Какие бывают устройства для трансформации труб
Преобразование кривизны тонкостенной трубы малого диаметра – вполне доступный этап получения металлических заготовок под сооружения каркасного типа.
Достаточно рассмотреть чертежи и фото трубогибов, как станет очевидно, что конструктивно они имеют много общего:
- основа (опора, упор);
- каркас или раму (открытого или закрытого типа);
- планки, трубные упоры или держатели;
- винты или тиски для крепежа;
- нагнетательное, механическое или рабочее устройство (альтернативная силовая деталь).
Формовкой алюминиевых, стандартных стальных и металлопластиковых труб можно заниматься на простейшем ручной устройстве шаблонного типа.
Большинство трубогибов напоминают компактный станок, но они имеют свою классификацию:
- по типу воздействия на трубы (обкатка, намотка, протяжка, прокатка);
- по возможности перемещения (стационарные и переносные).
Тип привода тоже отличается:
- электрический;
- ручной;
- гидравлический;
- электрогидравлический.
Если использовать электропривод или гидравлический домкрат, он возьмет на себя всю силовую нагрузку, сэкономит время и усилия. Но для его сооружения нужны хотя бы элементарные знания и опыт сооружения бытовых станков для обработки металла. Зато такие устройства обходятся в разы дешевле, чем готовые приспособления и их многократная аренда.
Наиболее востребованными и простыми по своему устройству считаются ручные трубогибы шаблонного типа. Огибая профильную или обычную трубу по части его окружности, трансформируют отрезок трубы под заданным углом или необходимой кривизны.
Метод гибки
Станок для гибки профильной трубы может работать следующим образом:
- Метод наматывания;
- Метод обкатки;
- Метод вальцовки;
- Метод выдавливания.

