Советы профессионалов
Поскольку алюминий мягкий материал, труба в процессе сгибания может сжиматься, растягиваться, ломаться или трескаться. Также нежелательным последствием может стать изменение конфигурации сечения. Однако таких неприятностей можно избежать, если следовать нашим нехитрым рекомендациям:
- Выбирая метод сгибания, стоит учитывать радиус изгиба, диаметр сечения трубы, толщину стенок заготовки и вес материала. Не стоит забывать о точности сгибания, ведь некоторые методы не позволяют добиться высокой точности.
- Если вам нужно получить небольшой радиус изгиба, то заготовку лучше гнуть на концах, поскольку качественно сделать это в центральной части будет сложнее.
- Чтобы уменьшить вероятность образования гофрированной поверхности в месте изгиба, нужно использовать метод холодного сгибания с растягиванием. Это позволит сместить центральную ось в сторону сгиба. Суть метода заключается в том, что заготовка сначала фиксируется на станке, потом растягивается и гнётся за счёт перемещения гибочного инструмента. Эта методика подходит и для работы с тонкостенными заготовками, а также для придания трубе определённой конфигурации в одной плоскости с соблюдением большого допуска по наружному диаметру.
- Если вы хотите сохранить прочность стенок заготовки, то целесообразно использовать сгибание с использованием гидростатического давления внутри элемента. С этой целью на концы трубы крепятся заглушки. Одна из них должна иметь патрубок для закачивания масла внутрь заготовки.
Способы гибки труб большого и малого диаметров
Технологии гибки зависят от пластичности конструкционного материала трубы, толщины ее стенок и габаритов арматуры (внешнего и внутреннего диаметра). Причем все эти параметры определяют и максимальный радиус изгиба, и тип технологического процесса гибки. Поэтому далее по тексту мы рассмотрим процессы гибки труб из разных конструкционных материалов.
Гибка труб из цветных металлов
Например, гибка труб из меди алюминия и прочих цветных металлов с высокой ковкостью осуществляется вручную, холодным способом. Ведь и медь, и алюминий отличаются высокой теплопроводностью, а высокая ковкость этих металлов позволяет «согнуть» трубы без разогрева.
Гибка труб из цветных металлов
И в большинстве случаев процесс гибки медных и алюминиевых осуществляется следующим образом:
- Внутреннее пространство заполняется водой или песком.
- Торцы трубы закрываются пробками.
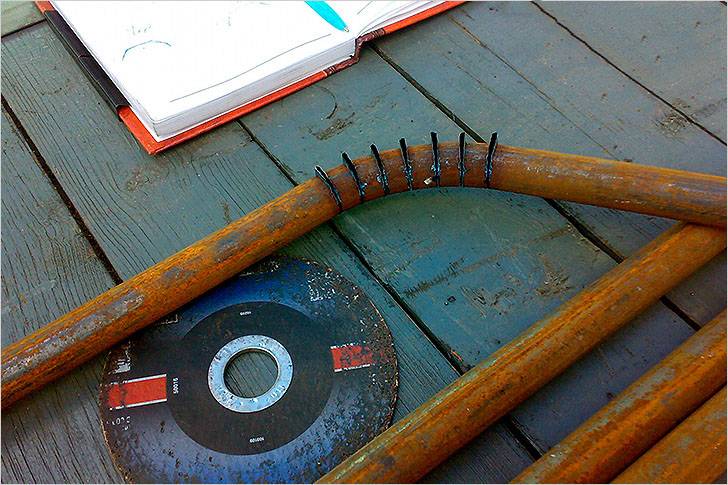
- Тело трубы гнется с помощью «калибра» — дуги с нужным радиусом, или частокола штырей, в котором можно зафиксировать один торец трубы.
В итоге, можно утверждать, что большинство медных и алюминиевых труб гнут, по сути, кустарными методами. Ну а в промышленном производстве используют высокотехнологичный процесс гидроформирования профиля и тела труб.
Гибка труб из стали
Гибка труб из «нержавейки» или конструкционной стали осуществляется, как холодным, так и горячим способом.
Гибка труб из стали
Причем горячая гибка реализуется с помощью тех же методик, что и деформация арматуры из цветных металлов. Только водой или песком стальную трубу заполнять уже не нужно. Тело стальной арматуры просто прогревают в месте сгиба, до красно-оранжевого цвета, после чего трубу можно согнуть руками. Правда, такую трубу уже нельзя использовать в трубопроводах высокого давления. Ведь после нагрева изменится и структура и прочностные характеристики железоуглеродистых сплавов.
Более продвинутый способ – это механическая гибка, которую реализуют с помощью вальцовых станков. Труба деформируется под давлением верхнего вальца, а нижняя пара транспортирует сквозь зону деформации весь мерный отрезок трубы. С помощью этой технологии можно согнуть трубу даже в кольцо. Причем, механическая гибка практически не влияет на прочностные характеристики труб. Поэтому данный способ практикуют при сборке, и трубопроводов, и металлоконструкций.
Стальные трубы большого диаметра гнут холодным способом, прорезая в теле трубы деформационные канавки (с внешней и внутренней стороны радиуса изгиба). Причем, после деформирования арматуры эти канавки придется заварить. Прочностные характеристики деформируемой трубы, в данном случае, зависят от качества сварочного шва.
Гибка труб из металлопластика и конструкционных полимеров
Гибка труб из металлопластика
В данном случае используются только холодные методы гибки. Ведь полимерные трубы и арматура из металлопластика плавится при температуре выше 175 градусов Цельсия. А естественная пластичность присуща всем полимерам.
