Необходимый инструмент
Основным преимуществом при использовании полипропиленовых труб всё же считается доступность изготовления трубопроводов своими руками. Имея некоторые навыки при работе с пластиковыми трубами, можно самостоятельно изготовить все инженерные системы в доме. Конечно, для пайки пластиковых труб понадобится специальный инструмент, но даже если приобретать его только для того, чтобы изготовить трубопроводы в своём строящемся доме, затраты с лихвой окупятся экономией от ненужного привлечения квалифицированных рабочих.
Для пайки обязательно понадобится следующий инструмент:
- паяльник с набором насадок;
- ножницы для резки полипропиленовых труб;
- острый нож;
- разводные ключи;
- сантехнический лен;
- упаковочная паста.
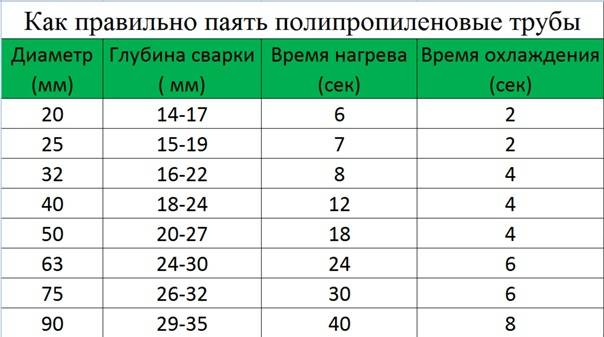
Как паять полипропиленовые трубы в труднодоступных местах
Если верить производителям, то срок эксплуатации труб из полипропилена составляет более 45 лет, что делает их наиболее востребованными сегодня в системах водоснабжения и отопления. Но нужно отметить, что такой срок службы возможен только при соблюдении оптимальных условий. Например, при температуре среды со знаком «минус» напор в системе должен быть высоким, а при высокой температуре – низким. В других условиях срок службы труб будет составлять не более 5 лет. Стоит отметить, что в имеющихся бытовых условиях практически всегда наблюдаются оптимальные условия для работы полипропиленовых труб, поэтому возникнуть проблем с ними не должно.
Виды полипропиленовых труб
По внешнему виду трубы из полипропилена можно разделить на элементы с черным, серым, а также белым или зеленым покрытием. Причем трубы черных оттенков наименее подвержены действию ультрафиолета. Благодаря большому сроку их службы можно трубы из полипропилена устанавливать как внешне, так и внутри стен. А чтобы знать, как правильно сделать выбор труб отопления, необходимо ознакомиться с их классификацией:
- трубы PN10 чаще всего применяют для систем холодного водопровода, а также при монтаже «теплого пола» с температурой не более 45 °C;
- трубы PN16 хороши в системах холодного трубопровода с высоким напором, а также в системах центрального отопления, где наблюдается несколько низкий напор;
- трубы PN20 являются универсальными, потому как применяются как в системах холодного, так и горячего водопровода с температурой жидкости до 75 °C;
- трубы PN25 производители дополнительно укрепляют, поэтому они незаменимы при установке в системах с высоким напором.
Как правильно паять полипропиленовые трубы
Для монтажа труб из полипропилена поперечной длиной до 6 сантиметров своими руками обычно применяют зажимный или раструбный метод пайки (см. видео). И тот, и другой способ предусматривает использование специальной вспомогательной детали – зажимного устройства. Для соединения труб с резьбой чаще всего применяют фитинги. Паять полипропиленовые трубы большого диаметра, т.е. более 6 сантиметров, рекомендуется методом стыка, который не требует применения дополнительных элементов и поэтому является более надежным.
Для пайки полипропиленовых труб поперечной длиной до 4 сантиметров можно использовать ручной сварочный аппарат, а для соединения труб большого диаметра, т.е. больше 5 сантиметров, – устройство с центрированными приспособлениями. Соединяются части труб между собой путем нагрева при помощи насадок сварочного аппарата. Паяльник устанавливается обязательно на горизонтальной поверхности и закрепляется. Специальные насадки для полипропиленовых труб нужного размера в нем должны быть зафиксированы еще до его нагревания. Температура нагревания аппарата обычно доходит до 260 °C за 12-14 минут.