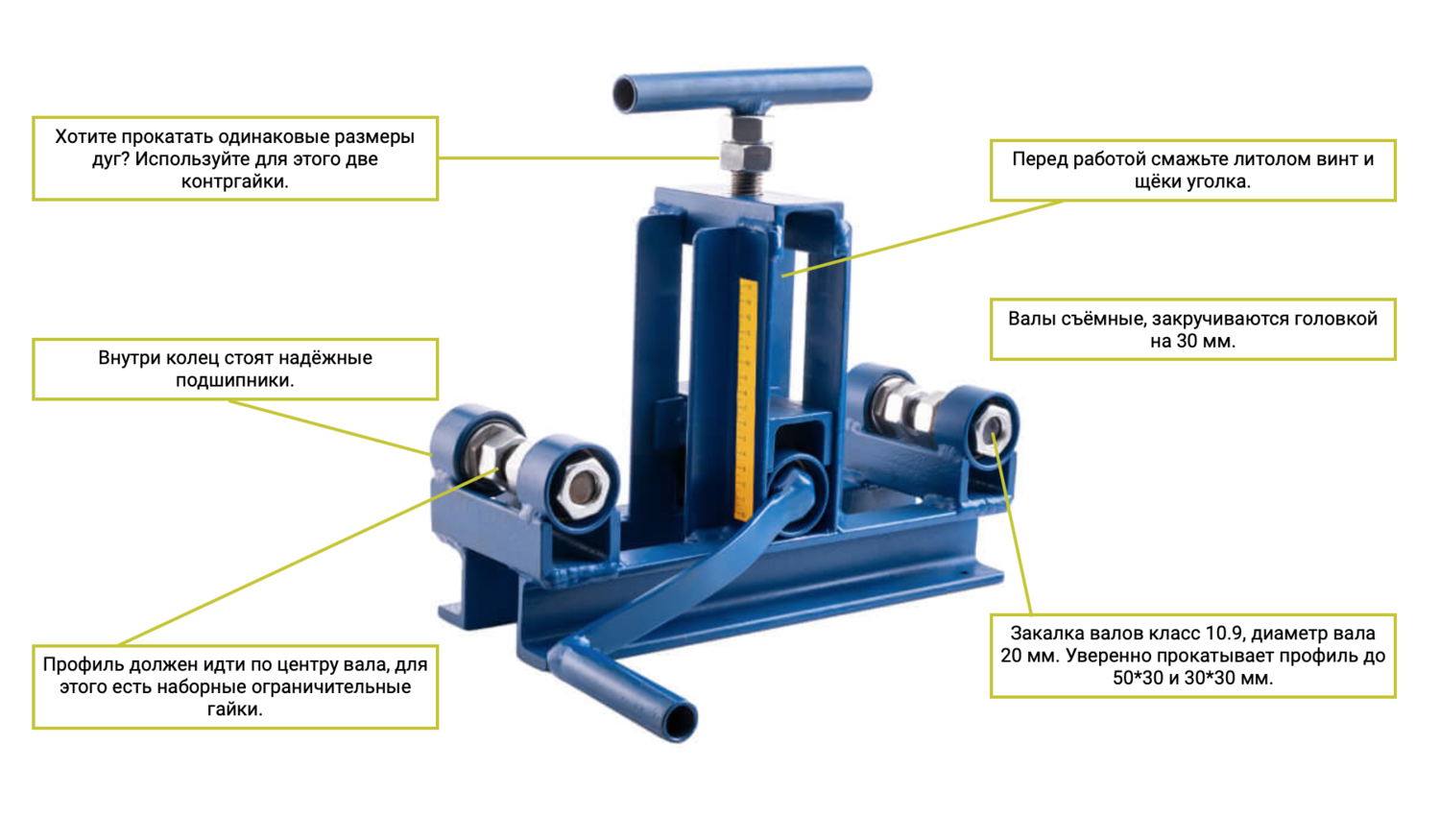
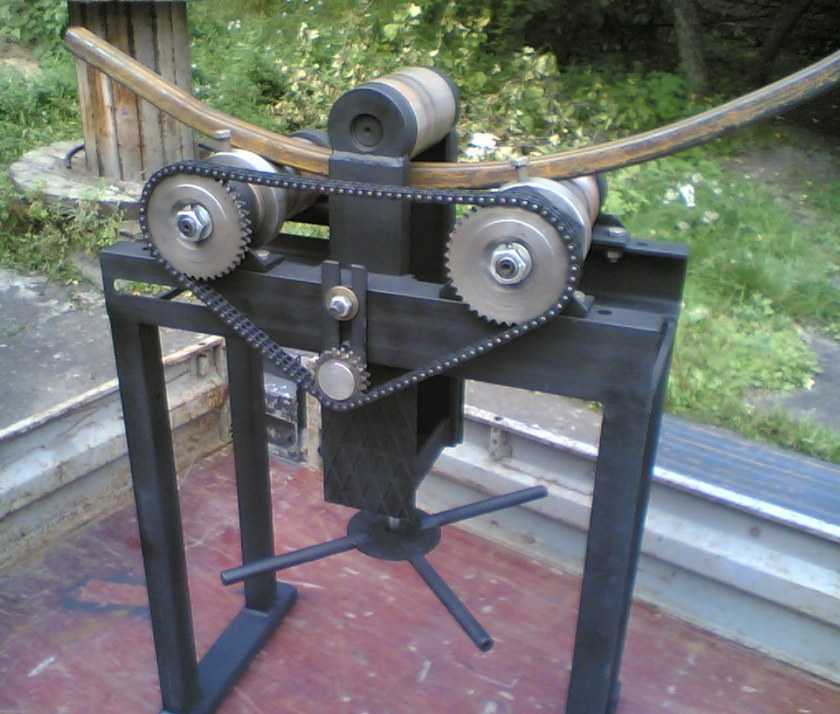
Роликовый трубогиб для профильной трубы
Наматывание
Принцип работы первого таков: специальным зажимом труба прижимается к гибочному ролику. Дальше ролик приводится во вращение, при этом наматывая на себя изделие. Ролик вращается до нужного момента, то есть до достижения необходимого угла.
Понятно, что радиус стальных дуг будет определяться только радиусом самого ролика. По этой причине есть возможность изменять его.
Поскольку данный профилегибочный станок оказывает сильное механическое воздействие на изделие, то в процессе работы оно может повредиться. Особенно это касается тонкостенных стальных, медных и других типов труб. Чтобы этого не случилось, в комплекте трубогибочный станок имеет специальный стальной стержень. Этот стержень имеет закрученный конец.
Его применение очень просто – он просто помещается внутрь трубы и не дает ей деформироваться. Кроме такого стержня может быть применен дорн, который состоит из шарниров, поэтому является довольно гибким. Принцип работы этого приспособления аналогичен принципу работы стержня.
На сегодняшний день станки, работающие по принципу наматывания, являются самыми распространенными. Наличие таких дополнительных приспособлений, как дорн, дает возможность получать очень точные изгибы с постоянным радиусом. Причем само закругление может иметь всего 1,5 диаметра самого изделия, или полторы единицы от длины диагонали.
Подобные агрегаты применяются и в авиации, и в автомобилестроении, и в других отраслях.