Причем для гибки полимерных труб нужно меньшее деформирующее усилие. Например, трубы малого диаметра можно согнуть руками, а калибр или лекало, определяющие радиус изгиба, используются лишь как инструмент контроля результатов процесса.
И даже гибка металлопластиковых колонн большого диаметра осуществляется, по сути, в ручном режиме. Только в этом случае во внутреннюю часть трубопровода нужно засыпать прогретый до 100-120 градусов Цельсия песок, который изменит пластичность тела арматуры. Ведь полимеры начинают «размягчаться» уже при 40-60 градусах Цельсия, а стойкий к высоким температурам металлопластик – при 120-140 градусах.
То есть, с гибкой полимерных и композитных труб нет никаких проблем. Любую арматуру из конструкционных полимеров можно согнуть руками.
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
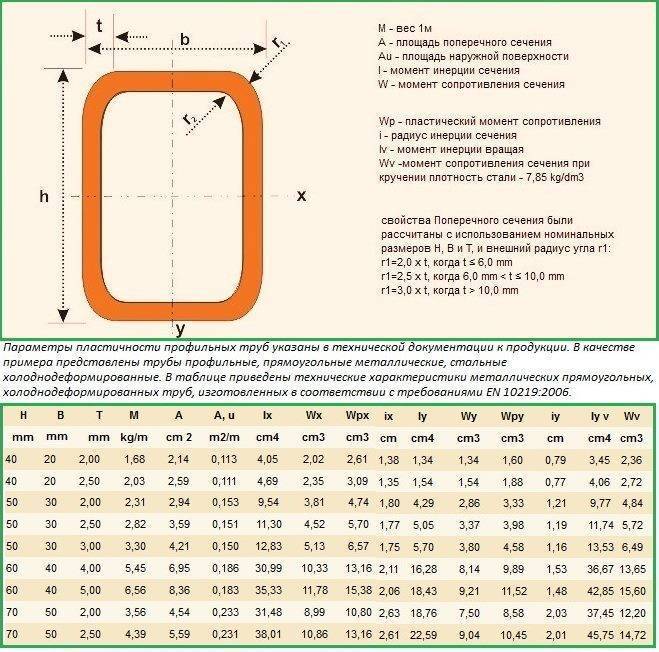
Технические характеристики профильных трукб
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Эффективное сгибание пластиковых элементов
Трубы из поливинилхлорида достаточно просто согнуть с помощью определенной инструкции. Выполняя ее пункты, можно легко и просто в домашних условиях придать пластиковому трубопроводу нужную форму, не прибегая к посторонней помощи.
Для сгибания пластиковой трубы выполняются следующие действия:
- В любом строительном магазине нужно купить древесноволокнистую плиту, которая необходима для сооружения специальной оправы. С помощью этой оправы выполняется сгибание пластиковой заготовки до того момента, когда изделие примет нужную форму.
- Согнув плиту до нужного радиуса, следует отшлифовать ее поверхность. Можно воспользоваться в этом случае мелкой наждачной бумагой.
- На следующем этапе из силикона формируют оболочку для сгибаемого элемента. Она должна соответствовать форме и размеру трубы. С помощью оболочки заготовка из ПВХ фиксируется на оправе из ДВП. Кроме того оболочка служит своеобразной защитой для поверхности пластиковой трубы, предотвращая образование различных дефектов, включая царапины, сколы и другие механические повреждения.
- Далее металлопластиковая заготовка помещается непосредственно в оболочку.
- Теперь можно приступать к нагреванию трубного элемента. Под воздействием высокой температуры материал становится более мягким и начинает принимать форму оправы. Результатом процесса становится изделие желаемой формы.
- Сформированное изделие необходимо остудить в течение 10-15 минут. По истечении этого времени видоизмененная труба из поливинилхлорида может быть извлечена из оправы. После этого готовый конструктивный элемент рекомендуется оставить еще на некоторое время, чтобы он полностью остыл.
Несмотря на множество способов, как загнуть металлическую трубу или изделие из другого материала, получить идеальный результат в бытовых условиях практически невозможно. Однако изучение теоретических материалов и неоднократное экспериментирование на непригодных кусках трубы из подобных материалов поможет понять, как согнуть трубу, не имея трубогиба.
Главное, что после этого заниматься процессом сгибания трубных элементов можно в любое свободное время.
Особенности алюминиевых труб Как согнуть алюминиевую трубу Как работать с трубогибом в домашних условиях Способы гибки Самостоятельное сгибание алюминиевой трубы
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.
Как согнуть алюминиевую трубу в домашних условиях – выбор способа и оборудования
Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
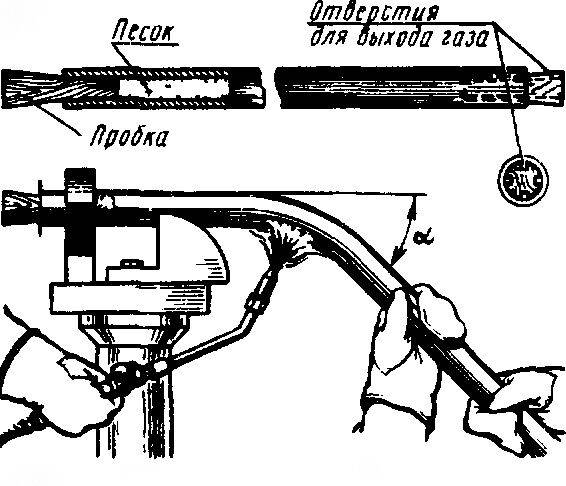
Перед тем, как загнуть алюминиевую трубу в домашних условиях, в нее забивается сухой, мелкий, просеянный песок. На концы заготовки требуется одеть заглушки в виде чопов, после чего проводится медленное сгибание заготовки. Это можно делать даже вручную, однако один конец для удобства лучше закрепить хомутом. После того, как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда.