Нужно отметить, что паять трубы из полипропилена нельзя при слишком низкой температуре воздуха, ведь это очень влияет на качество соединений. Например, при слишком высокой температуре среды температура нагревания должна быть несколько уменьшена, а при низкой – наоборот увеличена. Первая сварка труб должна проводиться только через 5 минут после полного нагрева аппарата, а по окончанию каждой пайки механизм должен очищаться от ненужных остатков.
Пайка в углах
Трубы из полипропилена для пайки в углах должны обрезаться своими руками только под углом 90 градусов (см. видео). Кроме того их концы должны зачищаться и обезжириваться. Для того чтобы обеспечить плавное прохождение труб в углах во время пайки используют зажимное устройство или фитинги. Глубину вхождения труб в них обозначают еще перед началом работ. Чтобы паять трубы их вместе с угловой насадкой помещают в сварочный аппарат и нагревают до необходимой температуры. В конце пайки трубам дают время на остывание. Особенно это касается элементов с негрубыми стенками, которые могут легко деформироваться.
В труднодоступных местах
Работать с трубами из полипропилена своими руками в труднодоступных местах достаточно сложно, так как требуется точность движений. При получении хоть малейших искривлений, особенно для элементов большого диаметра, необходима их срочная замена. Во время пайки аппарат для сварки постоянно должен находиться во включенном состоянии, а нагрев отдельных труб должен проводиться одновременно, как на видео.
Недостаточный их нагрев может привести к тому, что качество соединения будет низким, что в свою очередь приведет к поломке системы в будущем. Перегрев труб из полипропилена при соединении в труднодоступных местах может привести к потере их формы и невозможности введения в зажимное устройство или фитинг.
Почему стоит выбрать полипропилен?
Традиционным материалом для водопроводных труб издавна считалась сталь.
Однако сегодня этот вариант применяется достаточно редко. Ему на смену пришли различные пластики, среди них – полипропилен.
Галерея изображений Фото из Трубы из полипропилена активно востребованы в сфере сооружения систем водоснабжения, что обосновано устойчивостью к агрессивным средам, долгосрочностью использования и доступной ценой
Использованный в изготовлении труб полимер жестче металлопластиковых аналогов, армирование есть только в изделиях для ГВС
Трубопроводы из ПП труб собирают и соединяют путем диффузионной сварки с применением угловых и тройниковых соединительных фитингов
Расчетный срок службы собранного из ПП труб водопровода составляет 50 лет. Система для ХВС способна нормально работать около века
Полипропиленовые коммуникации не ржавеют, на их внутренних стенках не откладывается осадок, потому стала возможной прокладка коммуникаций внутри строительных конструкций
Трубы из полипропилена не нужно окрашивать и защищать от коррозии. Они неплохо смотрятся даже при открытой прокладке
Полипропиленовые трубы выпускают для всех видов систем водоснабжения, как холодного, так и горячего. Для ХВС рассчитаны на +20º, +45º, универсальные варианты на +80º
ПП трубы с алюминиевым армированием, рассчитанные на транспортировку нагретой до + 95º воды, без последствий могут выдерживать воздействие +100º
Полипропиленовые трубы в организации водоснабжения
Характерные технические свойства полипропилена
Способы сборки и соединения трубопроводов
Водопроводы для долгосрочной эксплуатации
Скрытая прокладка системы водоснабжения
Наружный вариант разводки полимерных труб
Ассортимент изделий для ХВС и ГВС коммуникаций
Устойчивость к кратковременным воздействиям
Популярность труб ПП неслучайна, потому что у материала есть множество достоинств:
- Высокая устойчивость к агрессивным средам в течение длительного времени. Кроме того, полипропилен не подвержен коррозии.
- Долговечность. Производитель гарантирует беспроблемную эксплуатацию своей продукции в течение минимум 50 лет, что больше, чем у аналогов в три раза.
