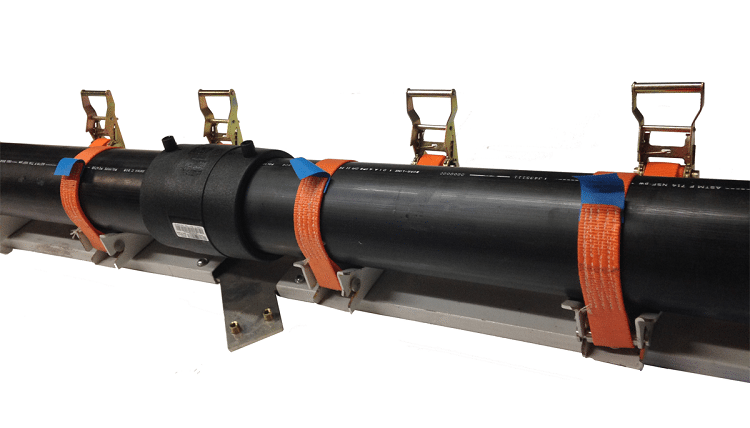
При электромуфтовой сварке трубы часто фиксируются ремнями, чтобы не произошло смещения во время нагрева
Прежде, чем начать непосредственно электромуфтовую сварку, торцы изделий необходимо тщательно очистить и обезжирить. Такую технологию принято использовать при ремонте отводов и создании врезок в уже существующую систему. Её особенностью является обеспечение неподвижности соединяемых деталей во время электромуфтовой сварки и до момента их полного остывания.
Стыковая сварка. Данный способ реализуется с применением специального аппарата для сварки ПНД труб. Сам процесс состоит из нескольких этапов:
- очистка торцов изделий от загрязнений с последующим их обезжириванием;
- нагрев кромок до вязкого состояния с помощью специального ТЭНа;
- соединение под давлением.
Дав швам остыть, можно вводить трубопровод в эксплуатацию. Критичными для стыковой сварки являются следующие параметры:
- время нагревания;
- температура;
- высота оплавления торцов;
- уровень давления на соединяемые поверхности.

При сварке «встык» трубы жестко фиксируются специальным аппаратом, который после разогрева торцов сильно прижимает их друг к другу
Как выбирают аппарат для сварки пластиковых труб
Подбирая оборудование для проведения сварки ПВХ и прочих полимерных материалов, принимают во внимание сразу несколько факторов

Тип аппарата для сварки зависит от того, какие трубы будут им свариваться и для каких целей строится трубопровод
Характер работ. Именно этим определяется выбор типа паяльника. Профессиональные мастера, как правило, запасаются аппаратами разных типов. Мобильные и эффективные модели ручного типа с успехом применяются мастерами, постоянно выполняющими заказы по сборке полимерных трубопроводов диаметром до 50 мм. Механическим аппаратом пользуются при прокладке трубопроводов магистральных, когда велик объем выполняемых работ.









Стоимость. Нет смысла покупать профессиональную модель, чтобы пару раз за год соединить две трубы в домашнем хозяйстве.
Мощность аппарата. Для выполнения работ с изделиями диаметром до 75 мм вполне достаточно мощности менее киловатта, для большеразмерных – более полутора киловатт. Принцип подбора аппарата необходимой мощности чрезвычайно примитивен – для спайки десятимиллиметрового диаметра нужно более одной десятой киловатта мощности агрегата.
Комплектация оборудования. Паяльник идет в составе стандартного набора, комплектом насадок обеспечивается возможность обработки труб разных диаметров. Расширенная комплектация подразумевает значительное повышение стоимости. В подавляющем большинстве случаев она совершенно излишня. Для применения при обслуживании бытовых коммуникаций комплекта из четырех насадок базовых диаметров вполне довольно
А вот на материал насадок внимание обратить стоит. Наиболее прочные выполнены из тефлона или металлического тефлона
Производитель оборудования и страна производства. Для тех, кто нечасто будет пользоваться агрегатом, вполне подойдут модели с невысокой стоимостью китайского производства. Хотя, надо заметить, многие китайские производители выпускают аппараты, которые качеством мало отличаются откуда более дорогих европейских. Модели турецкого производства занимают, как считается, некое промежуточное положение. Модель известного бренда, как правило, универсальна и подходит мастеру-профессионалу, выполняющему разноплановые работы.