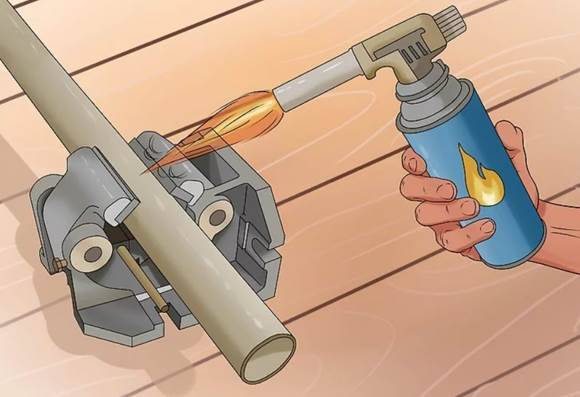
Если требуется согнуть трубу со слабым уровнем пластичности (из дюралюминия), то при использовании способа с песком потребуется также наличие газовой горелки. Один конец трубы в таком случае зажимают в тиски, горелка же служит для равномерного разогревания участка изгиба до температуры +250 градусов. Для проверки оптимальности нагревания к трубе подносится кусок бумаги: появления дыма будет знаком готовности изделия к последующему изгибанию








При его проведении важно не спешить. Многократное нагревания того же участка трубы недопустимо.
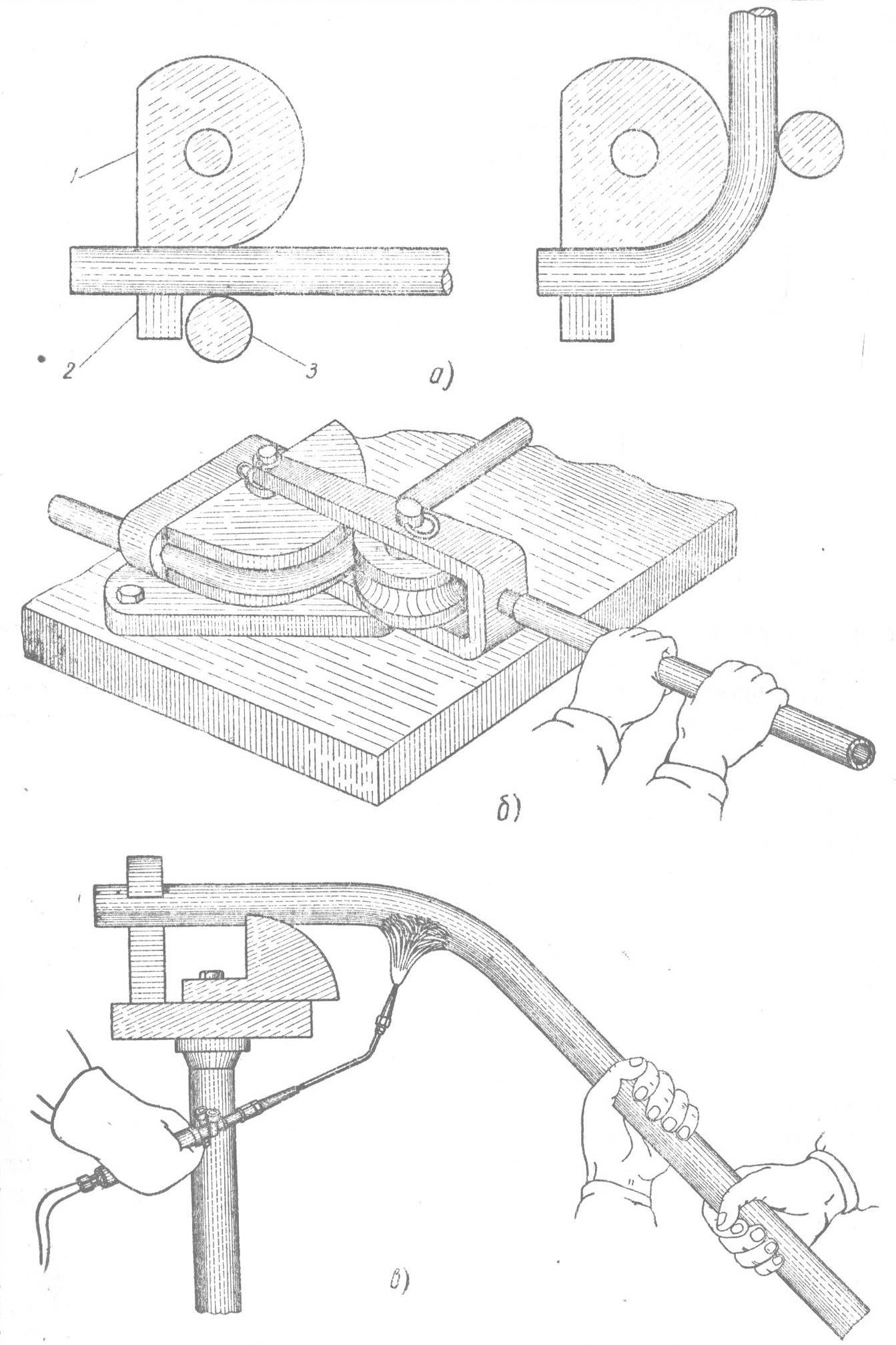
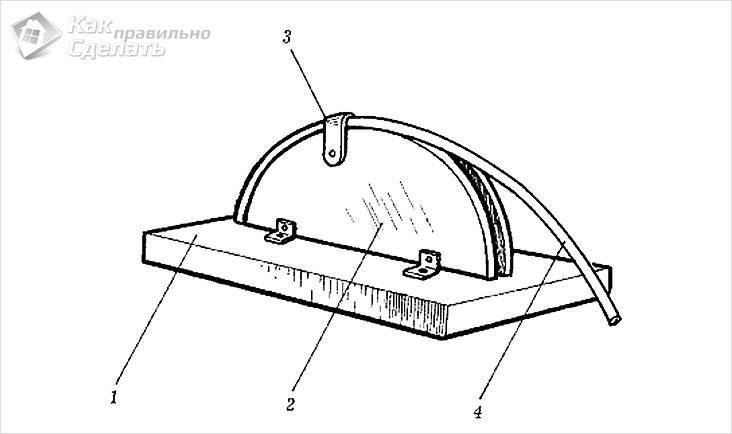
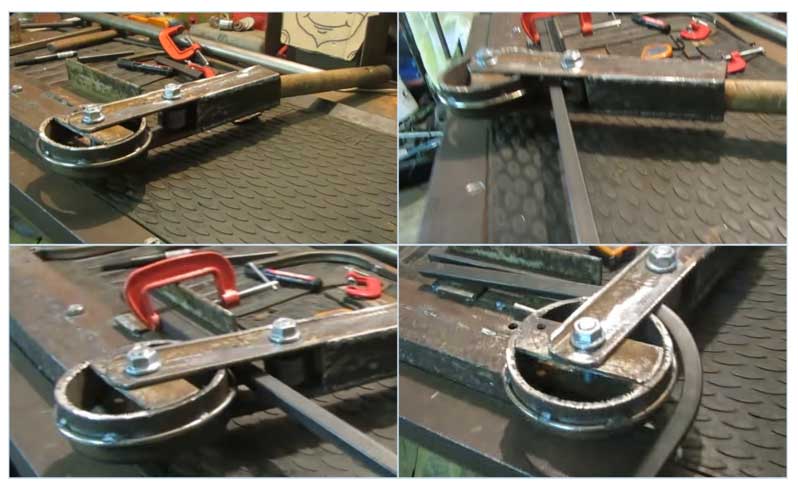
В этом случае вначале происходит изготовления из древесины полукруглого шаблона, толщина которого должна превосходить диаметр заготовки
Сообщив ему нужный радиус изгиба, заготовку закрепляют на плоскости при помощи струбцин и болтов. Впритык к шаблону крепят доску, имеющую идентичную толщину и уклон: важно добиться хорошей плотности укладки трубы между ними. Заложив один конец трубы к направляющей доске по касательной относительно полукруга, вторым ее концом нужно проводить загибающие движения вокруг шаблона. Таким образом можно гнуть пластичные трубы диаметром до 40 мм на довольно значительные радиусы.
