Инструкция пайки разными способами
Изделия из пластика соединяются за счет взаимной диффузии материалов. Пластик доводится до состояния текучести, что обеспечивает взаимное проникновение частиц. После кристаллизации формируется монолитный слой, выдерживающий нагрев до 100°С и повышенное давление.
Диффузионный метод
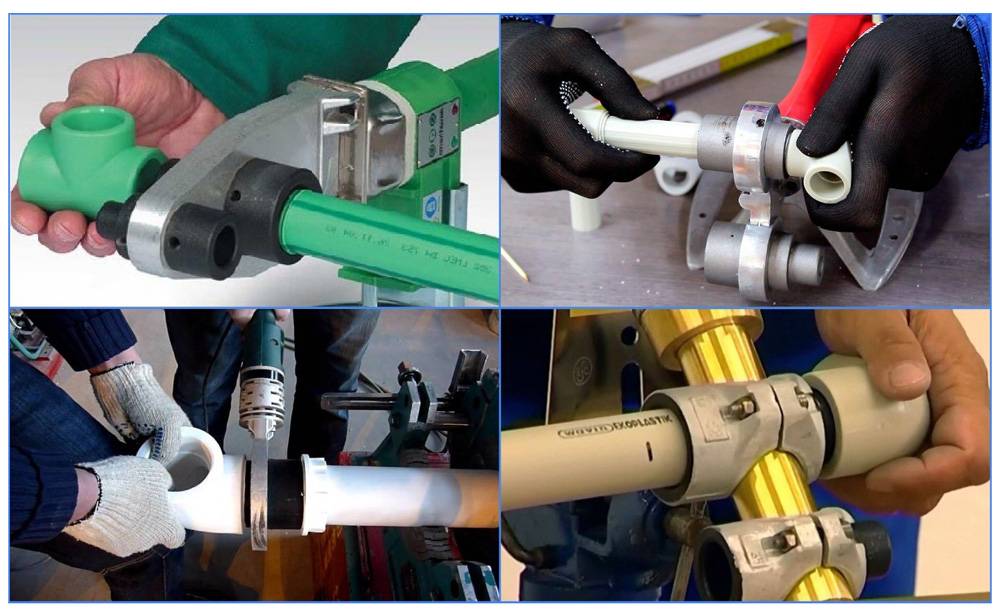
Диффузионные методики (полифузная сварка) основаны на соединении предварительно расплавленных слоев пластика. Для выполнения работ используется нагревательный прибор со сменным комплектом насадок, которые прогреваются до заданной температуры электрическим током, проходящим через спираль в подошве. Сопрягаемые детали устанавливают в аппарат на 2-5 секунд, затем их стыкуют. После снижения степени нагрева формируется прочный и герметичный шов, обратная разборка стыка невозможна.
К плюсам методики полифузной сварки относят:
- быстрый процесс пайки, который не требует специальной оснастки;
- низкую себестоимость трубопровода.
Недостатком данного способа является сложность установки инструмента в труднодоступных местах.
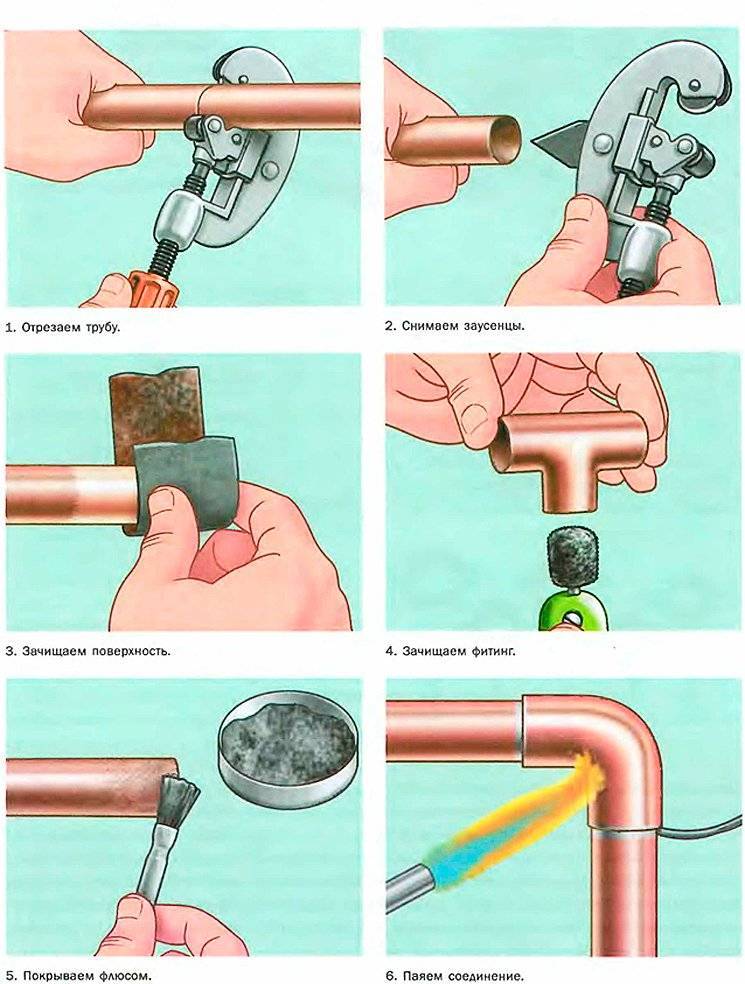
Пайка раструбным способом
Алгоритм действий при использовании раструбного метода:
- Нарезать трубы на отрезки в соответствии с монтажной схемой. Торцевые кромки обрезают ножницами под прямым углом к боковым поверхностям. Если при проверке замечают отклонение от перпендикуляра, проводят дополнительную механическую обработку поверхностей.