Ручные аппараты бывают разных форм и видов, цилиндрические модели, как правило. используют сантехники-профессионалы
Для работ с бытовыми коммуникациями пользуются ручными аппаратами достаточно простой конструкции. Ручной аппарат для пластиковых труб различается по внешнему виду, который определяется конструкцией нагревательного элемента. Исходя из этого параметра, принято говорить о ручных инструментах двух типов:
1. Мечевидного. Устройство выполнено, как и его главная часть – нагревательный элемент, в виде меча. Насадки фиксируются на втулках, уровень нагрева регулируется термостатом, а текущие температурные показатели выведены на дисплей. Принято считать, что мечевидные инструменты отличаются повышенной устойчивостью, что очень удобно в процессе работы
К сожалению, это важное свойство присуще, как правило, моделям, выпущенным известными производителями. При использовании дополнительных насадок неустойчивость недорогих инструментов резко возрастает, не исключаются даже случаи переворотов
2. Цилиндрического. Инструмент такого типа используется, как правило, профессионалами. Крепление насадок осуществляется к удлиненному цилиндру:
- прямому;
- боковому. Такую модель Г-образной, что чрезвычайно облегчает использование в труднодоступных зонах.

При помощи компактной бытовой модели аппарата можно соединять трубы диаметром до 50 мм
Оборудование для сварки труб
СТЫКОВАЯ СВАРКА
Стыковую сварку полимерной трубы можно осуществить несколькими способами.
Наиболее экономичный способ – это сварка с применением ручных сварочных зеркал. Этот способ не обеспечивает точного совмещения свариваемых труб, и поэтому не рекомендован для монтажа напорных трубопроводов.
Сварочные установки с механическим приводом являются оптимальным решением при небольших и средних объемах работ. Как правило, они предназначены для труб диаметром до 160 мм.

Для сварки труб больших диаметров лучше всего подходят аппараты с гидравлическим приводом. Они обеспечивают наибольшую точность совмещения труб и стабильно высокое качество сварных швов.
Многие стыковые сварочные аппараты имеют дополнительные возможности. Функция протоколирования позволяет сохранять информацию обо всех произведенных работах Наличие протокола часто является обязательным согласно проектной документации. Различные программы автоматизации сварки позволяют быстро выбирать оптимальные параметры, наиболее соответствующие типу и размерам свариваемой трубы. Для обеспечения стабильно высокого качества сварки служит функция корректировки по метеоусловиям, которая автоматически уменьшает или увеличивает время нагрева в зависимости от окружающей температуры. Также все современные аппараты имеют электронную защиту от перегрева и скачков напряжения.
МУФТОВАЯ СВАРКА
Электромуфтовая сварка – это соединение труб при помощи электросварных фитингов. Фитинги имеют в своей конструкции нагревательный элемент в виде металлической спирали. При подаче тока спираль нагревается, расплавляя внутренний слой пластика.
Для электромуфтовой сварки трубу следует предварительно подготовить – обезжирить и снять оксидный слой с того участка, который окажется внутри муфты, затем установить и отцентрировать муфту. После этого к контактам муфты можно подключать кабели сварочного аппарата.
Сварочный аппарат для электромуфтовой сварки подает электрический ток с заданными характеристиками, соответствующими типу свариваемых элементов. Параметры трубы и фитингов могут быть введены вручную или при помощи сканера штрих-кодов.