После того, как в трубу засыпан песок, она кладется двумя концами на две устойчивые опоры: место сгиба должно провисать. Этому участку и сообщается нужный радиус при помощи резиновой киянки. Особенно удобно таким образом изгибать квадратные профильные трубы.
Участок заготовки, где проводится сгибание, изнутри оснащается пружиной из стали: на ее конец привязывается проволока. После приобретения трубой нужной формы пружину вытаскивают за эту проволоку. При необходимости, место сгибания можно разогреть.

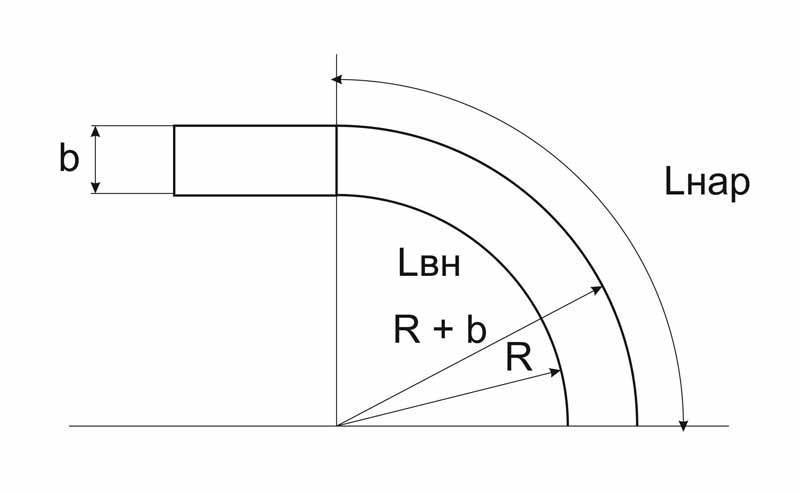
Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Как согнуть в домашних условиях
Как сделать это собственными силами? Первоначально необходимо учитывать:
- величину сечения,
- толщину стенки,
- материал изготовления,
- радиус изгиба.
Потом стоит учесть производственные условия, предполагаемый сгиб и качество изделия, которое вы получите в результате манипуляций.
Изгиб профильной трубы проводится в границе технического допуска толщины стенок и величины сечения. Необходимо избегать нежелательных последствий, таких как излом на внутренней стороне и сплющивание поперек сечения.