- Протереть детали обезжиривающим раствором, установить на паяльный прибор металлическую насадку подходящего диаметра.
- Прогреть инструмент до заданной температуры, поместить муфту и сопрягаемую трубу на соответствующие насадки.
- Дождаться размягчения пластика, затем соединить детали и удерживать их в сжатом состоянии на протяжении 10-30 секунд. При монтаже необходимо соблюдать корректное положение муфты относительно трубы. При перекосах снижается прочность шва, и возможно нарушение герметичности стыка.
- Соединить трубопровод по описанной технологии, проверить работоспособность конструкции.
Торцевая сварка
Краткая последовательность действий при торцевой пайке пластиковых водопроводных труб:
- Установить отрезки труб в аппарат для пайки. В конструкции прибора предусмотрены винтовые зажимы и направляющие штанги, позволяющие соблюсти соосность стыкуемых деталей. Следует учитывать, что торцевая сварка ПНД-труб электромуфтами пригодна для элементов, имеющих толщину стенки от 5 до 50 мм.
- Обработать кромки при помощи ножа, выравнивание проводят до момента равномерного контакта отрезков трубопровода по всей длине окружности.
- Удалить с сопрягаемых поверхностей стружки и опилки, обезжирить детали.
- Установить между пластиковыми фрагментами нагревательную пластину, которая позволяет расплавить материал.
- Удалить пластину и свести стыкуемые детали с помощью выравнивающего приспособления. При сжатии происходит деформация и диффузия разогретого пластика.
- Снять приспособление с трубопровода, на месте стыка деталей будет виден кольцевой шов. Проверка герметичности производится опрессовкой. Если пайка выполнена с нарушениями, то необходимо сварить трубы заново.
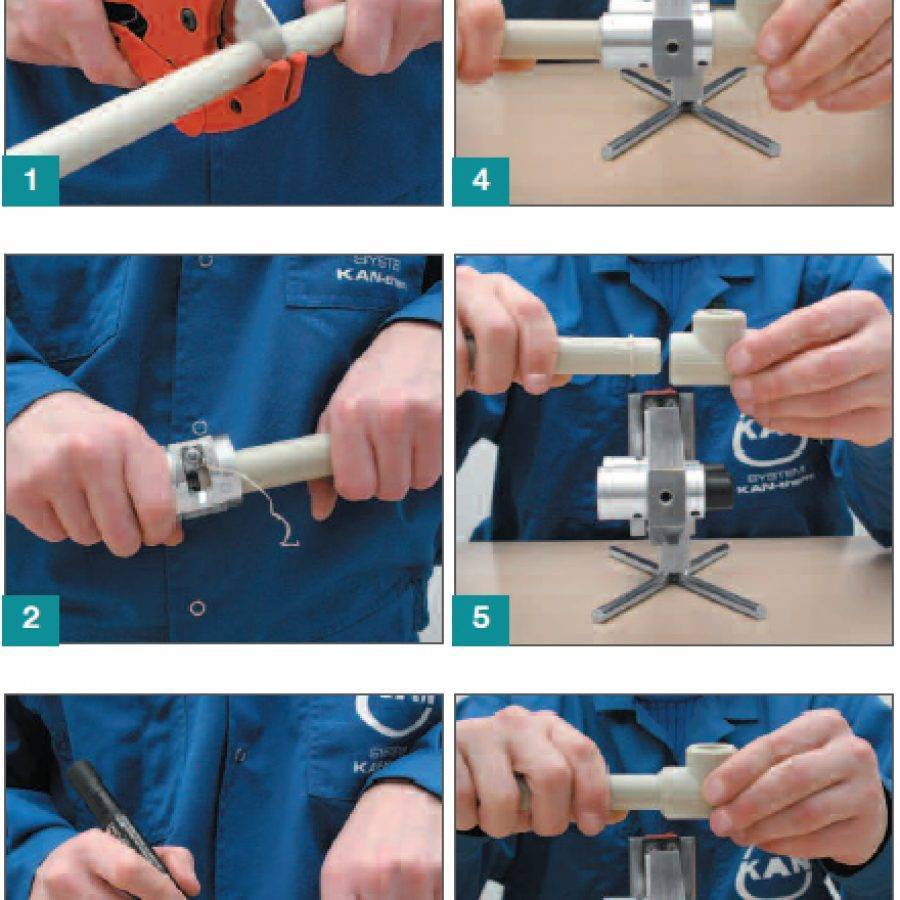
Армированный полипропилен
Краткая инструкция по соединению армированных элементов:
- Разметить трубки в соответствии с монтажной схемой, при помощи шейвера обработать торцевые кромки. Инструмент надевается на наконечник трубопровода, вращательным движением производят удаление экрана и части пластика. Процедура прекращается после срезания алюминиевой фольги до чистого пластика.
- Протереть поверхность ветошью, смоченной обезжиривающим составом.
- Надеть на очищенную секцию муфту подходящего диаметра, а затем прогреть стык паяльником.