- Хорошая герметичность соединений. По сравнению с другими видами пластиков она считается лучшей.
- Высокое звукопоглощение. Шум воды, проходящей по трубопроводу, полностью поглощается материалом.
- Полная экологическая безопасность полипропилена, его разрешено использовать для обустройства питьевого водопровода.
- Низкое гидравлическое сопротивление, поэтому потери напора отсутствуют.
- Небольшой вес, что существенно облегчает установку, ремонт и транспортировку деталей.
- Простота монтажа. Это обусловлено широким ассортиментом комплектующих, удобством резки и подгонки деталей.
- Возможность скрытой укладки трубопровода.
К наиболее значимым недостатком труб из полипропилена можно отнести высокое значение теплового расширения и низкую термостойкость, что требует особого внимания при выборе материала для обустройства горячего водоснабжения. Кроме того, полипропилен непластичен, поэтому для изменения направления магистральной ветки требуется использование соединительной фурнитуры.



![[инструкция] пайка полипропиленовых труб | видео](https://brprofi.ru/wp-content/uploads/9/c/d/9cdc2d008269e8e4236575b0c509d29d.jpeg)
Благодаря техническим качествам ПП трубы могут использоваться как в устройстве новых сетей водоснабжения, так и в подключении новых веток к существующим металлическим контурам
Еще один минус таких труб – необходимость использования специального оборудования. Для соединения деталей применяется пайка, которая выполняется при помощи специального паяльника с насадками.
Для резки элементов желательно использовать специальные ножницы. Правда, этот недостаток легко исправляется. Большинство магазинов, торгующих полипропиленовыми трубами, предоставляют оборудование для пайки в аренду.
Трубы из полипропилена — отличная альтернатива традиционным стальным деталям. Они не подвержены коррозии, устойчивы к агрессивным средам, экологичны, надежны и долговечны
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
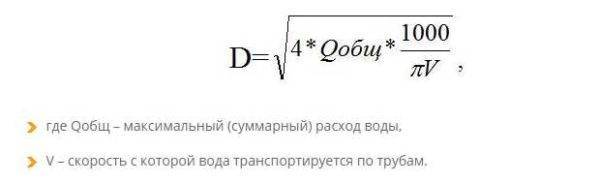
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.

Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
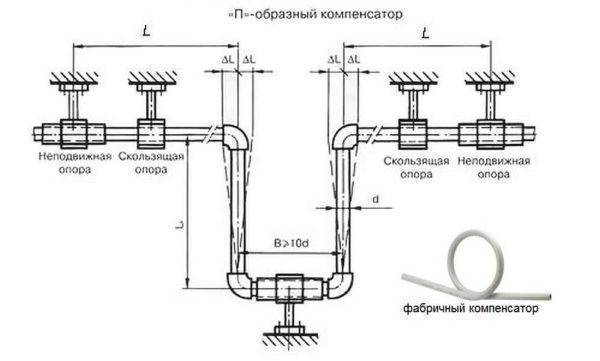
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).



![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://brprofi.ru/wp-content/uploads/a/7/2/a72f5c296f65e2559dffcb6e27c45d02.jpeg)


Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.

Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.

Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Технология пайки
Чтобы изготовить качественный трубопровод и избежать возможных ошибок, достаточно следовать несложной инструкции по пайке полипропиленовых труб.

Перед работой аппарат для пайки необходимо разогреть до устанавливаемой регулятором температуры, предварительно установив на рабочем органе паяльника необходимые насадки. Они должны быть чистыми, без пригоревшего материала.
Если предстоит пайка горизонтального участка, аппарат можно установить на специальный штатив, который практически всегда поставляется в комплекте с инструментом. Если же предстоит припаять изделие в труднодоступном месте или соединять две трубы, уже установленные вертикально, паяльник придется держать руками. В этом случае для выполнения работ может потребоваться помощник.