Электромуфтовая сварка особенно эффективна в ограниченных пространствах, так как к месту соединения достаточно подвести два гибких кабеля. Сами сварочные аппараты также имеют небольшие габариты и вес.
Максимальный диаметр свариваемых труб зависит от того, какое напряжение и сила тока требуется. При помощи профессиональных электромуфтовых аппаратов можно сваривать трубы диаметром до 1200 мм и более. Электронные защитные системы таких аппаратов не допустят перегрузки и отключат аппарат в случае короткого замыкания.
Большинство аппаратов для муфтовой сварки имеют функцию протоколирования, также они могут оснащаться модулем GPS для определения координат каждого места сварки.
СВАРКА ВРАСТРУБ
Аппарат для сварки враструб представляет собой нагревательный элемент на подставке с двумя насадками нужных диаметров – гильзой для нагрева внешней поверхности трубы и дорном для нагрева внутренних стенок раструба. Соединение нагретых труб производится вручную.
Для сварки враструб обычно используются готовые фитинги, также в качестве соединительных муфт можно применять отрезки трубы большего диаметра, при условии, что она плотно прилегает к свариваемым трубам.
Преимуществами сварки враструб являются легкость и компактность оборудования и простота рабочего процесса.
Этот способ используется только для труб небольшого диаметра. Из-за недостаточной точности совмещения труб такой способ не рекомендован для трубопроводов с большим рабочим давлением.
Устройство и принцип работы сварочного аппарата для ППР-труб
Конструкция аппарата для сварки ПВХ-труб включает следующие элементы:
- Управляющий блок. Компонент отвечает за мощность нагрева, защиту от скачков напряжения, отключение при перегреве.
- Рукоятку. Деталь входит в комплект ручного оборудования.
- Нагревательное зеркало. Элемент передает тепловую энергию рабочим насадкам аппарата.
Режим сварки выбирают, вращая терморегулятор. Температуру устанавливают в соответствии с соединяемыми материалами. Выбор высоких значений способствует слишком быстрому расплавлению полимера, появлению пустот в соединении. Шов становится недостаточно герметичным, из-за чего возникают протечки.
Рекомендованная температура сварки полипропиленовых труб — 260 °С. Материал приобретает нужную пластичность, после чего края элементов совмещают и спаивают. После снижения температуры шов приобретает ту же прочность, что и целая труба.
Описание аппаратов для стыковой сварки
Общее устройство:
- Торцеватель – приспособление для обработки торцов, состоящее из двух режущих пластин, закрепленных на крутящихся дисках. Чаще всего снабжено электроприводом.
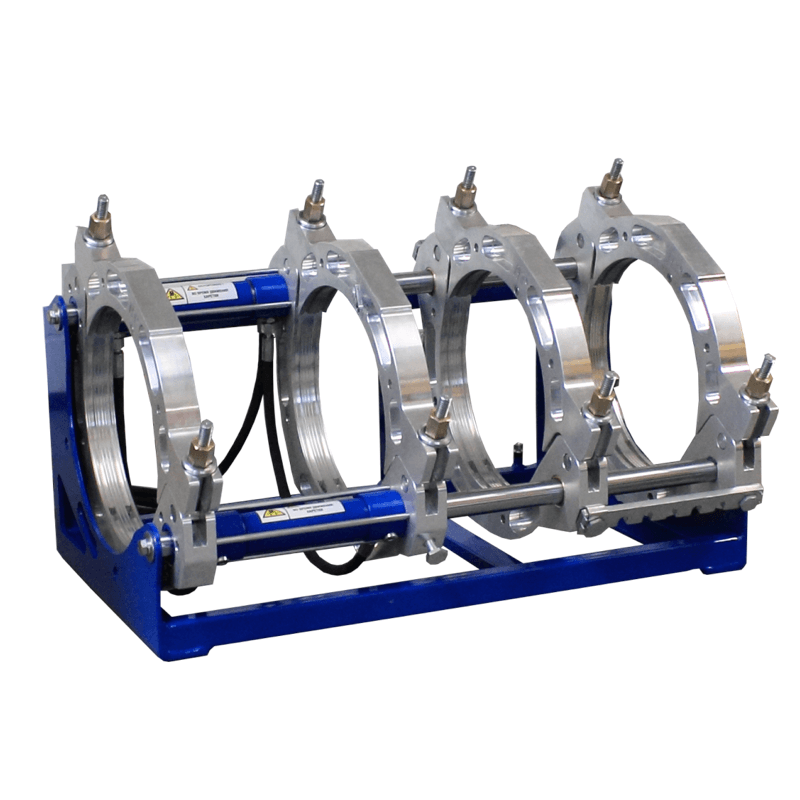
- Центратор – комплекс для позиционирования двух свариваемых труб относительно друг друга. Состоит из подвижных и фиксированных зажимов.
- Нагреватель – система для нагрева торцов при подготовке к процессу сварки. Нагревательный элемент подключен к аппарату для контроля над температурой, оснащен специальным покрытием, которое препятствует прилипанию обрабатываемых материалов к металлу.
- Маслостанция – гидравлический блок для создания давления, которое необходимо в момент сжатия кромок. В ручных моделях её нет. Состоит из гидробачка, электромотора, маслонасоса, манометра и шлангов. Также присутствует таймер, при помощи которого производится контроль времени прогрева.
В моделях без гидросистемы все операции проводятся вручную.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Что представляет собой паяльник для ПП труб
Полипропиленовые материалы обладают массой преимуществ, благодаря чему они пользуются высоким спросом:
- прочность;
- небольшой вес;
- продолжительный срок эксплуатации;
- низкая цена.
Преимуществом является простой монтаж, что исключает необходимость вызова мастера, поскольку работу по установке может выполнить человек, даже не имеющий опыта. Простота монтажа объясняется температурой плавления, которая приравнивается к 250-260 градусам Цельсия. Такой плюс не мог остаться незамеченным, поэтому для работы с ппб был создан специальный прибор.
Прибор имеет следующую конструкцию:
- корпус с рукояткой;
- нагревательная платформа;
- подставка;
- насадки разнообразного диаметра.
Пайка таким инструментом проходит без лишних трудностей
Организация производственного цеха
Оптимально, если производственное помещение будет располагаться в промзоне либо за пределами городской черты. При выборе места необходимо учитывать факторы транспортной доступности и наличия качественных подъездных путей. Для организации производства потребуется сооружение площадью от 200 м², высотой потолка не менее 10 м с подведенными электрической сетью (380 В), системами водоснабжения и водоотведения.
Внутренняя часть здания должна быть разделена на несколько зон:
- производственный цех;
- площади для складирования сырья и готовой продукции;
- санитарный узел;
- помещения для сотрудников.
Учитывая большие габариты и высокий уровень продукции тепла во время производственного процесса, цех необходимо оснастить мощными кондиционерами и современным комплексом противопожарной защиты. В складских помещениях потребуется установка отопительной системы для поддержания плюсовой температуры в зимний период.








