Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.

Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
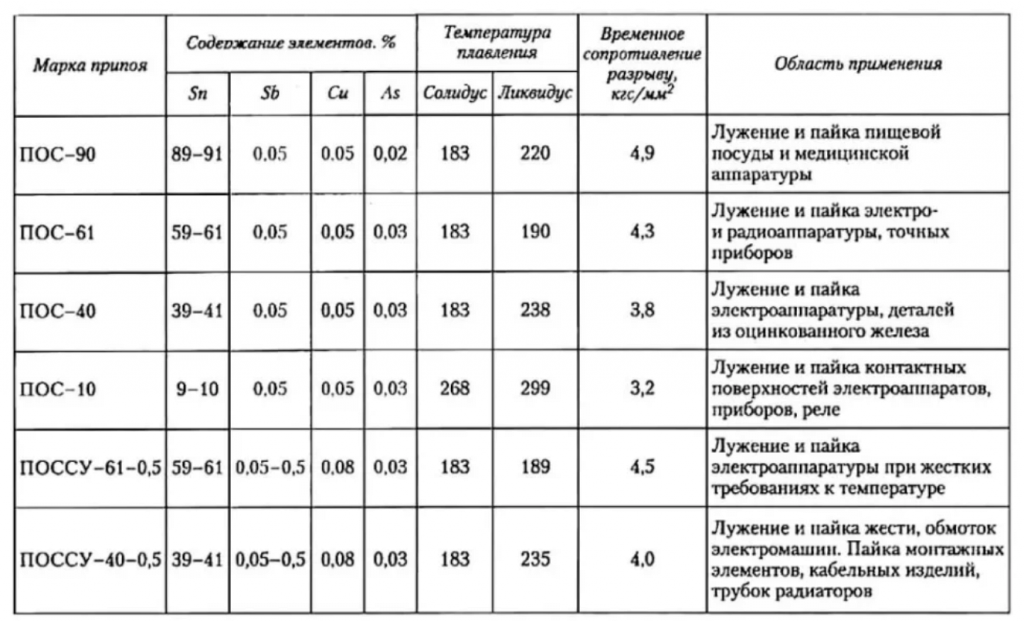
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
|---|---|---|---|---|
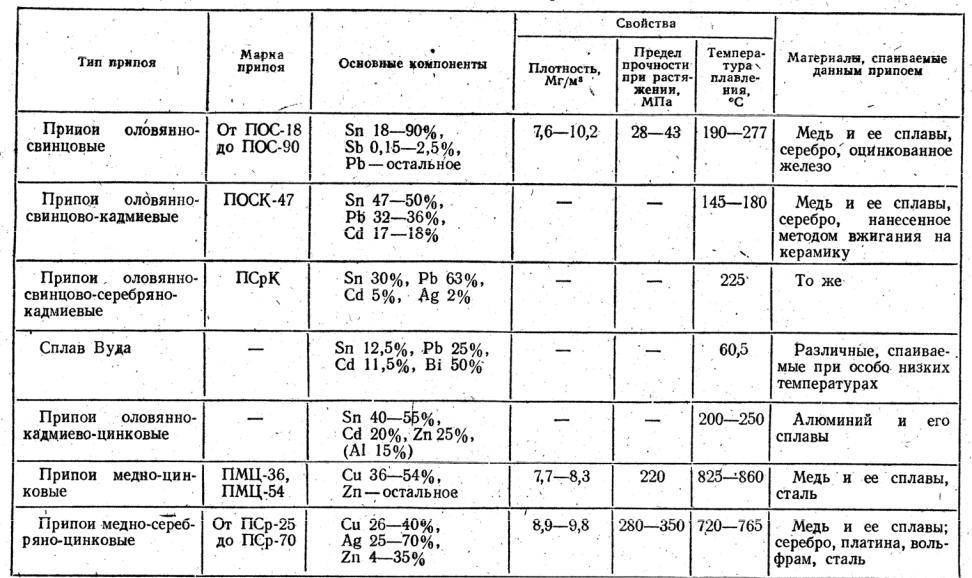
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплавд Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Технологические советы и замечания
Только при наличии опыта можно провести качественную пайку. Распространенными проблемами можно назвать следующее:
- Дефекты на поверхности деталей становятся причиной ухудшения качества соединения. Они появляются при резке заготовки. Пайка поверх дефектов приводит к снижению прочности.