Электрический трубогиб
Обкатка
Профилегибочный станок для стальных материалов, работающий по принципу обкатки, имеет немного иную конструкцию. Профиль надежно зажимается между двумя роликами, один из которых полностью неподвижен. После установки изделия, второй ролик начинает движение вокруг статичного, сгибая тем самым профиль.
Радиус дуги будет зависеть в этом случае от размеров неподвижного ролика.
Профилегибочный станок такого плана не предусматривает наличие стальных стержней или дорнов. Поэтому минимальный радиус ограничен – равен минимум 3 диаметрам круглой продукции и 3 длинам диагонали для профиля прямоугольного сечения.
Вальцевание
Профилегибочный станок, который работает по принципу вальцевания, одинаково подходит и для прямоугольного сечения и для круглого.
Данные агрегаты, в большинстве своем, имеют целых три ролика. Все эти ролики лежат в одной плоскости, кроме того, двое из них расположены на одной линии.
Принцип работы таков: изделие зажимают между двумя роликами, которые лежат на одной линии. При этом третий ролик подводится к изделию, надавливая на него. Таким образом, создается некоторое давление. Дальше профиль приводится в движение, которое по средствам давления третьего ролика образует дугу.

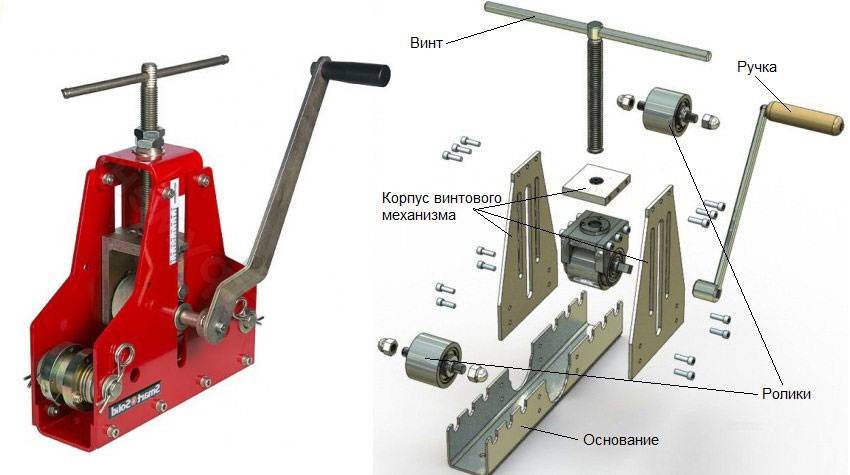
Составные части трубогиба
Удобна такая конструкция тем, что радиус легко регулируется: чем сильнее третий ролик надавливает сверху на профиль, тем меньше радиус его изгиба.
Подобные конструкции используются для изготовления колец, сегментных дуг, трубных спиралей и многих других изделий. Кроме того, для получения более качественной и точной спирали, на данный профилегибочный агрегат может устанавливаться специальный механизм, который способен поднимать шаг витка.
Выдавливание
В данном случае изделие будет опираться на две опоры, расположенные по краям. При этом ролик, который называется гибочным, будет давить на трубу в центре. Это и вызывает деформацию. Часто именно такие станки называют арбалетными.
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.
Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.
Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.








Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Читать также: Почему домкрат не поднимает ниссан
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.

Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Гидравлический трубогиб
Работает на основе гидравлического привода, формирующего требуемое усилие. Подойдёт любой домкрат для автомобиля. Для монтажа рамы используются швеллеры. Гибка производится на двух упорах, смонтированных строго симметрично. Можно сделать инструмент с возможностью регулировки положения упоров.

На шток домкрата монтируется сменная оснастка. Профиль последний должен совпадать с диаметром дуги наружного сечения трубы. Чем больше дистанция между упорами рамы, тем шире выходит изгиб.