Встречаются трубы с металлическим экраном, расположенным в глубине оболочки. При использовании шейвера уменьшается толщина стенки, что негативно влияет на прочность конструкции. В этом случае используется торцеватель, который выравнивает торцевую кромку с одновременным вырезанием защитного слоя. Затем обезжиривают поверхности и соединяют элементы трубопровода при помощи паяльной установки.
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.








Температура пайки полипропиленовых труб
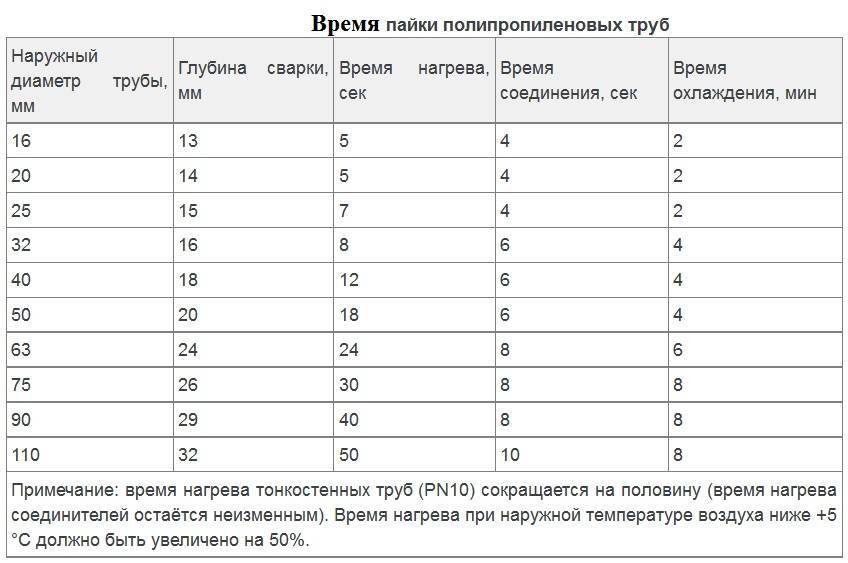
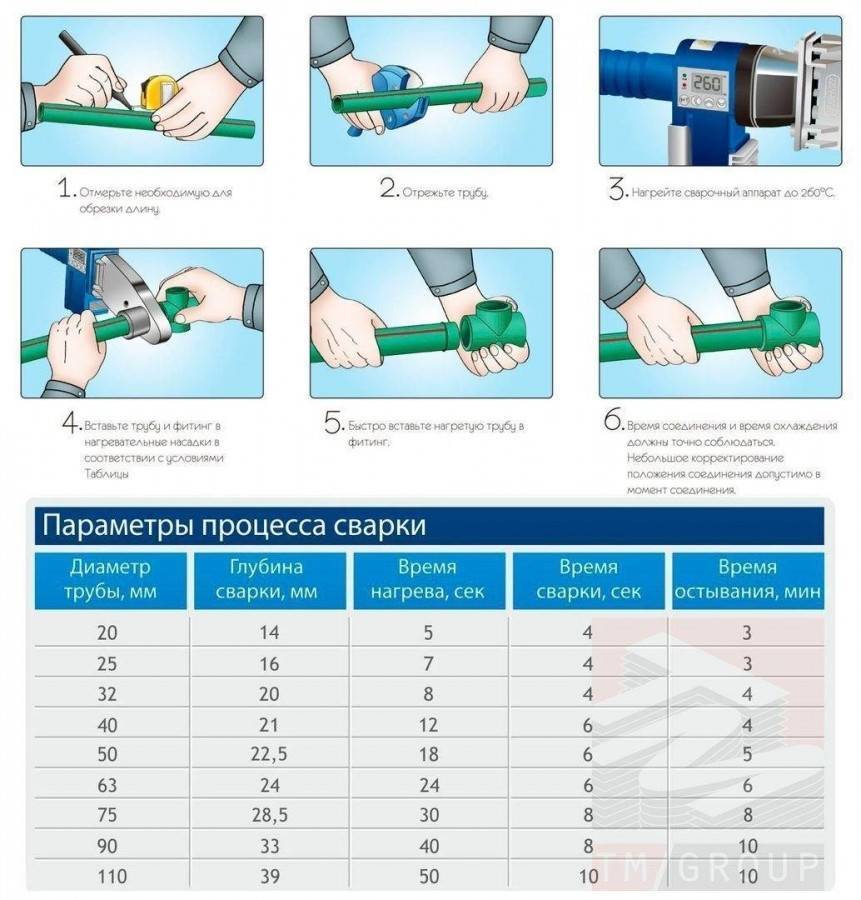
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
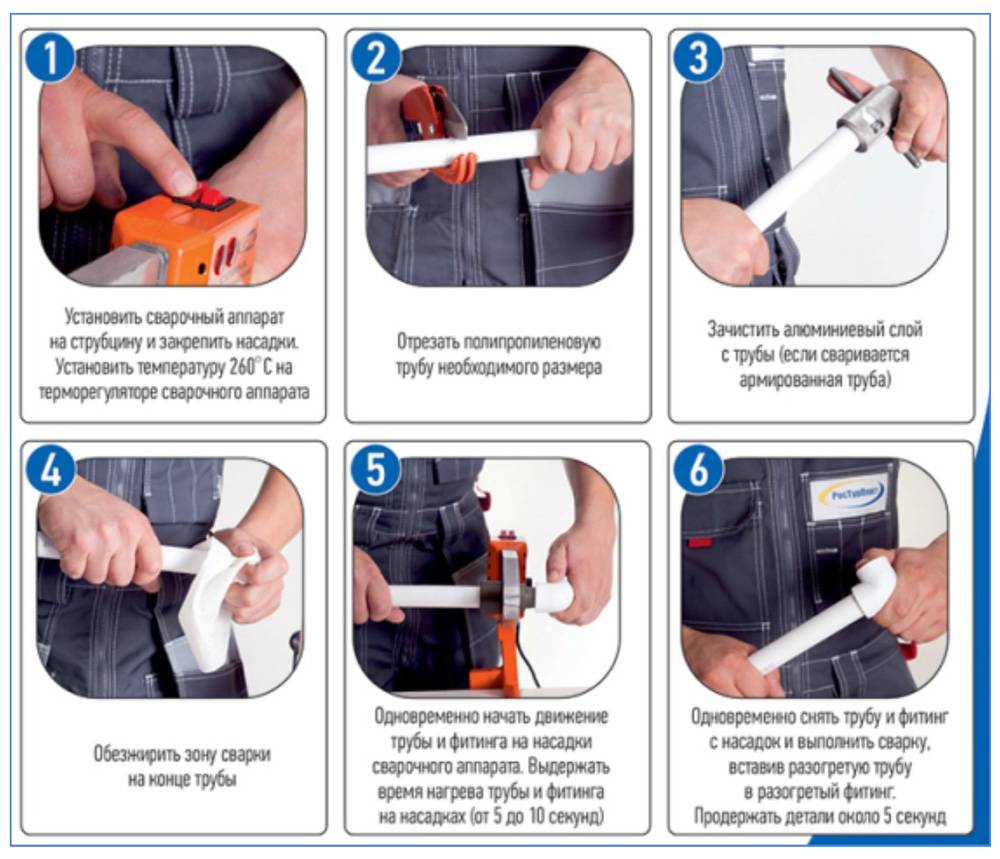
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Ошибки при пайке полипропиленовых труб
Ниже представлены самые распространенные ошибки при пайке пластиковых труб, которые чаще всего допускаются неопытными мастерами:
1. Неправильно выдержанное время пайки полипропиленовых труб, в результате чего внутри фитинга сильно сужается отверстие. Нет нужды, наверное, говорить о том, чем это грозит в работе системы отопления или водоснабжения, от банального «не греют батареи», до серьезной разницы давления воды в смесителе.