- Незначительное загрязнение также снижает прочность соединения. Поэтому проводится обезжиривание при использовании специальных составов.
- Недостаточная ширина монтажного зазора. Требуемая прочность при соединении изделий с сечением 6-108 мм достигается в случае, если величина зазора 7-50 мм.
- Если разогреть заготовку перед ее применением до недостаточной температуры, то даже при незначительной нагрузке шов разрушится.
- Флюс покрывает неравномерно всю поверхность. Окиси могут стать фактором появления дефектов.
- Перегрев зоны контакта становится причиной, по которой флюс и припой теряют свои качества.
- Игнорирование правил безопасности при проведении работ. Слишком высокая температура может привести к тому, что химические вещества вступают в реакцию. Поэтому работать рекомендуется в защитных перчатках и маске.
Работа с медью отличается от пайки метала. Все особенности может знать исключительно мастер, который обладает большим опытом проведения подобных работ.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка
Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится
Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
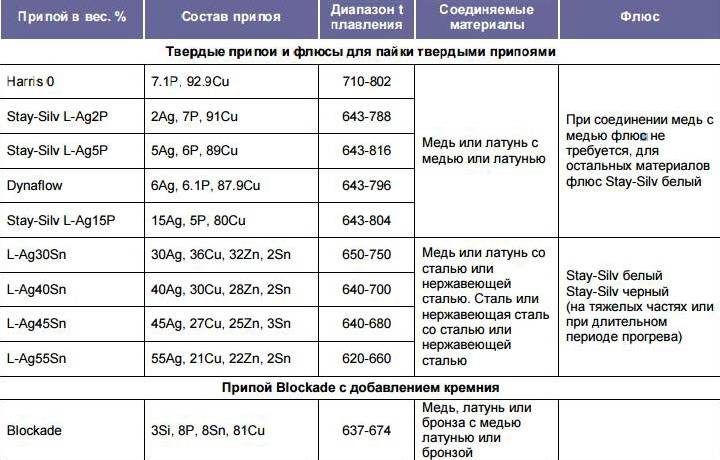
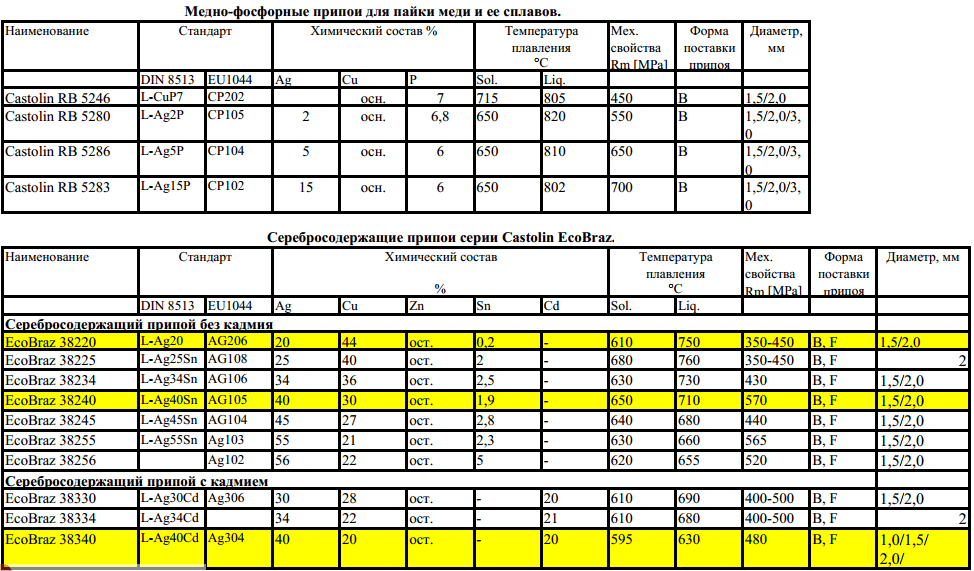
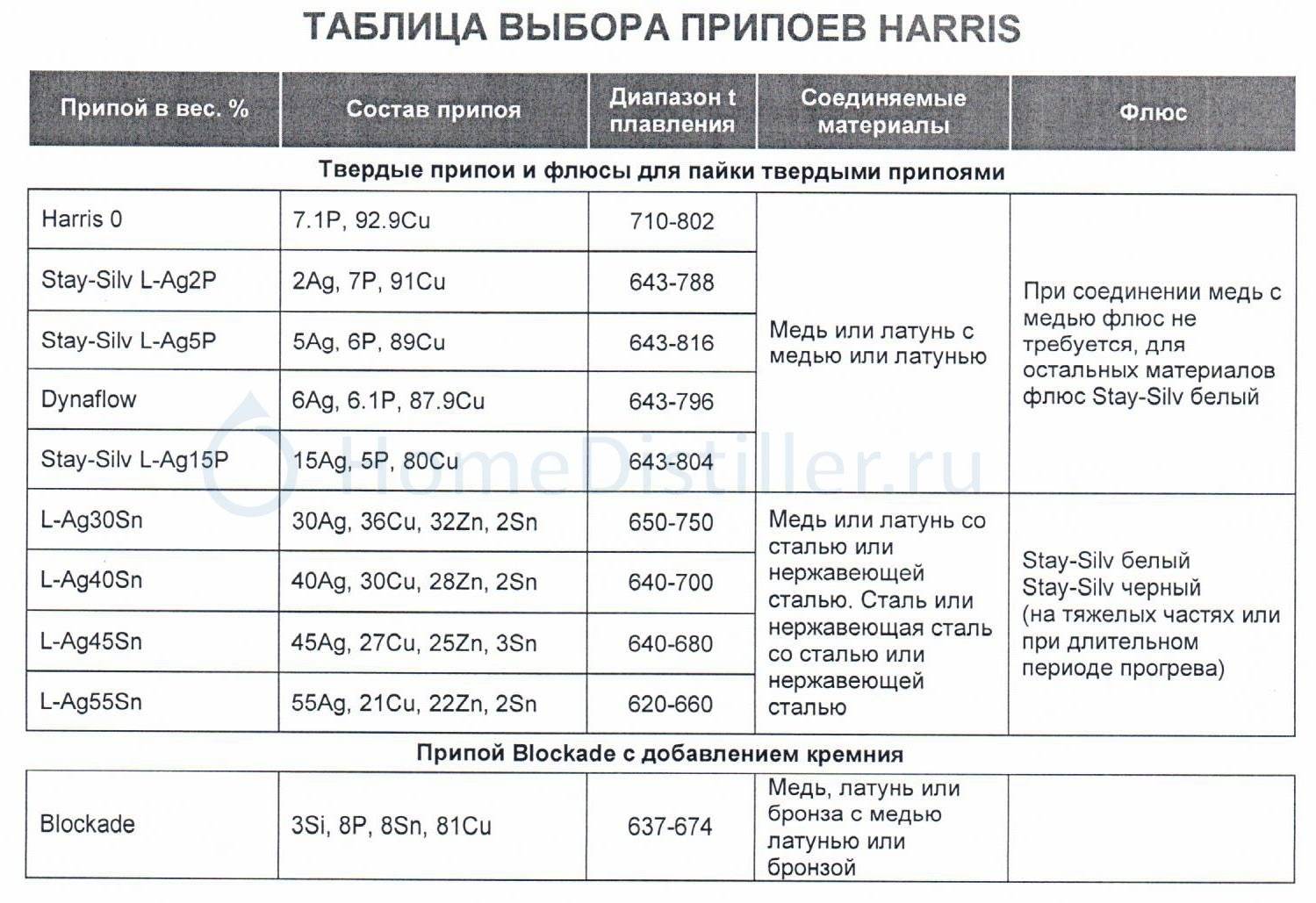
Медно-фосфорный тип припоя
Трехкомпонентные припои медно-фосфорного типа с процентным содержанием серебра до 15% применяются при воздействии высокой температуры в основном в холодильном производстве при использовании газа.