Виды аппаратов
Для различных методов монтажа трубопровода необходимо подобрать специальный сварочный аппарат ПЭ труб. Все приборы можно поделить на две группы:
- устройства для стыковой сварки и соединения в раструб;
- аппараты для электромуфтного соединения.
Оба вида сварочного оборудования состоят из:
- трансформатора;
- блока мощности;
- блока управления.
Все аппараты могут работать от обыкновенной электрической сети с напряжением 220 Вт.
Сварочные аппараты для проведения стыковой сварки
Исходя из диаметра полиэтиленовых труб и необходимого качества их соединений, различают:
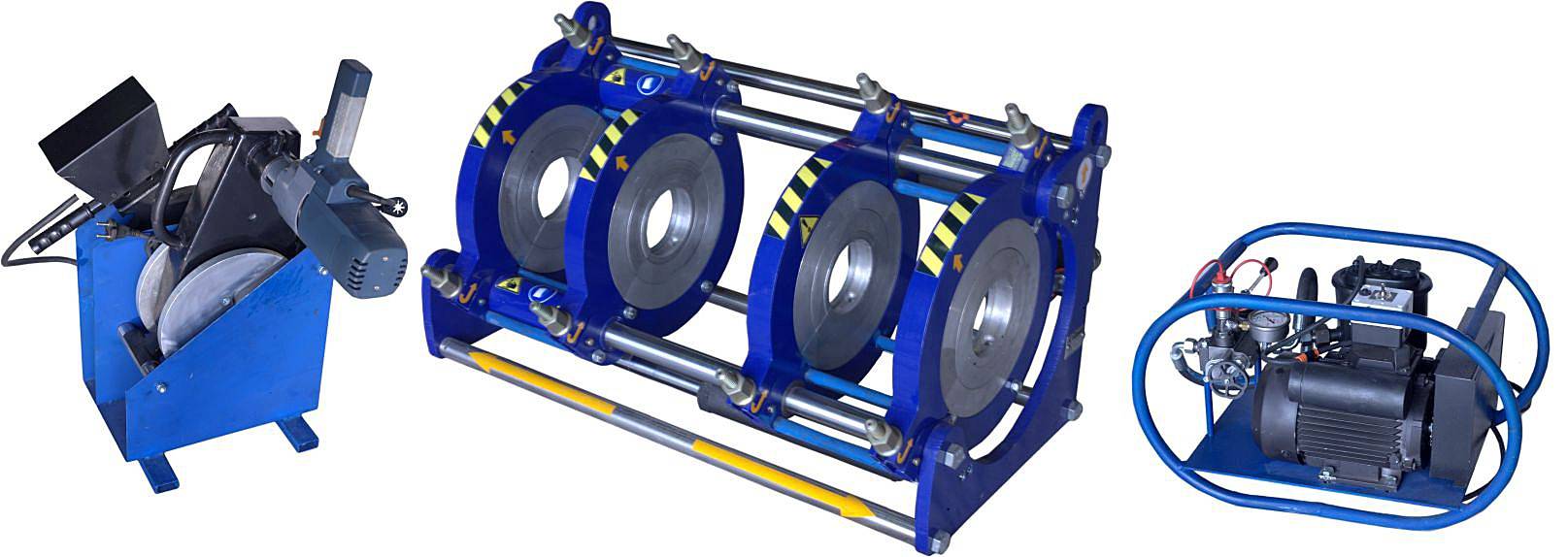
Ручные сварочные аппараты. Такой станок может использоваться для соединения труб малых диаметров. Процесс сварки происходит при помощи нагрева прибора и прилагаемого усилия монтажника.