Дело в том, что нагревать паяльником трубы разного диаметра, нужно определенное время. Для трубы 20 мм – это 7 сек., для трубы 25 — 9 сек., а для трубы 32 диаметра, не менее 11 секунд. Контролировать нагрев трубы, можно простым проворачиванием, но только не слишком сильно.
2. Слишком большое вдавливание разогретой трубы в фитинг, из-за чего также критически уменьшается внутренний диаметр. Когда труба и фитинг разогреты, остается всего лишь несколько секунд для того, чтобы их соединить вместе (примерно 2-3 сек.). Если слишком долго передержать трубу до соединения, то она остынет, и протолкнуть её на достаточное расстояние в фитинг уже не получится, а это грозит протечками.
Также, чтобы быть уверенным, что труба зашла на нужную глубину в фитинг, на ней, ещё до процесса разогрева паяльником, лучше сделать пометку маркером, на какую длину она должна войти в фитинг.
3. Грязь и вода во время пайки полипропиленовых труб, самые страшные враги
Поэтому очень важно не допускать попадание воды или пыли на трубы и фитинги во время пайки, а также тщательно их протирать ещё до осуществления данного процесса. Если из трубы во время пайки идет вода, то можно пойти на хитрость, и заложить в отверстие небольшой кусок салфетки или туалетной бумаги, что поможет предотвратить на время течь, и даст возможность нормально спаять трубу с фитингом. 4
Проворачивание трубы в фитинге после соединения. Когда труба с фитингом уже соединены, многие замечают, что она стоит криво, или тройник развернут в другую сторону. Сразу же начинается исправление ошибки и вращение фитинга, что приводит к печальным последствиям, и, как правило, к дальнейшим протечкам
4. Проворачивание трубы в фитинге после соединения. Когда труба с фитингом уже соединены, многие замечают, что она стоит криво, или тройник развернут в другую сторону. Сразу же начинается исправление ошибки и вращение фитинга, что приводит к печальным последствиям, и, как правило, к дальнейшим протечкам.
5. Использование неподходящего инструмента при пайке стабилизированных труб. Следует знать, что для пайки стабилизированных труб, кроме ножниц и паяльника, также потребуется специальная развёртка, определенного диаметра под трубу. В отличие от так называемых «ленивых труб», в стабилизированных трубах имеется тонкий слой металла снаружи, который перед пайкой, обязательно нужно полностью счистить.
Использовать для этих целей нож или ножницы для труб, категорически не рекомендуется, поскольку нормально счистить металл на трубе, особенно в труднодоступном месте, очень сложно.
Как паять пластиковые трубы
Процесс пайки пластиковых труб можно разделить на следующие этапы:
1. Рекомендуется перед началом сварки труб произвести все необходимые замеры, сделать пометки, на какую глубину должна зайти труба в фитинг, в какую сторону будет смотреть уголок или тройник. Делать пометки на трубах и фитингах лучше всего маркером, простым или строительным карандашом (однако маркер потом плохо стирается, что вызывает негодование у заказчиков, и это следует учитывать).





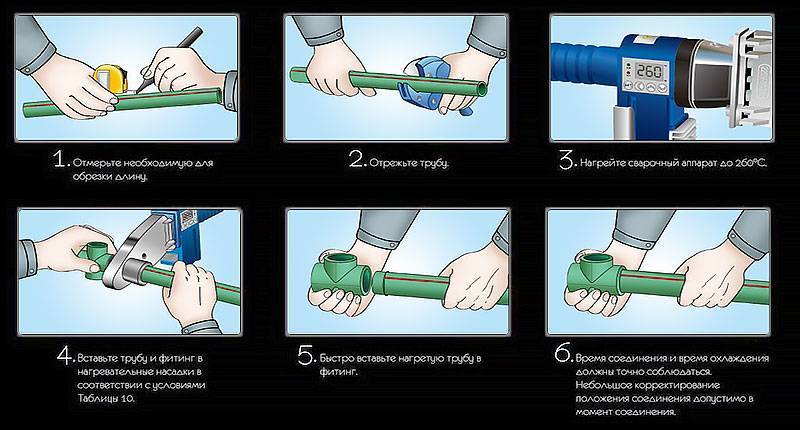


2. После того, как разметка произведена, лучше всего ещё раз убедиться в том, что на трубах и фитингах нет воды и загрязнений.