Сам процесс пайки несложен. Необходимо подготовленные концы труб разогреть при помощи насадок. Соединение осуществляется за счет расплавленного и затем застывшего материала труб. Одна из них, меньшего диаметра, вставляется в другую или в фитинг большего диаметра. Соответственно, колодки на паяльнике тоже изготовлены парами. Одна колодка должна нагревать внутреннюю поверхность изделия большего диаметра, другая колодка должна нагревать наружную поверхность трубы меньшего диаметра. Два изделия одновременно разогреваются и после этого снимаются с насадок и стыкуются.

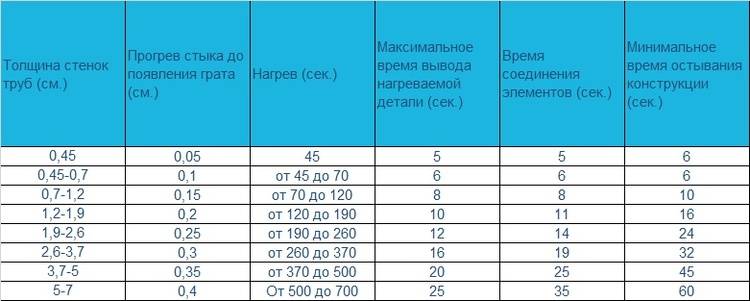
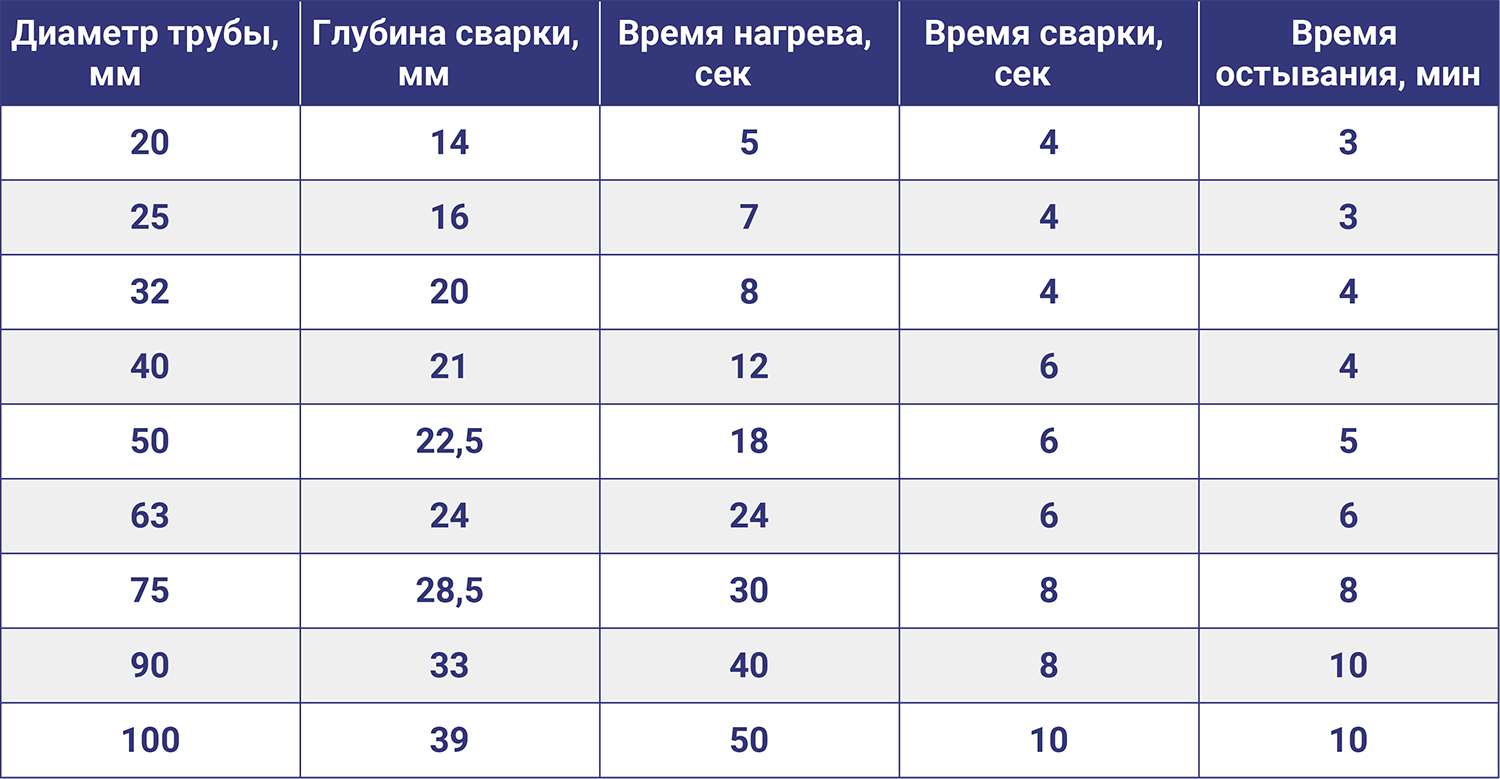
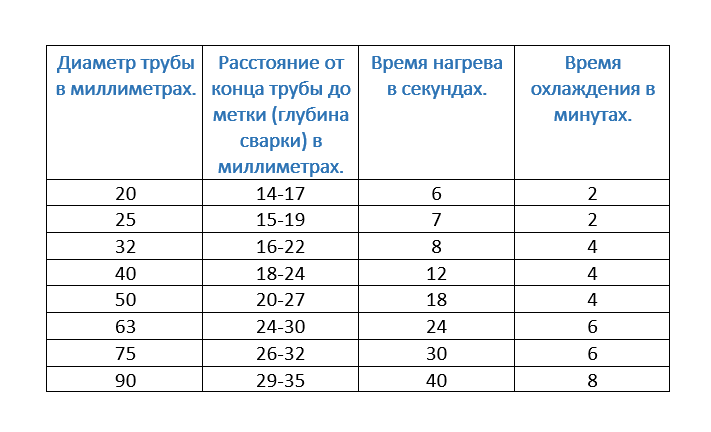
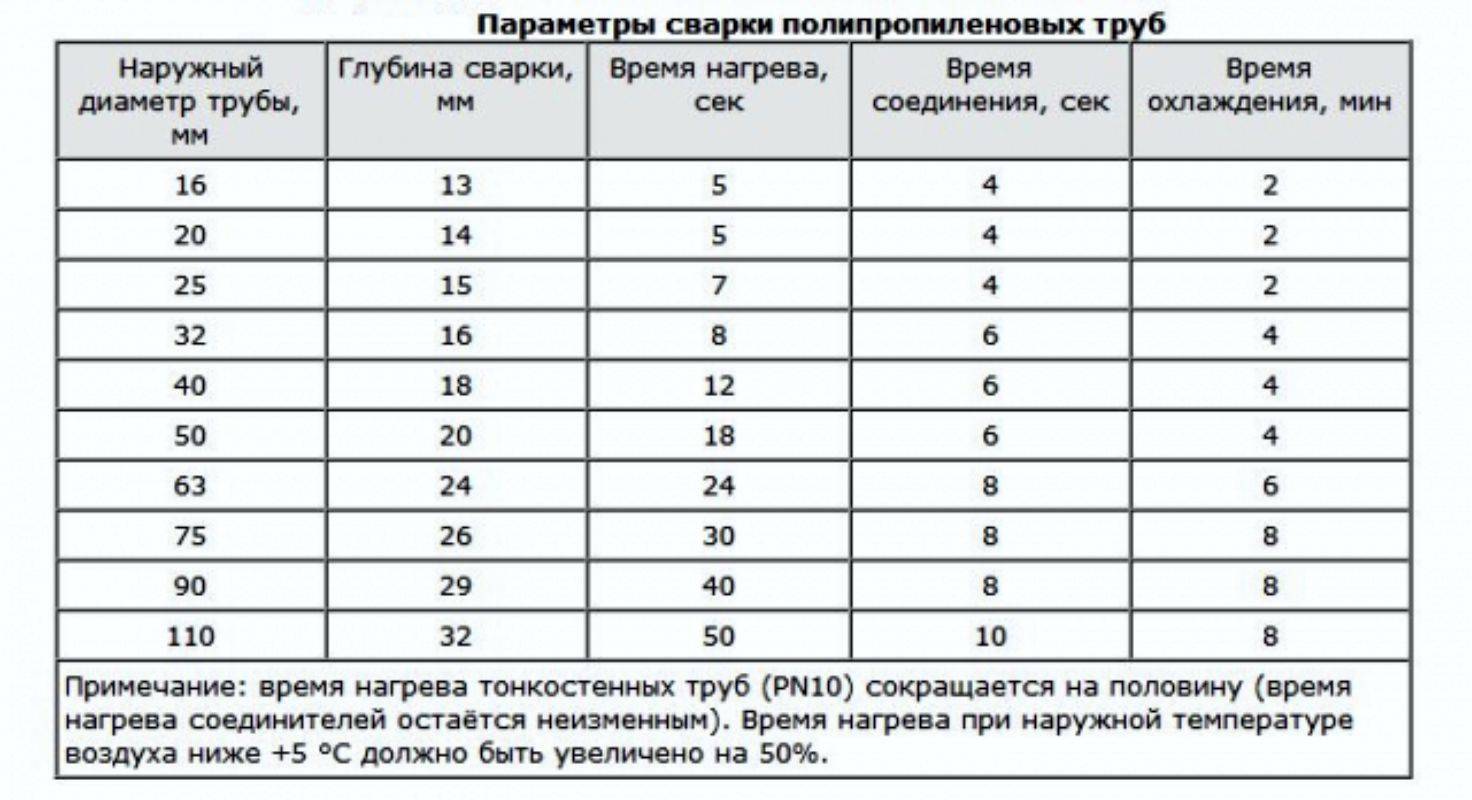
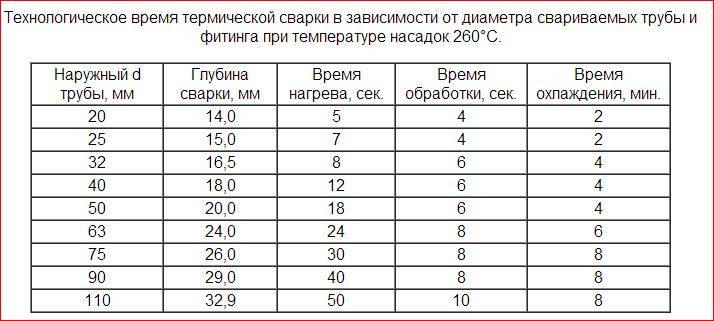
Время, затрачиваемое на разогрев, не должно быть слишком велико, иначе при пайке может произойти уменьшение внутреннего диаметра трубы за счет оплавления внутренней поверхности фитинга. Значение времени, необходимого для разогрева, должно быть указано для каждого вида и диаметра труб в руководстве по эксплуатации прибора для пайки.