ВАЖНО
Если вы хотите согнуть квадратную трубу по незначительному радиусу, стоит обратить внимание, что манипуляции лучше проводить ближе к концу, ведь сделать сгиб по центру будет труднее
Чем поможет трубогиб
Трубогиб – общее название специальных устройств с различным принципом действия, применяемых для ручной или станочной гибки труб и профильных, и круглых, как в домашних условиях, так и в профессиональных мастерских.
С помощью ручного трубогиба гнут алюминиевые пластичные тонкостенные изделия с малым диаметром. Среди них:
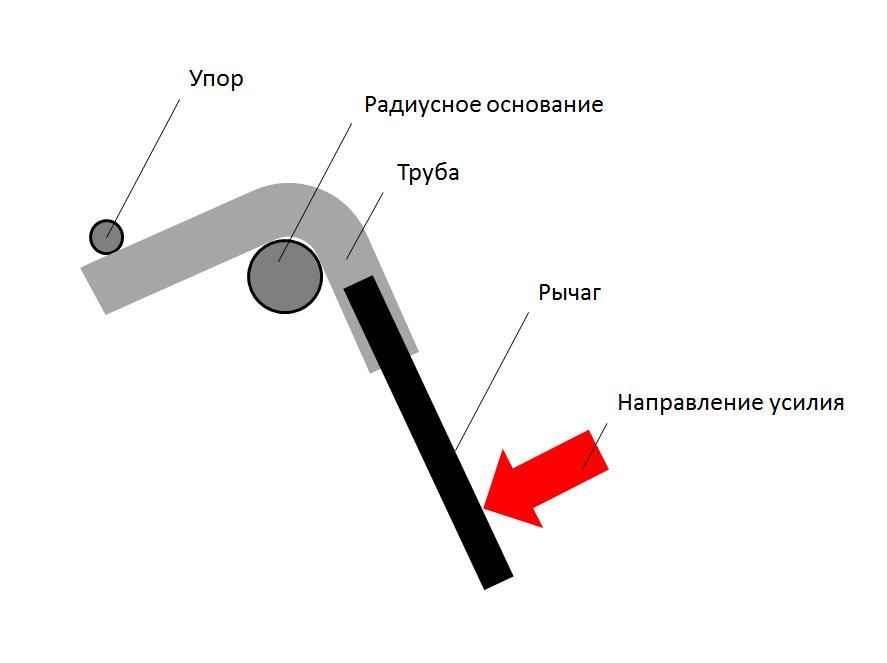
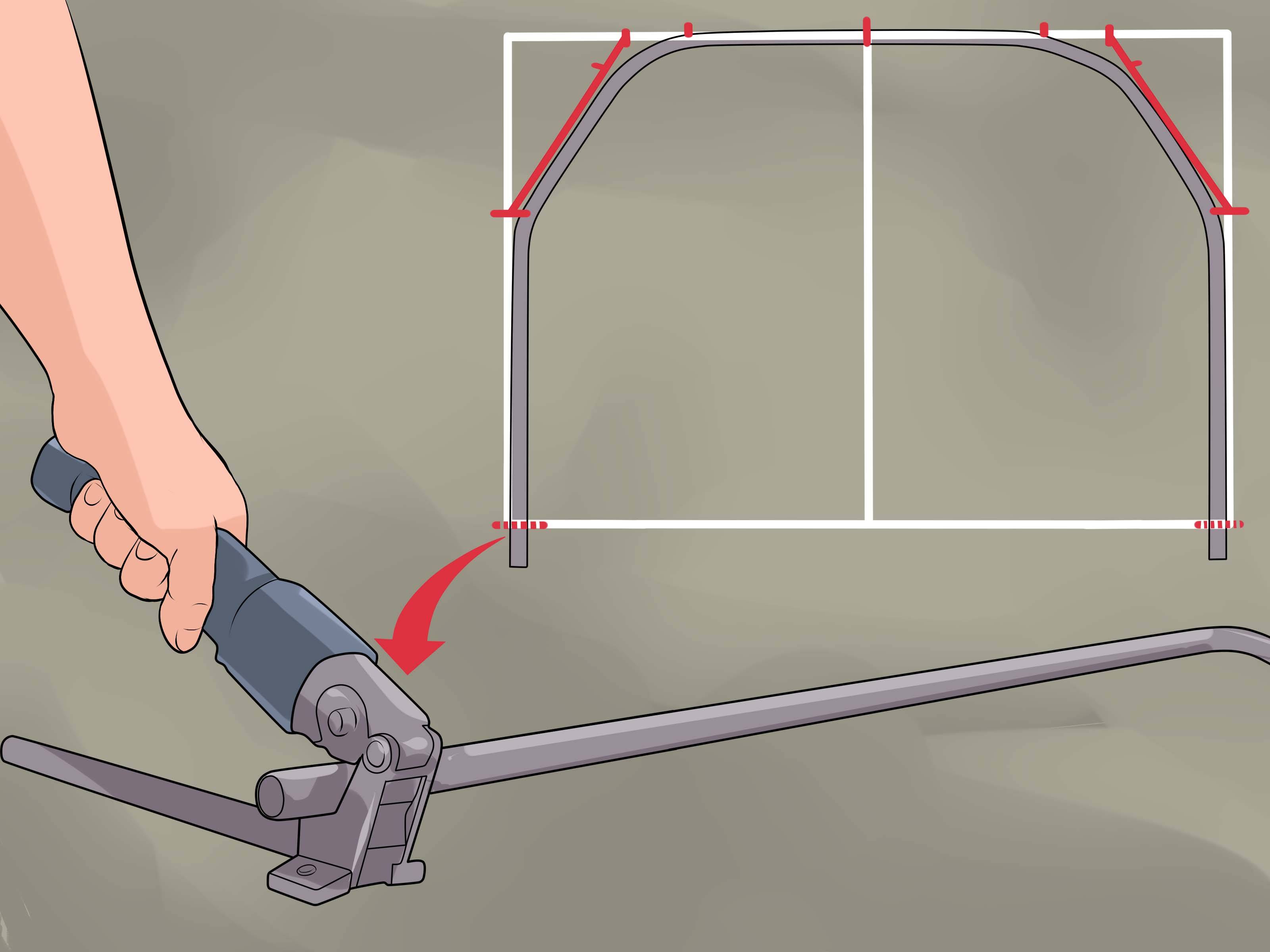
- рычажный трубогиб (станок Вольнова) – заготовка закладывается в форму, где под воздействием рычажной силы изгибается без нагревания. Форма сделана под определенный диаметр;
- арбалетный трубогиб – заготовка закрепляется в конструкции, где гнущий сегмент продавливает середину трубы в противоположную концам сторону;
- пружинный трубогиб – в трубу закладывается пружина, необходимого диаметра, и после нагревания заготовки, либо холодным способом производится изгиб, после чего пружина вынимается.