3. Прогрев паяльник до того момента, когда он выключится, следует нагреть трубу и фитинг, выдержав определенное время (зависит от диаметра полипропиленовой трубы).
4. Затем следует быстро соединить трубу с фитингом, одновременно следя за тем, как ровно она зашла, и не нужно ли её немного подкорректировать. На все про все, где-то 2-3 сек.
5. Когда труба соединена с фитингом, следует подождать некоторое время, пока она остынет, как правило, достаточно 30 сек., для труб 20-32 диаметра.
Хитрости пайки пластиковых труб

Как не запаять пластиковую трубу — легко! Просто нужно использовать маркер для того, чтобы заранее размечать глубину входа трубы в фитинг.
Как спаять соединение в нужную сторону. Опять же, стоит воспользоваться маркером, чтобы сразу отметить в какую сторону должен смотреть отвод, тройник и т. д.
Из трубы идёт вода, как паять? Ничего проще нет, нужно воспользоваться бумажной салфеткой, куском туалетной бумаги или даже мякишем черного хлеба
Важно использовать такие средства, которые после спаивания хорошо растворятся в воде, и полностью выйдут из трубы. Просто заткните салфеткой трубу и продолжайте смело паять.
Как быстро очистить насадки паяльника? На поверхности насадок нанесено тефлоновое покрытие, поэтому прилипший от труб пластик нельзя отдирать ножом, гвоздем или наждачной бумагой
Просто установите насадки на подошву паяльника, а затем включите его в сеть, выставив максимальную температуру разогрева. Нужно подождать некоторое время пока пластик сам полностью выгорит.
Как сменить насадки прямо на горячем паяльнике? Используйте сантехнический ключ и шестигранник для того, чтобы быстро сменить насадки на разогретом паяльнике.

Как избежать частых ошибок
Сварка пластиковых труб своими руками для начинающих пользователей — сложный процесс, поэтому рекомендуют практиковаться на обрезках трубопроводов. Перед тем как начать пользоваться паяльником, необходимо изучить инструкцию. Распространенной ошибкой является перегрев линии стыка, когда размягченный пластик частично или полностью перекрывает сечение трубки. При установке переходного элемента необходимо плотно и без перекосов вставить трубу в направляющий канал.
Если перед пайкой не проводится зачистка и обезжиривание поверхностей, то нарушается диффузия пластика. Посторонние вещества создают непроваренные участки, которые не выдерживают эксплуатационного давления или перепадов температур. Шов начинает пропускать воду, для восстановления герметичности магистрали потребуется заменить участок трубопровода. Аналогичные проблемы возникают при ремонте труб, из которых забывают удалить остатки жидкости.
Если производится коммутация труб с алюминиевой прокладкой, то остатки металлической фольги не позволяют сформировать монолитный шов. Имеющиеся пустоты не выдерживают давления воды и начинают пропускать жидкость. При соединении трубопроводов муфтами или встык категорически запрещается совершать вращательные движения. Сдвиг слоев размягченного материала приводит к понижению прочности конструкции. Участки магистрали фиксируются между собой, но в процессе эксплуатации швы разрываются под воздействием перепадов температур или давления воды.
При соединении пластиковых элементов используется инструмент, нагретый до 320°С. Правильный монтаж осуществляется в перчатках, изготовленных из натуральных волокон (например, замши). Не рекомендуется использовать хлопковые рукавицы, которые начинают тлеть при контакте с раскаленным металлом или расплавленным пластиком. Запрещается применять защитные приспособления из резины или прорезиненной ткани, которые разрушаются под воздействием повышенных температур.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Правила и методика пайки ПВХ-труб
Пайка пластиковых или полипропиленовых водопроводных труб должна осуществляется строго в определенной последовательности. Она выглядит следующим образом:
- установите паяльник в заданном положении;
- зафиксируйте в отверстия насадки в соответствии с их размерами, а потом подключите прибор в сеть;
- если есть необходимость локального использования устройства в месте прокладки трубопровода, то в крайнем положении его подошвы нужно поставить ту насадку, которая имеет диаметр аналогичный диаметру труб;
- посредством терморегулятора на устройстве выставите нагревательную температуру. Она зависит от того, какие материалы будут соединяться. Если трубы полипропиленовые, то она составляет порядка 260 градусов, а если полиэтиленовые, то 220 градусов соответственно;
- далее рекомендуется прогреть паяльное устройство в течение 10−20 минут в зависимости от того, каковы условия извне, пока индикатор на нем не погаснет.