Если планируется гибка деталей большого сечения, их лучше фиксировать болтами. Это позволит избежать риска травмирования, если заготовка соскочит с инструмента.
Главные правила
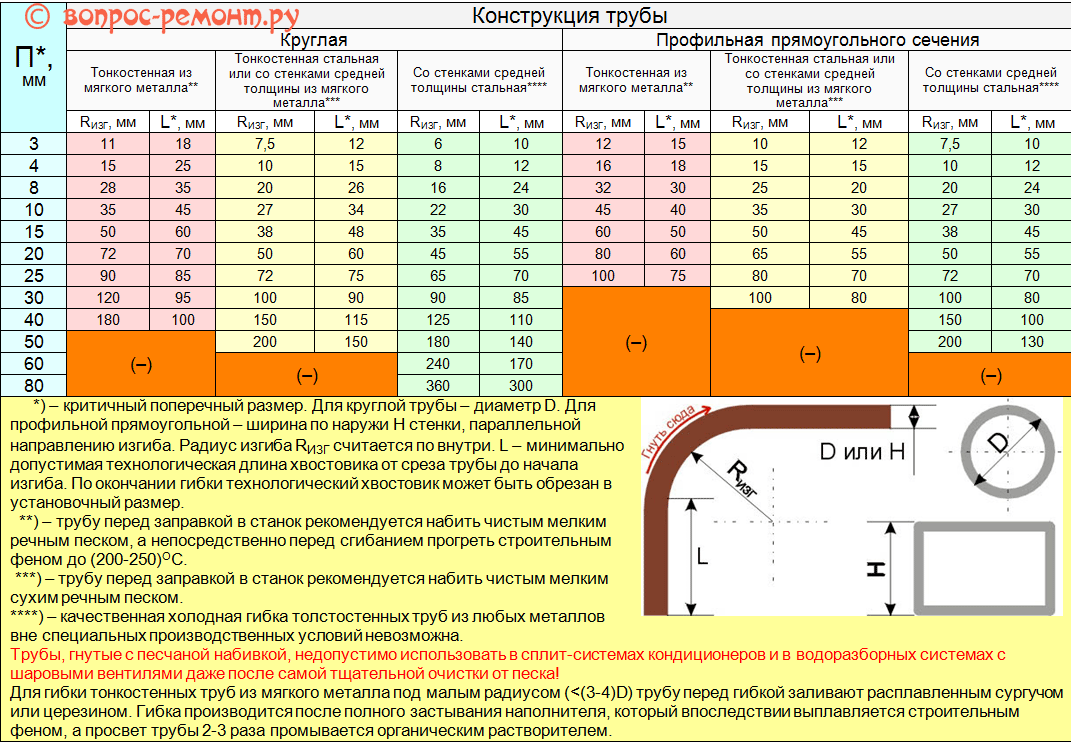
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
ИЗГИЗГ
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ<5D (или 5H);
- на средние радиусы 5ИЗГ<20 D или H;
- на большие радиусы 20D(H)ИЗГ;
Как сделать трубогиб своими руками в домашних условиях
Простейший аппарат можно соорудить из досок-шаблонов. Основной момент – их толщина должна превосходить размер сечения изгибаемых заготовок.
Более эффективным и надежным считается аппарат, который называют станок Вольнова. Устройство состоит из ручки, мобильного и неподвижного ролика, скобы и хомута. Агрегат можно сделать самостоятельно, тем более заводские инструменты стоят недешево.
Необходимые инструменты и материалы
Материалом могут послужить толстые доски, железный лист, металлический стержень для изготовления рычага.
Понадобится также обычный набор столярных и слесарных инструментов.
Чертежи и схемы
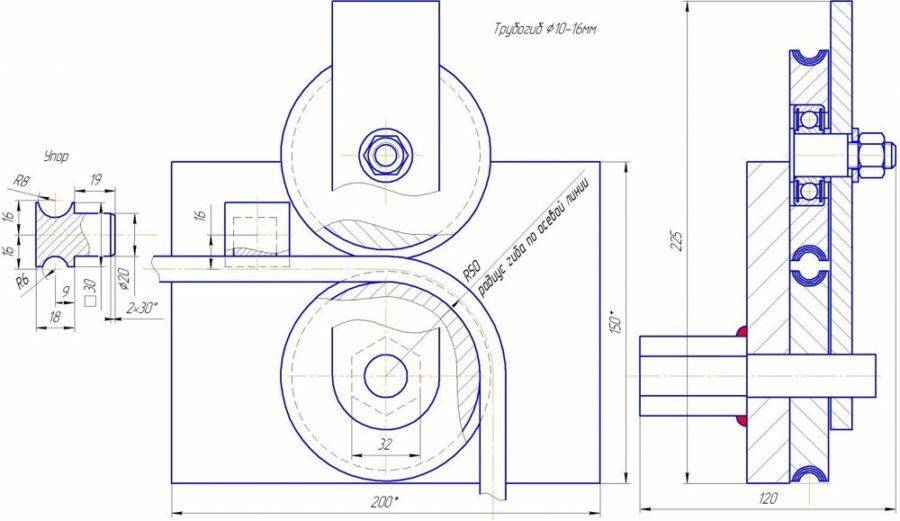
Трубогиб с прижимным роликом

Станок Вольнова состоит из следующих элементов:
- Ручка (1).
- Скоба (2).
- Мобильный ролик (3).
- Основание (4).
- Шаблон (5).
- Хомут (6).
- Заготовка (7).