Станочная гибка призвана сгибать заготовки разнообразных диаметров и форм с минимальным риском повреждения. Это электромеханические и гидравлические механизмы, обеспечивающие точный результат сгибания согласно заданным параметрам. Такое оборудование обеспечивает следующие методы изгибания:
- метод проталкивания – сгибание путем толкания алюминиевой трубы (Ø до 100мм) между роликами трубогиба, где один из роликов выполняет функцию отклонения. Изгиб получается дугообразный с минимальным радиусом искривления (радиус изгиба равен диаметру трубы, умноженному на 6);
- метод проката – сгибание путем прокатывания алюминиевой трубы (Ø от 10мм до 100мм) через гибочные ролики, которые подбираются строго под диаметр изгибаемого изделия. Такую операцию можно выполнить с помощью трехвалкового трубогиба, который выполняет сгибание кольцом, спиралью, дугой. Используется как для круглого, так и для прямоугольного профиля. Прокатывание проделывают несколько раз;
- метод обкатывания – сгибание путем воздействия обкатной головки трубогиба. Шар головки прогибает трубу под давлением, а где нет давления, труба прогибается в противоположном направлении. Нагревание не применяется. Во избежание сжатия заготовки минимальный радиус изгиба должен быть равен 3 радиусам трубы;
- метод сгибания давлением — сгибание путем прессовки штампами (деформация извне) или гидроформованием (деформация изнутри путем подачи воды или масла в трубу под давлением, изделие выгибается в границах формы).

Трубогиб даже самой простейшей конструкции в разы снижает риск порчи заготовки при гибке
Методы изгиба трубы из металлопластика
Изогнутые конструкции из металлопластика чаще всего используют при укладке «теплых» полов. При применении изогнутых изделий эффект от теплоотдачи металлопластика будет максимальным. Для того, чтобы изогнуть металлопластиковую трубу, вам понадобятся:
- Пластиковые заглушки;
- Проволока;
- Мелкий песок;
- Тиски;
- Паяльная лампа.
Для начала расскажем о самом популярном способе сгибания труб самостоятельно. Для этого не нужно использовать профессиональное оборудование, процесс сгиба проводится при помощи физической силы рук. Нужно зажать изделие и плавно сгибать без резких движений. Не забывайте о том, что изгиб может производиться только из расчета не более 15 градусов на каждые 2-3 сантиметра сгиба. Гнуть нужно постепенно, регулярно проверяя процесс изгиба.

Существует технология сгиба трубы из металлопластика с использованием проволоки, инструкция следующая:
- Во внутреннюю часть конструкции помещаются небольшие части проволоки до максимального заполнения пространства в ней. Применение проволоки позволит изогнуть конструкцию более ровно;
- Затем труба сгибается под необходимым углом;
- В конце проволока извлекается.
Еще один метод сгиба трубы из металлопластика подразумевает применение песка. Порядок выполнения работ включает в себя следующую последовательность действий:
- Сухой песок просеивается;
- Конструкция набивается подготовленным песком;
- На концах изделиях устанавливаются заглушки, чтобы песок не высыпался наружу;
- Труба фиксируется в тисках;
- Место сгиба определяется и помечается карандашом или маркером, прогревается с использованием паяльной лампы. Для того, чтобы определить необходимый уровень прогрева, необходимо поднести лист бумаги к нагреваемому месту. В случае, если бумага обугливается и начинает тлеть, прогрев достаточный;
- Производится сгиб трубы;
- Заглушки снимаются, высыпается песок.
Вариант первый – гнём трубу с нагревом
В данном случае вообще никаких специальных приспособлений не потребуется, достаточно наличие у мастера кислородно-ацетиленовой горелки или обычной паяльной лампы. В первом случае мундштук следует расположить на некотором расстоянии от места предполагаемого гиба Факел не стоит делать концентрированным, поскольку в этом случае температурный перепад между зонами окажется слишком большим, а пластические характеристики материала – неравномерными (особенно это касается углеродистых сталей, содержащих повышенный процент марганца и кремния).







Сгибание трубы нагревом
После нагрева до требуемой температуры (она легко вычисляется по цветам побежалости) изгибаемую часть необходимо зажать в слесарных тисках, и выполнить свободную гибку нужного участка.