Паять трубы следует с учетом многих показателей, приводим их ниже:
- если диаметр труб составляет 20 мм, то ширина свариваемого пояса должна быть порядка 15 мм, детали должны нагреваться в течение 6 секунд, а соединяться в течение 4 секунд. Время остывания в данном случае — 2 секунды;
- когда трубы имеют диаметр 25 мм, то свариваемый пояс должен иметь ширину не менее 15 мм и не больше 18 мм соответственно. Нагревание деталей продолжается 7 секунд, соединение — 4 секунды, а остывание — 2 секунды соответственно;
- при диаметре 32 мм, ширина пояса будет около 20 мм, нагрев должен продолжаться 8 секунд, соединение 6 секунд, а время остывания 4 секунды;
- существенно отличаются показатели при использовании труб диаметром 63 мм. Свариваемый пояс имеет ширину порядка 25 мм, детали нагреваются 24 секунды, время соединения деталей — 8 секунд, а их остывания — 6 секунд.
Итак, методика пайки выглядит следующим образом:
- возьмите специальные ножницы по пластику и с их помощью отрежьте трубу нужного размера;
- с применением спиртового состава очистите места соединения труб от жира и грязи;
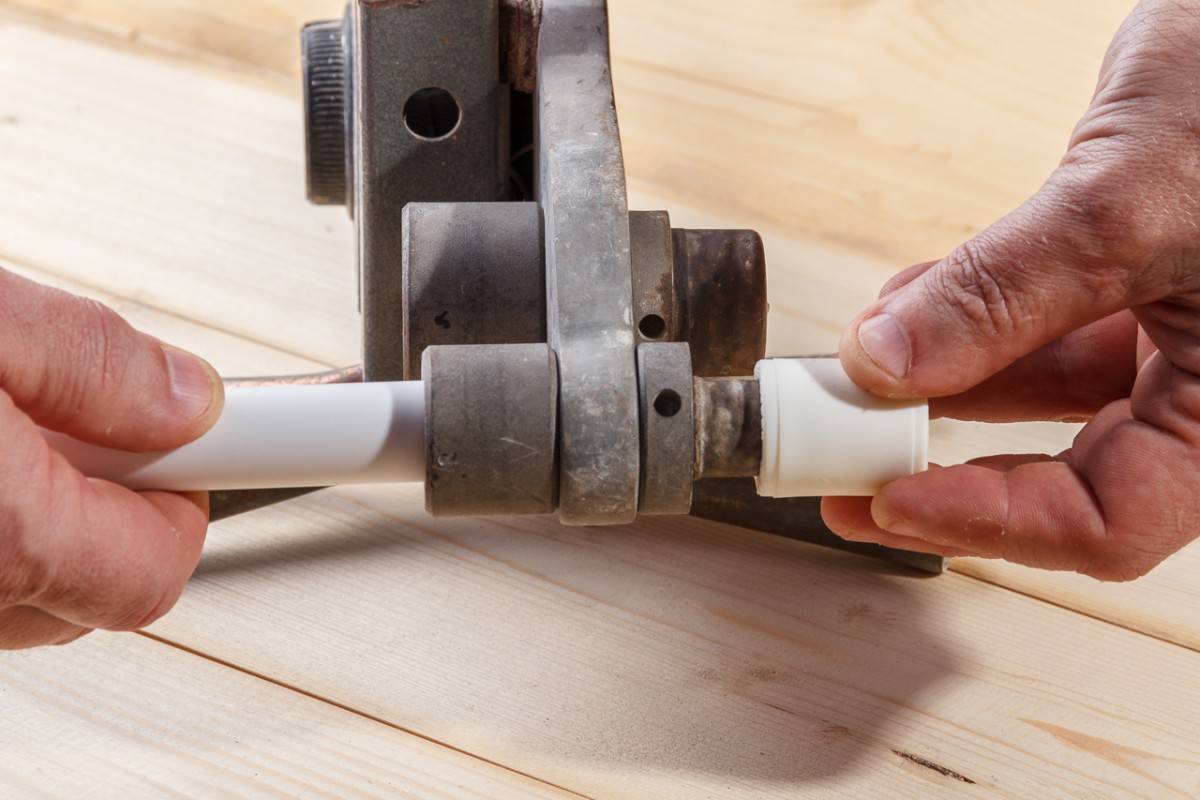
- ответный раструб и трубопровод ставим в насадку и греем в течение того времени, которое соответствует параметрам материала;
- после разогрева части соединяются друг с другом, трубопровод вставляем в раструб;
- по окончании работ посмотрите, чтобы сварное соединение было высокого качества. В местах стыков должны появиться пластиковые кольца.