Ход работ
Главный момент при сооружении такого агрегата – изготовление или поиск подходящих шаблонов и роликов.
В случае с МП трубами, достаточно гибкими, металлические диски можно заменить деревянными. Их либо вытачивают на станке или делают другим способом (например, как на видео, представленном ниже).
Основание инструмента изготовляют из металлической плиты или твердой и ровной древесной поверхности.
Затем делают держатель, к нему крепят ролики.
Насаживают рукоятку, которая исполняет роль рычага.
Какие бывают трубогибы
Различаются устройства дли гибки труб по своей конструкции и прямому назначению. Бывают они механическими и переносными ручными.
Для сгибания трубок мелких диаметров вполне подойдет последний вариант. Ручной трубогиб для медных труб может справиться с тонкостенными изделиями с диаметром, не превышающим 50 мм (по ДУ – двухдюймовых труб). Для придания нужной форме сгибу приходится прилагать физические усилия, что и является основным недостатком конструкции.Тем не менее, потребителей привлекает его доступная цена и легкий вес.
Отдельно можно выделить электрогидравлические или электрические станки, имеющие ЧПУ (числовое программное управление). Одной из функций программного управления будет гибка медных трубок, в том числе и малых диаметров. Приобретать такой станок с одной лишь целью гибки труб, разумеется, не стоит.
По механизму сгибания трубогибы можно разделить на три группы:
Арбалетный ручной трубогиб.
Оборудование имеет форму оружия арбалета, а сама гибка происходит по принципу натягивания тетивы. Нужный угол участку медной трубы придается с помощью шаблона, входящего в комплект арбалетного устройства. Шаблоны (формы) комплектуются только в единичном экземпляре, рассчитанном на трубу определенного диаметра.










Согнуть трубу отличного от шаблона диаметра уже не получится. Данный тип оборудования не сможет согнуть угол, превышающий 90 градусов. Ручной трубогиб подойдет только для мелких трубок, диаметром от 10 мм до 22 мм.Сегментные трубогибы.
Труба вытягивается с помощью специального сегмента. Визуально устройство напоминает небольшой станок для гибки труб диаметром, не превышающим 42 мм. Максимальный угол сгибания для сегментного станка – 180 градусов.
Сегмент имеет форму полудиска, вращается с помощью ручки. Медное изделие огибается вокруг сегментного корпуса под нужным углом.Дорновые станки. Принцип гибки заключается в создании в месте деформации напряженного состояния неравномерного сжатия.
В результате этого процесса пластичность меди (или любого другого металла) повышается, естественная шероховатость стенок снижается и обеспечивается плавная циркуляция рабочей среды в полости трубы.Станок может бывает ручной, полуавтоматический, а иногда и полностью автоматический. Оптимальная работа ручного дорнового станка возможна при правильной настройке системы. Полуавтоматические устройства способны программировать угол деформации, некоторые модели самостоятельно обеспечивают стабильное смазывание дорна для его перемещения внутри трубки.
Трубогиб арбалетного типа — это ручное приспособление
Трубогибочный дорновый станок может быть изготовлен своими руками. Самыми важными рабочими элементами для него будет роликовая матрица (желательно предусмотреть возможность регулировки диаметров), передний прижим, соответствующий диаметру матрицы, направляющие, оправки для дорна и цанговые зажимы для оправки.
Основой конструкции будет служить стандартная опорная рама, принимающая все нагрузки процесса. Привод для работы чаще всего используется рычажный, но для более серьезных целей применяются гидравлические приводы. Чертежи дорнового оборудования можно найти в сети Интернет.
Принцип работы
По принципу работы все подобные устройства принято делить на три большие категории:
- Ручной;
- Электрический;
- Гидравлический.
Кроме этих трех категорий существует и промежуточная, например, гидроэлектрическая.
Надо сказать и то, что ручные станки сегодня тоже могут оснащаться некоторой автоматикой.
Итак, электрический станок может иметь вышеописанные конструкции с той лишь разницей, что все усилия совершаются по средствам электромоторов.
Если речь идет о гидравлических, то процесс создания дуги осуществляется при помощи гидравлических приводов. По сути это ручной станок, только усилия прикладываются гораздо меньшие.