Ручной сварочный аппарат
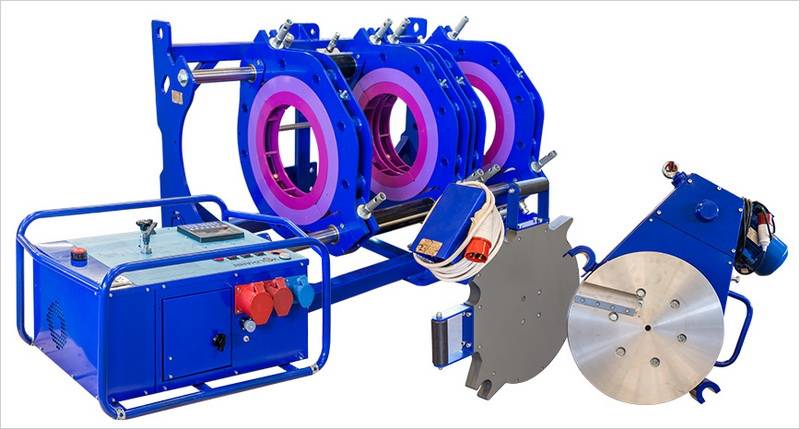
Полуавтоматический сварочный аппарат для ПЭ труб. Более совершенная конструкция, позволяющая сваривать трубы достаточно больших диаметров. Причем качество сварочного шва значительно лучше, чем у ручного аппарата. Полуавтоматика подразумевает ручное закладывание необходимых для сварки параметров и гидравлическое проведение процесса стыковки труб. Автоматической системой трубы подаются друг к другу полностью центрированными, что абсолютно исключает сдвиги и образование некачественных швов.