Нагрев с помощью горелки – более равномерный, зато сопряжён с риском снижения прочности материала заготовки, особенно, если она предназначена для использования в напорных трубопроводах. Паяльной лампой лучше воспользоваться и для того, чтобы не произошло ненужного отпуска. При этом рекомендуется такая последовательность операций:
- Подлежащий деформированию участок зажимают в слесарных тисках, для чего пользуются специальными резиновыми подкладками, не повреждающими металл.
Зажим в тисках изгибаемой части трубчатой заготовки
- Зажечь паяльную лампу, поднести её к необходимому участку, и, равномерно поворачивая источник пламени вокруг внешнего диаметра профиля, прогреть его. Отметим, что перегреть трубу теплом, исходящим от факела паяльной лампы, невозможно, но зато можно закоптить её.
- Выключить паяльную лампу, передвинуть прогретый участок на расстояние, равное допустимому плечу гибки. Далее, при помощи трубчатого ключа (иногда – даже вручную), изогнуть изделие, иногда используя шаблон.
Прогревание трубчатой заготовки при помощи паяльной лампы Гибка с нагревом, при всей своей простоте, характеризуется следующими ограничениями:
- Ухудшает внешний вид материала.
- При недостаточной температуре нагрева вероятно образование складок по внутреннему радиусу гиба (исправить такой недостаток невозможно).
- Процесс требует как можно более оперативной гибки, т.к. тонкостенные трубы быстро остывают.
- Технология не рекомендуется для малых радиусов гибки.
- Необходимо выполнение повышенных требований к технике безопасности, поскольку задействуется открытое пламя.
Чаще всего подобным образом гнётся труба из нержавеющей стали или цветных металлов, которые при нагреве не склонны к окислению.
Как согнуть профильную трубу для теплицы
 Фото — Теплица из профильных труб
Фото — Теплица из профильных труб
Для постройки теплицы нужны профиля изогнутые аркой. Этого добиться можно только с применением трубогиба. Его легко сделать своими руками. Состоит он из рабочей поверхности и нескольких роликов.
Чтобы согнуть профильную трубу в домашних условиях, нужно работать специальным устройством – трубогибом или профилегибом. Их особенностью является возможность установить коммуникацию в приспособление и зафиксировать её в определенном положении. За счет давления, которое оказывается в равной мере как на внешние углы, так и на внутренние, образуется ровный сгиб без резких перепадов и трещин.
Рассмотрим пример как согнуть аркой профильную трубу для теплицы шириной 3 метра:
- Рекомендуемое сечение основного профиля 20 на 40 мм, а для вспомогательного 25 на 25 мм.
- Чтобы получит форму в виде арки его необходимо прогнать через трубогиб 4 раза.
- Спустя каждый прогон следует подкручивать прижимную резьбу, для увеличения радиуса изгиба.
Такие работы проводятся с каждой заготовкой, предназначенной для конструкции. В результате получаются совершенные, одинаково изогнутые профиля в виде арок.
Первые представляют собой довольно простое устройство, которое состоит из рабочей поверхности (стола) и ряда роликов. За счет движения роликов труба перемещается по рабочему столу и изменяет свой угол, при этом не искажая нужный полукруг.
Профессиональные приспособления более удобны в использовании, но их стоимость зачастую превышает 20 000 рублей. Они применяются для сложных работ, наиболее часто требуются для производства сложных декоративных металлических элементов. К достоинствам модели можно отнести идеальный радиус, который будет точным буквально до десятой доли. Конечно, при с использованием станка удобнее работать, но в домашних условиях он практически не нужен, т. к. предназначен для обработки большого количества труб за смену.
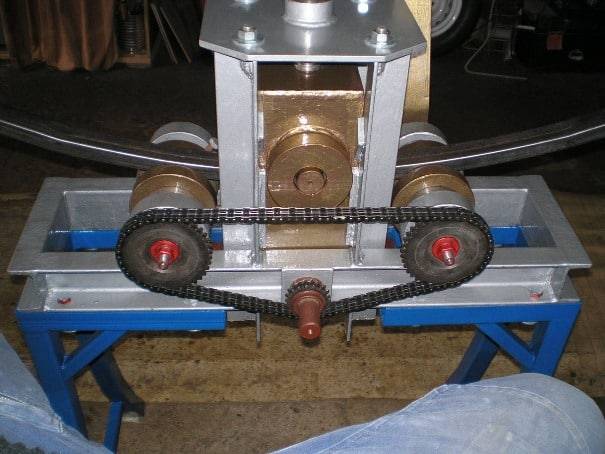 Фото — ручной трубогиб
Фото — ручной трубогиб
Разбираемся как загнуть трубы для теплицы своими руками в домашних условиях
Гибка на жёстком инструменте
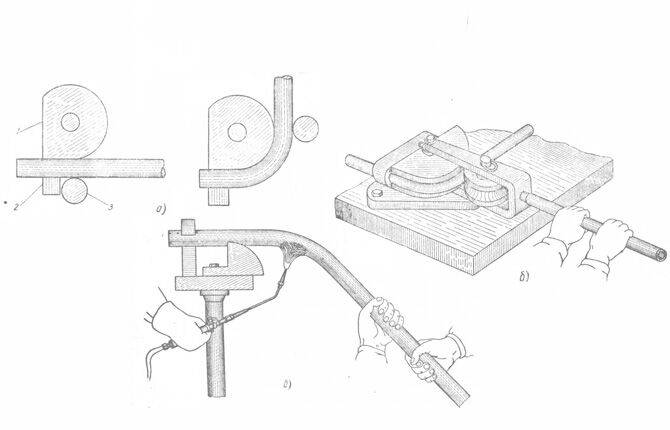
Например, медную или алюминиевую трубу диаметром не более 20 — 30 мм можно согнуть на простой оправке, которую можно изготовить из двух толстолистовых полос. Их внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние равняться примерно половине внешнего размера изделия. Такую конструкцию легко изготовить своими руками, а затем прикрепить при помощи профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, в которые вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
Ограничением данного метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует значительного свободного пространства. Универсальность способу придаст регулируемое расстояние между смежными полосами, на которые будет опираться обрабатываемая деталь.