Гидравлический трубогиб для профильной трубы
А вот в классическом исполнении ручные станки требуют просто огромных усилий, особенно если речь идет о деформации стальных материалов.
Как выполняется гибка труб?
Для выгибания трубчатых изделий чаще всего требуется относительно незначительное усилие, поэтому промышленное оборудование в таких работах применяют редко. Но, конструкция трубогиба должна быть такой, чтобы в процессе гибки не деформировалось сечение трубы.
Деформация может произойти по таким причинам:
- Угол изгиба превышает 10-15°. В данном случае внутренняя часть профиля чрезмерно сжимается, а внешняя – растягивается. Из-за этого труба деформируется и может треснуть.
- Высокое содержание углерода в стальном сплаве (все марки, начиная со стали 40). Материал очень упругий, поэтому при изгибе может пружинить. Если контур изделия имеет сложную форму, пружинное усилие может составить 15-20%.
- Искажение торца трубы, если она ненадёжно зафиксирована. Торец принимает другое положение, его перпендикулярность к оси полностью теряется. Такую трубу возможно не удастся установить в конструкцию после гибки.
Поэтому сначала нужно детально проработать схему, по которой будет изготовлен профилегиб своими руками, чертежи, фото, видео помогут подобрать оптимальный тип конструкции.
Лучше использовать готовые чертежи, разработанные инженерами под соответствующее сечение профиля
Чтобы избежать деформации, также важно выбирать подходящие марки стали. Для гибки лучше всего подходит профиль горячей прокатки


Разновидности приспособлений
Производители предлагают устройства разной конструкции. Можно утверждать, что любое из приспособлений не представляет сложности в использовании.
Трубогибы бывают:
- арбалетного типа – внешне напоминают спортивный арбалет;
- сегментные – они же обкаточные;
- пружинные – внешние и внутренние, всегда отдельно для каждого диаметра.
Арбалетный
Арбалетный трубогиб представляет собой устройство, которое имеет фиксированный шаблон изгиба для каждого диаметра отдельно. Он имеет форму полукруга, позволяет согнуть трубу на угол в 90 градусов.