Полуавтоматический сварочный аппарат
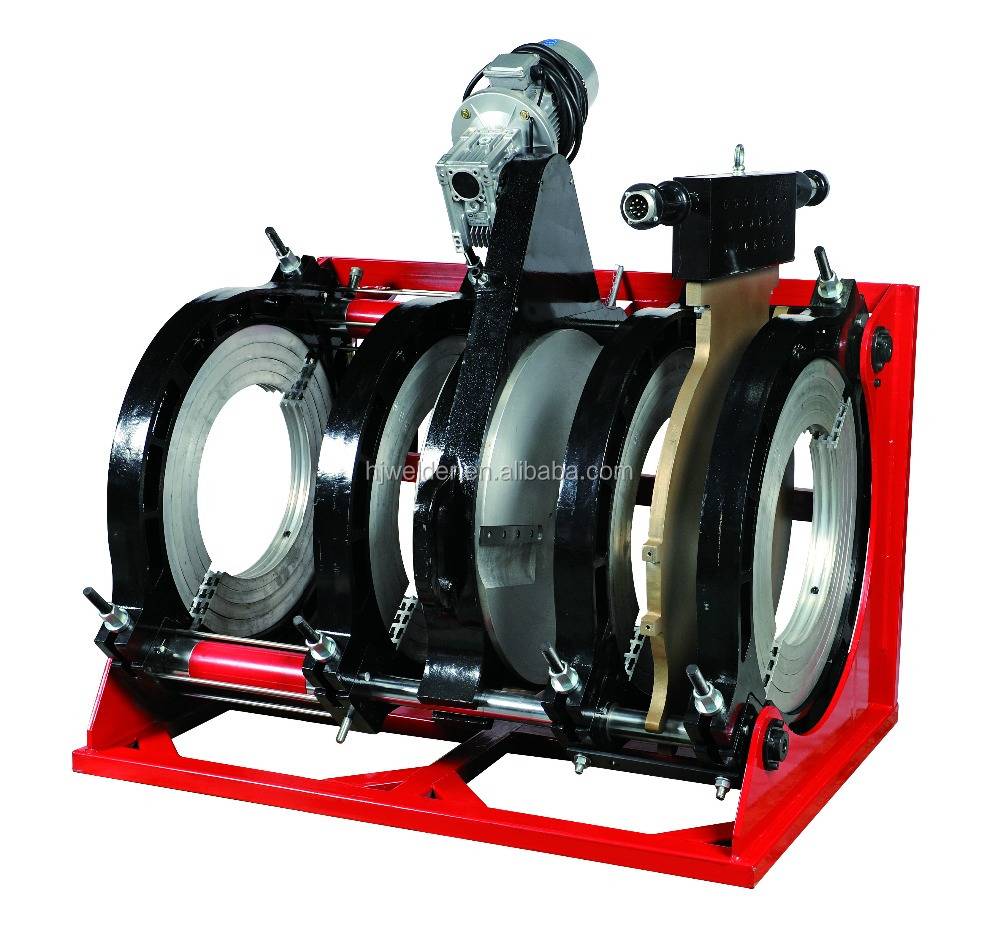
Автоматическое оборудование. При использовании автоматического оборудования весь процесс сварки труб происходит, соответственно, в автоматическом режиме. Перед началом соединения аппаратуре посредством компьютера задаются все необходимые параметры. Нужный режим сварки станок выберет сам и после этого без участия человека проведет нужные действия.

Автоматический сварочный аппарат
В зависимости от вида сварочного аппарата изменяется и его стоимость. Ручной аппарат самый дешевый, полуавтоматический стоит несколько дороже, а автоматическое оборудование самое дорогое.
При использовании для сварки труб автоматического оборудования полностью исключается возможность ошибки и получения некондиционного шва.
Сварочные аппараты для электромуфтового соединения
Сварочный аппарат для полиэтиленовых труб, при помощи которого можно сделать электромуфтное соединение является более сложным прибором по сравнению с аппаратурой для стыковой сварки.
На каждой муфте в виде штрих-кода заложена информация, необходимая для ее монтажа. Перед проведением сварных работ эту информацию необходимо заложить в станок. Сделать это можно, в зависимости от модели аппарата, вручную или автоматически. Большинство устройств оснащены обоими способами ввода информации.