Термический способ заключается в том, что подлежащий обработке участок разогревается паяльной лампой до температуры 350 — 400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снизится, что даст возможность согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности ухудшится. Поэтому после обработки придётся применить последующее шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно таким способом.
Стационарное оборудование
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок. Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении. По числу роликов делятся на группы:
Читать также: Как сделать гриндер своими руками чертежи видео
У первых два ролика вращаются в одном направлении и находятся на одной линии, осуществляя подачу профиля на третий ролик, вращающийся противоположно. Регулируя расстояние между двумя сонаправленными элементами, мастер изменяет радиус сгиба алюминиевой заготовки. Если требуется получить очень малый радиус, выполняют несколько проходов через ролики.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Технология сгибания стальных труб
Для того, чтобы согнуть трубу из металла, изготовленную из нержавеющей или оцинкованной стали, вам пригодятся следующие материалы и инструменты:
- Резиновая киянка;
- Газовая горелка;
- Песок;
- Тиски;
- Деревянные колышки;
Кирпичные или деревянные опоры;
Для сгиба почти любых труб из стали подойдет один и тот же вариант. Порядок действий следующий:
- Изначально металлическая труба тщательно фиксируется в тисках;
- Затем с использованием газовой горелки место сгиба нагревается (показателем достаточной температуры будет красный оттенок металла);
- Производится изгиб.
Либо так:







Заметим, что такая технология не подойдет для труб с оцинкованным покрытием.
В том случае, если вам нужно загнуть трубу квадратной формы с небольшим диаметром сечения, это можно сделать следующим образом:
- Заготовка заполняется песком (при работе в зимнее время на открытом пространстве можно вместо песка применять воду, она будет выполнять такие же функции после замерзания);
- Концы трубы затыкаются колышками из дерева;
- Изделие располагается на опорах и медленно изгибается до необходимого угла при помощи резиновой киянки.
Одним из материалов труб, который вы вряд ли сможете согнуть изогнуть самостоятельно, является титан.
Титан давно известен своей прочностью, устойчивостью к воздействию коррозии и химических веществ. Стоит заметить, что чаще всего титановые конструкции используют в промышленных масштабах.
Себестоимость труб из титана крайне высока, поэтому их нецелесообразно использовать в домашних условиях. Зато титановую трубу выгодно использовать при добыче газа, бурении скважин и глубоководной добыче нефти.
Особенности гибки алюминиевых профилей
Перед получением гнутого профиля требуется подготовить исходные данные, касающиеся:
- Максимально допускаемого значения для внутреннего радиуса гибки трубчатой заготовки rmin.
- Приемлемого изменения формы поперечного сечения трубы после деформирования (особенно это критично для элементов трубопроводов).
- Длины свободного участка трубы после гибки.
- Ожидаемой пластичности исходного материала.
Суммируя, стоит отметить, что залогом успешной гибки будет формирование в изгибаемой заготовке напряженного состояния всестороннего неравномерного сжатия. При этом усилие противодавления должно составлять не более 50…70% от основного усилия. Иначе деформировать даже алюминиевую трубу окажется нелегко. Для создания такого противодавления можно применять следующие технологические приемы:
- Загибать исходную заготовку только на дорновом трубогибочном станке, причем использовать не жесткий, а эластичный дорн, например, резину средней твердости. В частности, такой материал на основе каучука под торговой маркой Dacheng производит китайская компания HengShui. Есть и отечественные резины (например, 7889).
Согнуть алюминиевую трубу диаметром до 20…30 мм можно за один переход, причем без нагрева заготовки. При необходимости, производить гибку по более сложному пространственному контуру, либо использовать трубу большего диаметра, заготовки предварительно подогревают до 80…1000С. Резиновые дорны такое превышение температуры переносят спокойно, но в экстремальных ситуациях выход заключается в применении составного дорна. Он представляет собой стальной сердечник, на который напрессовывается резиновая втулка.
- В бытовых условиях для качественного гиба трубы из алюминия используют следующее: внутреннюю поверхность заготовки заполняют мелкозернистым сухим песком, а торцы тщательно заглушают. Способ применим только для бесшовных труб.
- Локальное уменьшение протяженности зоны с растягивающими напряжениями. Для этого применяют либо опорный ролик с увеличенным на 1…2 мм радиусом, либо между полуфабрикатом и роликом помещают полоску мягкой стали, которая примет на себя часть растягивающих нагрузок процесса.
Для расчета размерных параметров можно использовать следующие практические рекомендации:
- При гибке мягких сплавов с толщиной стенки трубы до 1…1,5 мм значение rmin при угле гиба до 900 не может быть меньше толщины стенки заготовки;
- Для гнутого трубчатого профиля из твердого/закаленного алюминия значение rmin при тех же условиях увеличивают не менее, чем в 4 раза;
- Поверхность сгибаемого полуфабриката должна быть чистой от грязи и пыли, при этом сдирать окисную пленку (имеет белесый цвет) с заготовки не рекомендуется;
- Пружинение алюминия не учитывают: абсолютные его значения малы, а догибку готового изделия, при необходимости, можно выполнить и вручную.