Принцип действия арбалетного устройства:
- участок, предназначенный для изгиба, неподвижно фиксируется на упорах;
- труба продавливается шаблоном на ручке до необходимого угла.
Ручной инструмент такого типа для металлопластиковых материалов d 16-20 мм стоит недорого, имеет вес до 2 кг.
Сегментный
Сегментный (или обкаточный) трубогиб представляет собой металлический станок из двух роликов с зажимами для трубы. Инструмент позволяет менять направляющую ось на 180 градусов. Производители предлагают электромеханические, гидравлические и ручные устройства.
Рекомендуем ознакомиться: Монтаж внутренней и наружной систем канализации в частном доме
Сегментный трубогиб чаще имеет универсальное назначение, используется не только для металлопластика, но и для алюминиевых, медных материалов. Принцип работы прост – трубу фиксируют на роликовом шаблоне и прокаткой меньшего ролика «обматывают» ее вокруг шаблона. Для монтажа бытовых коммуникаций своими руками сегментный трубогиб приобретать нерентабельно. Это профессиональный инструмент.
Пружинный
Пружинный трубогиб представляет собой упругую металлическую пружину, которую вставляют внутрь металлопластиковой трубы или надевают сверху. Это ручной, недорогой инструмент, которым удобно работать в труднодоступных местах, например, при проходе коммуникаций сквозь препятствие. Весит пружина от 200 до 600 г, в зависимости от размера.
Принцип использования:
- пружину вставляют внутрь трубы, предварительно закрепив на ее конце проволоку для извлечения;
- трубу сгибают в требуемой конфигурации руками;
- допустимо использовать колено в качестве срединного рычага.
Внутренняя пружина не только сохраняет необходимый радиус изгиба, но и служит дорном, предотвращая деформацию внутреннего просвета.
Инструкция по работе с трубогибом
Процесс выполнения работы несложный и, тем не менее, требующий соблюдения последовательности действий и некоторых технических особенностей.
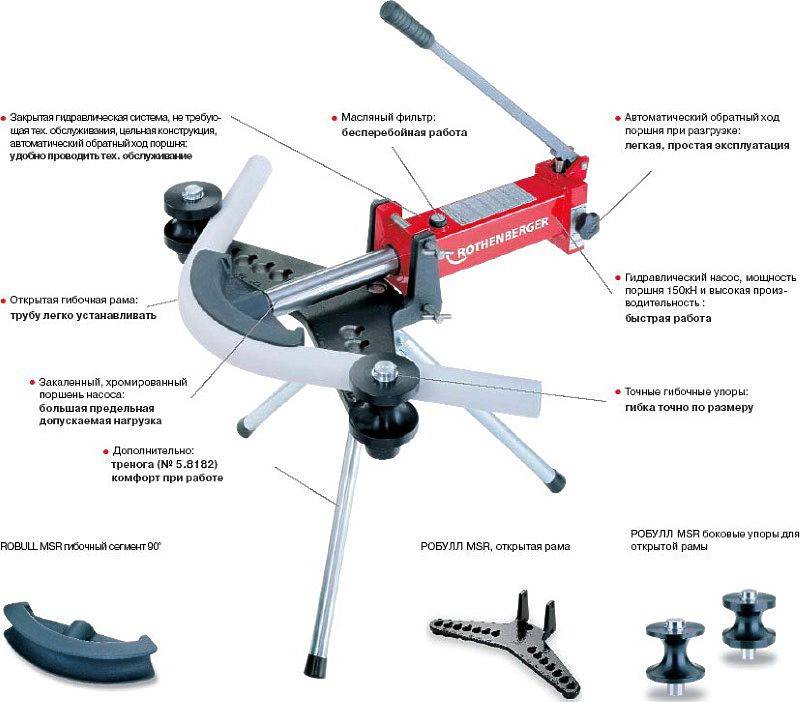
К примеру, работа с применением инструмента от компании Rothenberger выполняется следующим образом:
- Нужно подготовить трубогиб – закрепить гибочную раму на корпусе гидроцилиндра входящими в комплект распорными болтами.
- Приподнять верхнюю часть рамы и установить боковые шаблоны под конкретные параметры сгиба.
- Расположить боковые шаблоны на равном расстоянии относительно оси гидроцилиндра.
- Выполнить операцию сгибания трубы.
Учитывая высокий уровень мощности, создаваемой гидравликой, правильному (симметричному) расположению шаблонов следует уделять особое внимание. Малейший перекос может стать причиной повреждения инструмента
Пользуясь трубогибом, нельзя забывать о техническом обслуживании приспособления. Очистка гидроцилиндра от пыли и грязи, контроль уровня гидравлической жидкости, своевременная замена (очистка) рабочего фильтра, проверка клапанов – это обязательные процедуры ТО, исполняемые периодически.








Лучшие электрические трубогибы
Такое оборудование применяется для большого объема работ, потому что оператор вообще не задействует собственную силу — все действие выполняется электромотором и редуктором.
Приспособления подходят как для выпуска серийной водопроводной продукции в крупных масштабах, так и для изготовления кованных изделий.
Blacksmith ETB40-50HV — вертикальная модель для художественной ковки