Электромуфтовый сварочный аппарат
В зависимости от модели и способностей станков они могут быть с возможность сохранения необходимых данных и записью их на флеш карту или без этого. Если подобная функция поддерживается устройством, то отпадает необходимость несколько раз вводить информацию при использовании однотипных муфт.
Как правило, на дисплей устройств выводится информация о температурном режиме, времени сварки, мощности нагрева. После непосредственного соединения труб аппарат выдает звуковой сигнал.
Стоимость аппаратов для электромуфтного соединения, так же как и самих электромуфт, очень высокая, поэтому ими пользуются специализированные бригады или фирмы, профессионально занимающиеся прокладкой различных трубопроводов.
Соединение труб при помощи электромуфт производится только в исключительных случаях, когда стыковая сварка недопустима по условиям.
Выбор аппаратов для сварки полиэтиленовых труб обуславливается требованиями к монтажу трубопровода и окружающими природными условиями. При прокладке труб внутри помещений для бытовых нужд достаточно иметь элементарный прибор для сварки.
Аппарат для раструбного сварочного соединения
Главной деталью подобного оборудования является головка нагрева. На ней закрепляются два нагревательных элемента типа насадок, дорна и гильзы.

Сварочный аппарат для раструбного соединения ПНД труб применим для изделий малого диаметра
Дорн расплавляет внутреннюю поверхность соединительной муфты, а гильза предназначена для плавки наружной поверхности конечной части ПНД трубы.
Диаметры этих аксессуаров лежат в пределах 16 ≤ D ≤ 40 мм. Для выполнения сварочного соединения ПНД элементов трубопровода насадки подвергают предварительному нагреву до температуры +220˚С. Затем на каждую из них с усилием насаживают конец трубы и соединительную муфту. После достижения требуемой степени нагрева, муфта и конец снимается с насадок, и стыкуются под давлением. Дав полиэтилену остыть, такую же операцию необходимо провести с другим концом.
Раструбное сварочное соединение применяется чаще всего внутри помещений. При этом диаметр должен быть не более 40 мм. Для работы с большими сечениями используется сварочный аппарат, оснащённый устройством для центровки.
Критерии выбора
При выборе паяльника следует обращать внимание не только на его стоимость и бренд, но и на технические качества. Итак, что необходимо учитывать?
Электрическая мощность
Основной характеристикой, на которую стоит обращать внимание при выборе паяльника, является его мощность, поскольку от этого зависит максимальный диаметр труб и последующая их сварка. К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм
К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм.
В комплекте с инструментом идет специальный чемодан и дополнительные инструменты
Комплектация устройства
Паяльники выпускаются в виде комплектов со вспомогательными приспособлениями и приборами. Они поступают в продажу вместе с основным устройством в специальном кейсе.
Комплектация зависит от модели и марки производителя. Но, чаще всего в набор входят:
- подставка или струбина для паяльника;
- насадки различного диаметра;
- ключи для замены деталей;
- резак;
- рулетка;
- уровень;
- маркер.
Наличие терморегулятора и его конструкция
Терморегулятор отвечает за установку и поддерживание рабочей температуры. Мастер может выставить диапазон от 220 до 350 градусов.
Благодаря встроенному терморегулятору, мастеру не придется регулярно своими руками выстраивать нужную температуру
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.
Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).
Цена на чешские паяльники Dytron базовой комплектации стартуют от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.
Умеренная ценовая политика (от 30-40 у.е.) наряду с хорошими технико-эксплуатационными характеристиками вывели Candan в топ-продаж среди паяльников ПП-труб бытового пользования
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.








Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Способы и технология сварки враструб
Сварка пластиковых труб враструб — более надежный способ соединения конструкций. Именно сварка враструб используется при монтаже разводок коммуникаций и ремонте в квартирах и жилых домах. Этот способ подойдет для соединения деталей любого диаметра, но с небольшими работать проще.
Сварка враструб представляет собой соединение трубы с фитингом (отводом, тройником, переходом). С помощью специального инструмента с нагревательной панелью концы соединяемых изделий оплавляются и вставляются друг в друга.
Аппарат для этого способа представляет собой устройство с ручкой и нагревательной панелью клинообразной формы, по обеим сторонам которой расположены насадки в виде валиков для концов трубы и фитинга.
Труба вставляется в муфту, которая нагревает ее наружную часть и немного уменьшает толщину стенок, а фитинг надевается на дорн, оплавляющий его внутренний слой. После достижения нужной температуры (260С) части соединяются.
Существует вариант аппарата с нагревательным элементом, выполненным в виде стрежня.

Кроме самого инструмента, муфт и дорнов, в комплект могут входить торцеватель, калиброватель, фаскосниматель, ножницы для резки и другое дополнительное оборудование.
В процессе сварки внешний слой трубы при надевании муфты нагревается и выдавливается в виде грата. После труба совмещается с нагретым фитингом и их соединяемые слои «намертво» сплавляются.
Электромуфтовая сварка
Если приходится работать в условиях ограниченного пространства, либо сваривать уже проложенные участки коммуникаций, применяется сварка аппаратом со специальными электромуфтами.
Перед началом работы детали обезжириваются и зачищаются
Заготовки помещаются в центратор для идеального выравнивания, затем их концы соединяются при помощи специальной муфты. Внутри этого фитинга располагаются токопроводящие элементы, которые после совмещения с деталями нагреваются и происходит сплавление муфты с концами труб.
Ручной аппарат для сварки
Состоит из:
- Блока питания;
- Трансформатора;
- Блока управления.
- Фитингов для электросварных муфт.
Все настройки в этом варианте оборудования вводятся оператором вручную, в соответствии со специальными таблицами.
Автомат
Те же составные части, но выбор параметров сварки происходит автоматически. Оператору нужно только ввести данные соединяемых изделий, все остальное сделает машина.
Сходства и отличия различных моделей аппарата для электромуфтовой сварки ПНД труб
Роднит все эти устройства небольшая масса и низкое энергопотребление. Современные модели такого оборудования предоставляют возможность работать даже с образцами минимальных размеров в автоматическом режиме. Объясняется это тем, что в конструкцию аппарата для электромуфтовой сварки входит микропроцессор, который выполняет регулировку параметров, протоколирует данные и позволяет выявлять все недочёты в работе.
А вот основные их отличия заключаются в следующем:
1. Тип и диаметр фитингов, с которыми способен работать аппарат. Вид муфты определяется размещением нагревательной спирали. Она бывает закрытой или открытой. Фитинг крупного диаметра может применяться совместно с обжимными пластинами. Последние предназначены для возврата деформированным при резке торцам первоначальной формы.
2. Набор опций контроля хода рабочего процесса. На поверхность электромуфты, как правило, наносится штрих-код, содержащий сведения о её характеристиках. С помощью штрих-сканера (данное устройство входит в комплект аппарата, предназначенного для электромуфтовой сварки ПНД труб) код считывается. После этого полученные данные автоматически или вручную вносятся во внешнюю память микропроцессора, который на их основе и задаёт режим работы.

Профессиональные машины для сварки управляются при помощи компьютера
На дисплее аппарата отображается информация о продолжительности процесса, температуре нагрева, напряжении, силе тока и проч. Все эти данные сохраняются в памяти такого современного оборудования. В большинство моделей входит система, сигнализирующая о старте либо о завершении процесса.
3. Количество производственных режимов. Применение подобных аппаратов обусловливает необходимость применения большого количества расходных материалов, что удорожает работы. Но это компенсируется следующими факторами:
- простота метода;
- возможность выполнения сварки в труднодоступных местах.
Именно поэтому модели такого типа применяются чаще всего при ремонте трубопроводов. Профессионалы выделяют ещё одно серьёзное преимущество данного метода. Кратко оно формулируется так: возможность сваривания ПНД труб не только разного диаметра, но и изготовленных из полимеров разных марок.