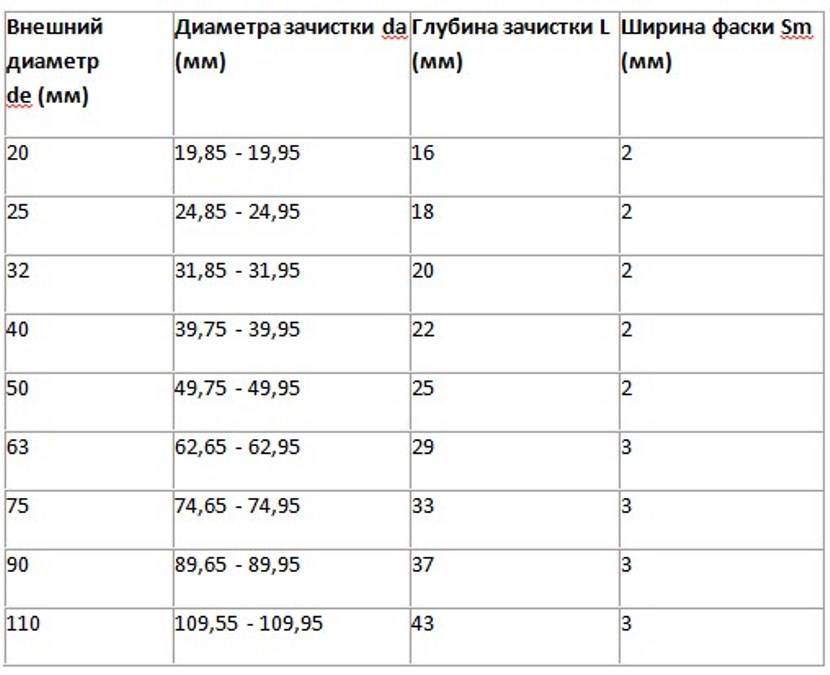
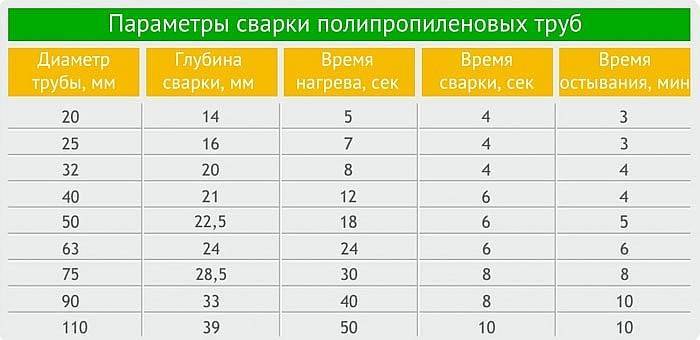
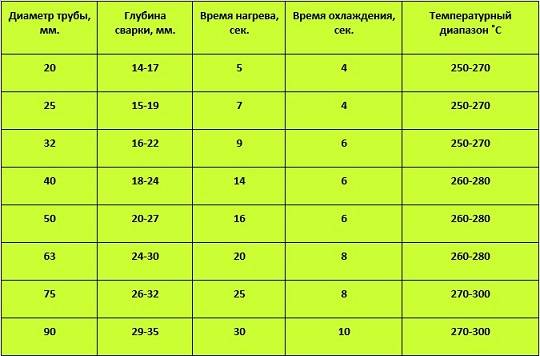
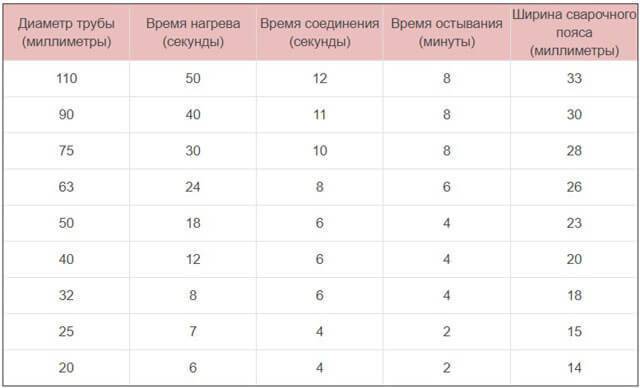
Таблица. Основные параметры пайки
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина провариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунд | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и соединение, секунд | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время для фиксации соединения, секунд | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время на остывание и полимеризацию узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: 1. При пайке тонкостенных труб PN10 время прогрева трубы сокращается вдвое, но период нагрева муфты остается таким же. 2. При температуре ниже +5°С срок прогрева увеличивают на 50%. |
После соединения двух труб необходимо примерно в течение одной минуты обеспечить их полную неподвижность, пока материал не остынет и не наберет необходимую прочность. Запрещается ускорять процесс остывания обдувом или смачиванием соединения. Чем дольше и с меньшей интенсивностью будет происходить остывание, тем прочнее будет стык, а соединение качественнее.
Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
Применение и свойства
 В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
Полипропиленовые трубы обладают множеством преимуществ:
- длительный срок эксплуатации;
- низкая теплопроводность, что позволяет избежать потерь тепла в магистралях систем отопления;
- малый вес, что значительно облегчает монтаж;
- устойчивость к коррозии;
- эластичность, что позволяет выдерживать кратковременное замораживание жидкости внутри трубы и предотвращать разрушение материала;
- низкая цена изделий из полипропилена.

Полипропиленовые трубы могут армироваться металлической фольгой или нитями из стекловолокна.
Изделия, армированные алюминиевой фольгой, рекомендуется использовать для монтажа систем отопления или горячего водоснабжения. Фольга будет препятствовать проникновению содержащегося в воздухе кислорода внутрь системы. Сам полипропилен все-таки способен пропускать некоторые его количество. Растворяясь в горячей воде, кислород может вызывать усиленную коррозию отопительных приборов, особенно изготовленных из стали.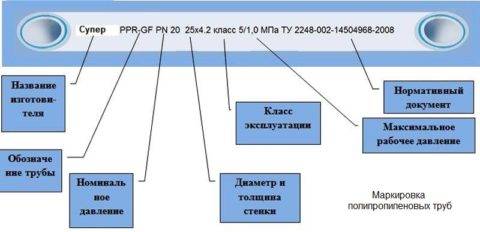
Материалы, армированные стекловолокном, представляют собой трехслойную конструкцию. Слой стекловолокна находится между двумя слоями полипропилена. Такие трубы более эластичные, чем армированные металлической фольгой, но прочность их несколько не ниже.



Методы соединения ПП труб
Для того, чтобы смонтировать систему правильно, необходимо точно выдерживать технологию монтажа ПП труб. Целевое назначение проекта определяет последовательность сборки системы и то, как правильно сваривать (варить) полипропиленовую трубу.
Виды стыковки:
- муфтовое соединение – при этом оконечная часть ПП трубы сращивается с продолжающим отводом при помощи фитинга в виде муфты. В этом случае чаще всего применяется такая технология сварки полипропиленовых труб, когда разогреваются внешние поверхности полипропиленовых труб и внутренние поверхности стыковочной муфты, так называемая «раструбная» сварка. Результат – прочное, надежное и герметичное соединение, при соблюдении всех этапов сварки и температуры прогрева. Способ раструбной сварки полипропиленовых труб наиболее распространенный;
- соединение встык. Свариваемые поверхности – торцевые срезы ведущей ветки и ответной части полипропиленового трубопровода. Стыковая сварка чаще всего применяется при прокладке труб большого (от 40мм и выше) диаметра.
- технология сварки полипропиленовых труб большого диаметра предполагает использование специального, профессионального оборудования. Соединение обладает высокой прочностью. Если верно выбрана температура и усилие прижима, то соединение получается герметичным;
- соединение с использованием зажимных или само — фиксируемых фитингов. Рационально использовать для магистральных трубопроводов с низким уровнем давления;
- холодная сварка полипропиленовой трубы.
Использование клеевых составов и быстро застывающих компонентов с высокой адгезией для создания прочных и герметичных швов.

Трубы небольшого диаметра проще всего соединить при помощи фитингов
Холодная сварка позволяет решить задачу, как сварить полипропиленовую трубу для отопления в местах, где нет возможности задействовать электрооборудование.
Как спаять полипропиленовые трубы в труднодоступных местах своими руками – практические советы
К местам затрудненного доступа можно отнести помещения ограниченной площади с высокой плотностью коммуникаций, а также углы и зоны под потолком.
Работу выполняют вдвоем. Пока один стыкует детали, другой устанавливает элемент на насадку или возвращает паяльник на платформу. Иногда может потребоваться еще одна пара рук.
Если трубы расположены близко к стене, сварку выполняют путем поочередного нагревания частей. Пока нагревается второй участок, первый не должен остыть. При необходимости его расплавляют повторно. Действуют быстро, но без суеты. Место для сварочного аппарата готовят заранее.