Это лучший электрический трубогиб ввиду наличия двух приводных валов со скоростью вращения 18 оборотов в минуту, что свидетельствует о высокой производительности.
Управление осуществляется педалями, поэтому руки оператора свободны для быстрой смены заготовок или удержания края для придания определенной формы.
Станок имеет вертикальное расположение. Ход прижимного ролика выполняется в ручную. Чтобы мгновенно остановить работу предусмотрено две аварийные кнопки: на корпусе и на подставке с педалями.
Плюсы:
- универсальная форма роликов для гиба квадрата, профильной и круглой трубы, полосок металла, уголков;
- рассчитан на максимальный диаметр до 42 мм;
- справится с толщиной стенки 2,5 мм;
- пластиковые ограничители на приводе винтовой пары;
- эффективная работа за счет скорейшего прижатия ролика и сокращений количества циклов;
- удобное управление ножными педалями;
- отверстия в основании для закрепления станка к полу и повышения устойчивости;
- за счет вертикального исполнения не занимает много места в мастерской и оператору удобно работать стоя.
Минусы:
- стоимость от 165000 рублей;
- масса 230 кг трудна при транспортировке;
- для подключений нужна трехфазная сеть 380 В;
- ручное передвижение прижимного ролика.
Принцип работы трубогиба
Поначалу может показаться, что в сгибании труб ничего сверхсложного нет, однако в действительности это не совсем так. При неправильном обращении вы можете столкнуться со всевозможными дефектами, среди которых подминание (может стать причиной изменения диаметра) или же растягивание толщины в месте сгиба (из-за этого могут пострадать прочностные характеристики трубопровода). По этой причине приспособление нужно подбирать правильно, зная о принципе его действия – так вы минимизируете возможные дефекты.
Сам же принцип работы заключается в следующем. Вначале необходимый размер полукруга рисуется на сложенных досках или же кусках древесно-стружечных плит, после чего они обрезаются по линии и фиксируются посредством гвоздей на полу, стене или же заборе. При этом необходимо помнить, что этот щит должен быть несколько толще, нежели сгибаемое изделие (примерно на два-три сантиметра). Из обреза доски в боковой части фиксируется упор. Между последним и шаблоном вставляется край трубы, а затем в соответствии с этим шаблоном производится плавное сгибание (за второй конец изделия для этого нужно взяться руками).
Также заметим, что существуют достаточно сложные решения проблемы со сгибанием труб большого диаметра, однако они предусматривают наличие навыков слесарных работ и использование профессионального оборудования. Самому сделать такой трубогиб не только трудно, но и дорого – гораздо проще приобрести уже бывший в использовании ручной агрегат.
Процесс изготовления
Прежде, чем начать изготовление станка для гибки круглой трубы, нужно запастись всем необходимым:
- гидравлическим домкратом от машины или трактора (можно использовать и более мощные, если есть такая возможность);
- башмаком (пуансоном);
- швеллером (около 3-ех метров);
- 3-мя роликами с осями;
- металлическими пластинами.
При изготовлении ручного трубогиба следует придерживаться простого алгоритма:
- Рулеткой замерять необходимую длину швеллера для основания и болгаркой отпилить 2 равных куска, благодаря которым основание будущего гидравлического трубогиба, а вместе с ним и каркас (1), будет более устойчивым.
- Разместить отрезанные куски швеллера плотно друг к другу, сварить снизу и сверху вдоль линии стыка. Такая платформа будет основой станка для гибки труб.
- Приварить с обеих сторон основания боковые швеллеры под углом 110⁰.
- К верхней части боковых швеллеров приварить более длинные куски, в которых предварительно необходимо высверлить несколько (от 2 до отверстий, размещенных симметрически с обеих сторон будущего станка для гибки труб. Они предназначены для установки в них осей с прижимными роликами, переставляя которые можно будет регулировать радиус изгиба стояков.
- Закрепить пластинами с отверстиями под болты (2) диаметром 10-12 мм, домкрат (3) на основании таким образом, чтобы он не двигался при выполнении работы со стальными или другими трубами. Для этого нужно просверлить основание в определенных местах и закрепить гидроустройство планками с болтами.
- Надежно закрепить на штоке домкрата башмак (4), чтобы в случае необходимости его можно было легко снять и поменять на другой.
Схема для изготовления ручного трубогиба Все, конструкция готова к работе, а необходимые размеры, указаны на чертеже трубогиба сделанного своими руками хотя на фото, в верхних швеллерах (их 2, по одному с каждой стороны боковых швеллеров) не высверлены отверстия. Поэтому, изображенный ручной гидравлический трубогиб рассчитан на сгибание деталей только с одним радиусом сгиба.
Высота станка для гибки определяется параметрами домкрата и расстоянием «а». Это значит, что для сгиба пол-дюймовой стальной трубы этот отрезок должен равняться примерно 2 см (если домкрат находится в нерабочем состоянии).
Как видим, ничего сложного, а конструкция для сгибания круглой трубы – надежная, прочная и прослужит не один десяток лет. А главное, что для ее изготовления использовались только подручные материалы, что очень удешевило такое устройство.
Преимущества ручных трубогибов
Гидравлические трубогибы бывают нескольких видов. Наиболее распространенный вариант – устройства арбалетного типа. Ручные аппараты имеют несколько преимуществ:
- мобильность;
- простота работы;
- нет расходов энергии;
- точность приложения давления;
- дешевизна.
Трубогибы, имеющие гидравлический привод, в отличие от обычных устройств, способны справляться с более сложными задачами. Также они могут быть компактными, что позволяет транспортировать их в любое место при необходимости. Их конструкция намного проще, чем у аналогов, работающих на электричестве, поэтому ломаются они намного реже.