Специальные характеристики
Тиноли медно-фосфорного типа имеют невысокую температуру плавления. Такой тип материала значительно текуч в процессе работы с металлическими изделиями различного состава с содержанием меди. Положительным моментом данного случая является отсутствие необходимости в использовании флюса при работе с таким припоем, так как фосфор уже в нем находится. Образовавшиеся швы при паянии таким способом получаются надежными и качественными. Такие прочные соединения требуются при использовании установок в холодильной промышленности. Холодильные установки работают с присоединениями, которые подвергаются небольшим вибрационным влияниям. При этом высокое содержание серебра в припое делает материал достаточно пластичным. В процессе паяния арматурных деталей следует охлаждать нетермостойкие части для исключения перегревов. При присоединении металлических деталей необходимо обязательно применять продувку таким веществом, как сухой азот посредством специальной установки. Это необходимо выполнять с целью исключения образования окалины на оборудовании. Вещества медно-фосфорного состава не применяются при работе со стальными деталями, из-за появления рассыпчатой пленки из фосфитов на созданном шве.
Виды медно-фосфорных припоев существуют такие:
Тип 102. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 2%. Такой сплав является достаточно недорогим, имеет среднее растекание. Представляется возможным применять при установке холодильного оборудования при соединении деталей, на которые не действует вибрационная сила. При этом необходимо приобрести паяльник или газовую горелку;
Тип 105. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 5%. Такой материал имеет пластичность и медленное растекание, благодаря чему появляется возможность заполнять большие зазоры
Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах;
Тип 115
Трехкомпонентный материал медно-фосфорного вида с процентным содержанием серебра в пределах 15%. В результате высокого процентного содержание серебра изделие имеет высокую степень пластичности. Такой способ рекомендуется использовать для присоединения медных деталей, сплавов с ней. Образованный шов после паяния способен переносить средние удары и вибрационные явления в период меняющихся тепловых режимов. Популярно используется такой метод при соединении холодильных систем, в которых применяется специальный газ.
Распределение по химическому составу
Современный материал для пайки может быть мягким, который легко плавится. Существуют также тугоплавкие расходники, обладающие твердой структурой.








Мягкие легкоплавкие
К этой группе относятся:
- Чистый свинец — температура плавления расходного материала составляет 180-230 °C.
- Олово — расплавляется при 220 °C и создает пластичное, но прочное соединение.
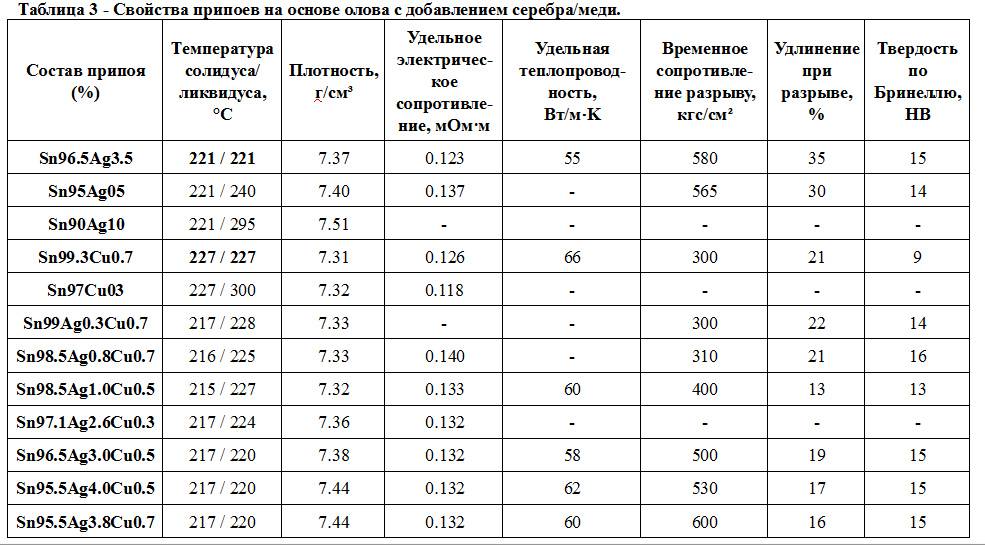
- Медь и олово в количестве соответственно 3% и 97%. Это самый популярный материал, позволяющий выполнить прочный шов с высокой стойкостью перед коррозией.
- Медь с серебром — количество этих металлов в припое составляет соответственно 95% и 5%. Такой расходный материал позволяет надежно соединить элементы трубопроводных систем.
Мягкие припои используются при монтаже труб с диаметром 6-108 мм. С их помощью создаются швы, у которых ширина составляет 7-50 мм. Они применяются во время обустройство разных коммуникаций за исключением газовых сетей.