Какие трубы из полипропилена бывают.
Температура пайки полипропиленовых труб согласно рекомендациям производителей, зависит от типа изделий, используемых в монтаже коммуникаций. В общеотраслевых стандартах приводится описание четырех марок полипропиленовых труб:
- PN10 – начальный размер. Тонкостенные трубки, рекомендуемые для организации холодного водоснабжения. Рабочая температура носителя не должна превышать значения 20 градусов. Допускается применение PN10 для оборудования системы обогрева теплых полов с температурой носителя не более +45 C;
- PN16 – полипропиленовые трубы, рассчитанные на работу в условиях рабочих давлений не более 16 атмосфер. Максимальная температура, подтвержденная испытания на выходе из производства, ограничивается значением 60. Не подходит для открытых коммуникаций систем обогрева, так как остается риск деформации изделий под воздействием высоких температур. Активно используется в прокладке холодного водоснабжения;
- PN20 – универсальная категория труб для отопления, которые могут использоваться для снабжения или перетока теплоносителей. Рабочая температура внутри изделий устанавливается в диапазоне от 80 до 95С. Так же используются в устройстве теплого водяного пола.
- PN25 –армированные изделия и фитинги. Предназначены для суровых условий. По характеристикам такие трубы сравнимы с металлопластиковыми аналогами, выдерживают нагрев теплоносителя свыше 95 градусов.
Значения эксплуатационных стандартов учитывают при подготовке к работе утюга для пайки полипропиленовых труб. Температуру разогрева изделий используют с учетом того, что при указанных параметрах трубы могут выдерживать только кратковременные перегрузки.






Советы по выбору и эксплуатации трубного паяльника
Когда планируется выполнять сварку пластиковых труб своими руками, необходимо подготовить инструмент заранее, т. к. полимерные изделия быстро остывают при нагреве. Основные критерии выбора паяльника для работы с эластичными коммуникациями:
вид нагревательного элемента: цилиндрический, плоский;
количество насадок в комплекте, их наружный диаметр, что позволит работать только с трубами заданных размеров;
мощность – определяет нагревательную способность паяльника, при самостоятельном выполнении работы допустимым является значение до 1,2 кВт, при выборе инструмента учитывают размер соединяемых коммуникаций;
вид покрытия насадок, важно, чтобы к ним не прилипал полимерный материал во время пайки;
тип температурного регулятора – влияет на погрешность при определении температуры материала.
Суть процесса и способы пайки
В основе данной технологии лежит принцип изменения структуры материала для стыковки отдельных участков трубопровода. При этом обеспечивается соединение высокой степени прочности.
Разные способы соединения полимерных труб:
- электросварная техника монтажа — основана на использовании специальных фитингов, оснащенных токопроводящими элементами;
- пайка путем нагрева деталей: предполагает необходимость изменения температуры торцевых участков, их дальнейшее сдавливание;
- холодная сварка ПВХ-труб: используются химические вещества, которые способны изменить структуру пластика, после стыковки участков трубопровода получают неразъемный прочный шов, но по степени надежности такое соединение уступает сварке, при этом элементы системы не нагреваются.
Виды труб, соединяемых пайкой
Паяльник для работы с полимерным материалом предназначен для стыковки водопроводных коммуникаций, которые различаются по технологии производства, виду материала:
- из полипропилена — хорошо переносят влияние высоких температур, благодаря этому свойству их можно применять при монтаже системы отопления;
- ПВХ: при сильном нагреве частично теряют свойства;
- пластмассовые с армированием — за счет армирующего слоя увеличивается прочность, устойчивость к нагреву, такие коммуникации менее подвержены расширению при контакте с источником тепла;
- полиэтиленовые термостойкие — хорошо переносят длительный контакт с теплоносителем;
- полибутиленовые — по свойствам превосходят аналоги из других материалов: отличаются прочностью, стойкостью к предельным температурам, эластичностью, могут применяться в напорных системах отопления;
- участки трубопровода из меди соединяют паяльником или газовой горелки.