 Применение припоя
Применение припоя
Твердые тугоплавкие
К этой группе относятся:
- Медно-серебряный с цинком, содержащий металлы в количестве соответственно 30%, 44% и 26%. Соединение получается прочным, коррозионностойким, с хорошей теплопроводностью и высокой степенью пластичности.
- Медно-фосфорный с содержанием металла соответственно 94% и 6%. Во время его применения не нужно использовать флюс. Расходник позволяет получить надежное соединение, способное потерять эластичность, если у воздуха понизится температура.
- Серебряный, не использующийся без флюса. С помощью этого материала создаются пластичные, коррозионностойкие, надежные швы. Он продается по более высокой цене по сравнению с другими.
 Твердый припой для меди
Твердый припой для меди
Расходниками с высокой температурой плавления паяют трубопроводы, включая газопроводы, диаметром 12-159 мм. С их помощью также можно соединить трубы отопления и водопровода. Диаметр таких коммуникаций может составлять не менее 28 мм.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50 °С канифоль размягчается, а при 250 °С начинает кипеть.

Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
|---|---|---|---|---|
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
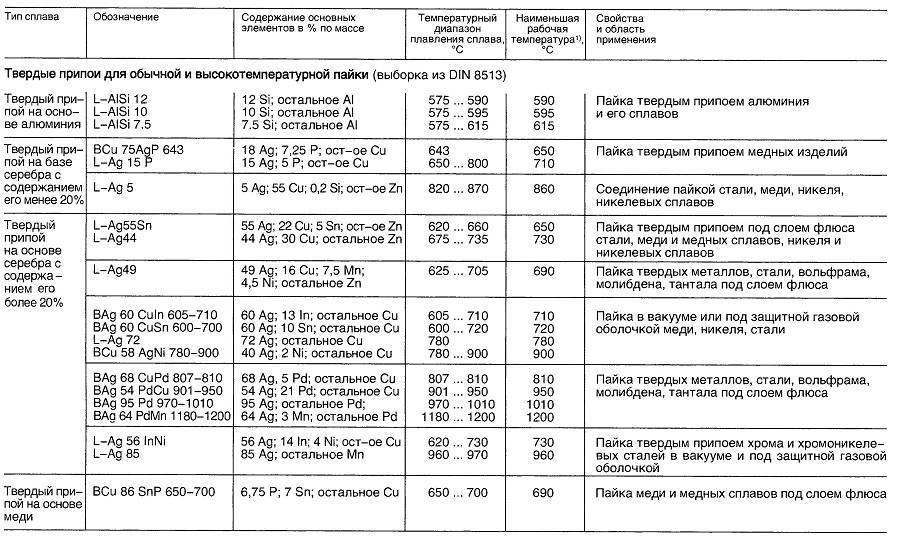
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…







Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Как выбрать горелку
При выборе оборудования основное внимание стоит обращать на класс и эксплуатационные характеристики. Если покупаете горелку только для пайки бытовых трубопроводов, можно обойтись ручным или полупрофессиональным устройством
Такой аппарат стоит дешевле, чем профессиональная горелка и справится с поставленными задачами. Для монтажа коммуникаций, подверженных высоким нагрузкам потребуется использования твердых припоев, поэтому придется приобретать профессиональное оборудование
Если покупаете горелку только для пайки бытовых трубопроводов, можно обойтись ручным или полупрофессиональным устройством. Такой аппарат стоит дешевле, чем профессиональная горелка и справится с поставленными задачами. Для монтажа коммуникаций, подверженных высоким нагрузкам потребуется использования твердых припоев, поэтому придется приобретать профессиональное оборудование.
Как паять медные трубы
 Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:




- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Флюс
Для большинства вида припоев необходима предварительная обработка труб специальным составом, который носит название флюс.
Флюс выпускается:
в жидком виде;

Составы для пайки в жидком виде
в виде пасты.
Состав для пайки в виде пасты
Приоритетней и удобней использовать флюс, изготовленный в виде пасты, так как более твердый состав способствует равномерному нанесению и не растекается по поверхности трубы.
Флюс позволяет:
- произвести дополнительную очистку труб от окислов;
- более равномерно распределить припой в процессе пайки;
- защитить место соединения от коррозии и образования окислов.